
机加工工艺碳排放估算模型及应用
2014-05-11 03:10:40尹瑞雪
制造业自动化 2014年11期
尹瑞雪
(贵州大学 机械学院,贵阳 550003)
机加工工艺碳排放估算模型及应用
尹瑞雪
(贵州大学 机械学院,贵阳 550003)
0 引言
随着政府对企业废物流排放管理力度的加强,以及消费者对绿色产品日益青睐,企业管理者意识到,减少环境影响是实现企业可持续性发展的重要环节[1]。工艺规划是连接设计和制造的纽带,合理的工艺规划不仅可以确保获得合格的零件,同时可以最大化的利用企业加工资源,是企业实现节能减排的关键[2]。
目前已有大量的研究从不同的角度对工艺规划进行了研究,例如如何通过成组技术实现计算机辅助工艺设计,基于模糊决策对工艺规划进行优化等等[3~5],这些大多以缩短生产周期、降低生产成本作为工艺规划优化目标,但随着制造业对低碳化的迫切要求,仅仅满足以上目标已不能满足可持续性制造的要求。
因此有学者就关于如何通过改进工艺设计与规划以减少废物流排放进行了相关研究。其中P.Sheng等人提出基于特征从宏观及微观进行工艺规划可实现减排[6]。Jeffrey B.Dahumus对去除材料的过程进行了相关分析,还对原料准备过程、切削液准备过程,进行了环境影响分析[7]。Domnita Fratila基于生命周期,从工件材料、切削过程、切削液的使用以及能耗几个方面,对制造过程环境影响进行了评估[8]。F.Dragranescu利用Renounce Surface Methodology建立了研究模型,以铣床铣削铝合金零件为例对其能耗进行了分析[9]。在对制造系统环境影响分析的基础上,学者们还对其进行评估和量化。Simoda,M提出了一种针对机加工的环境影响评估系统,但这个系统只能比较少无切削液切削与普通切削之间的区别,具有一定的局限性[10]。Touma,S比较了基于一系列生态效益机床的车削加工环境影响,但其结果只能适用于车削,由于数据大多来源于真实机床,缺乏柔性,因此也局限了该方法的实用性[11]。这些研究依然未为企业决策者提供一个较为准确的环境影响量化方法。
本文提出了一种较为准确的机加工工艺碳排放评估模型,该模型对工艺方法消耗的电能耗碳、切削液、原材料等所产生的碳排放进行了评估及量化,为说明该模型的有效性,文中利用该模型比较了两种工艺方法在加工同一体积,同一材料工件时产生的碳排放,根据比较的结果,碳排放相对较低的工艺方法将被选取,为实现制造节能减排提供了一种新的思路和方法。
1 典型机加工工艺碳排放评估模型
从系统的观点出发,具体的机加工工艺碳排放评估模型如图1所示。该模型包括三个模块,一是分析模块,根据CAPP的结果,针对具体的工艺方法进行分析,对其使用的加工设备、切削参数、切削辅助材料进行分析,以确定需要估算的碳排放类型;二是数据模块,该模块不仅要为估算模块提供机床设备参数、切削液生产能耗等基本数据,还要提供该加工切削参数、切削液使用量等现场数据;三是估算模块,该模块主要是对工艺中所涉及到的各类碳排放进行估算。其他碳排放包括了刀具消耗碳排放,以及现场照明、物流等能耗碳排放。文中计算电能消耗的碳排放时,电能碳排放系数(EF)取为0.93kgCO2-equivalent/kWh[12]。

图1 制造工艺碳排放估算模型
2 机加工工艺碳排放估算函数
根据典型机加工工艺物质能量输入输出流,如图2所示,典型工艺碳排放包括直接碳排放以及间接碳排放,其中间接碳排放包括能源碳排放,主要指由于机床的能耗所导致的碳排放;以及物料碳排放,主要指切削液的使用、切屑的产生所导致的碳排放。直接碳排放主要指过程碳排放,是指在加工过程中,因物料化学反应后产生的碳排放,针对机加工工艺,这部分碳排放相对量较少,在文中未做估算。
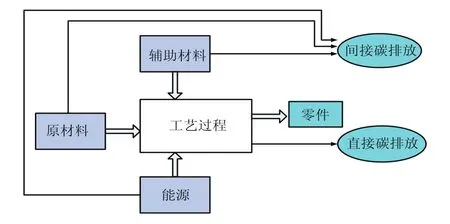
图2 机加工工艺物质能量输入输出流
根据分析估算函数可表示为式(1),这一表达式可适用于多种不同的加工方法。

其中,C为该工艺碳排放 (kgCO2e);Ce为机床能耗所引起的间接碳排放 (kgCO2e);Cc为生产该工序所消耗的切削液的碳排放 (kgCO2e);Cf为生产该工序产生的切屑的碳排放 (kgCO2e);OTc为其他碳排放,如刀具消耗碳排放、润滑液使用碳排放及现场照明能耗碳排放等,在本文中,该部分碳排放未进行估算。(kgCO2e)
2.1 机床能耗碳排放
机床能耗碳排放计算如式(2),机床能耗根据Gutowski的研究[13,14],可用式(3)表示。

其中ETi为第i 道工艺机床能耗(kWh);EBi为基础能耗,即工件装卸、定位夹紧时,机床冷却系统、数控系统、照明系统以及所有与加工有关的系统待机时能耗 (kWh);EIi为空载能耗,即刀具移动对刀时机床待机能耗 (kWh);EDi为切削能耗,即直接用于切削加工能耗(kWh)。
2.2 切削液碳排放
由使用切削液所产生的碳排放可由式(4)进行计算。

其中Qc为切削液使用量 (kg);Cc.pro为生产单位质量切削液所产生的碳排放 (kgCO2e/kg);Cc.dis为处理单位质量切削液所产生的碳排放 (kgCO2e/kg)。
2.3 切屑碳排放
切屑通常是经过清洗回收再利用,这个过程随着能耗的产生也会产生碳排放,根据文献[15],再循环利用原料再循环过程所造成的环境负荷由提供再循环物料的系统和接收再循环物料系统各负担50%。因此切屑的碳排放可由式(5)计算。

其中Qbla为该加工前零件质量(kg);Qpro为该加工后零件质量 (kg);Cf.pro为加工单位质量切屑所产生的碳排放(kgCO2e/kg);Cf.re为回收处理单位质量切屑所产生的碳排放(kgCO2e/kg)。
3 案例
如图3所示,该零件为轴类零件,A面为待加工表面,材料为45号钢。根据待加工表面加工质量要求,现有两种方案可用于加工A面,一为磨削,二为端面车削,切削参数如表1所示,为实现减排,碳排放较低的加工方案将被选择用于加工。在该例中,假设两种加工方案的切削液碳排放、切屑碳排放相同,仅对其机床能耗产生的碳
排放进行计算与比较。
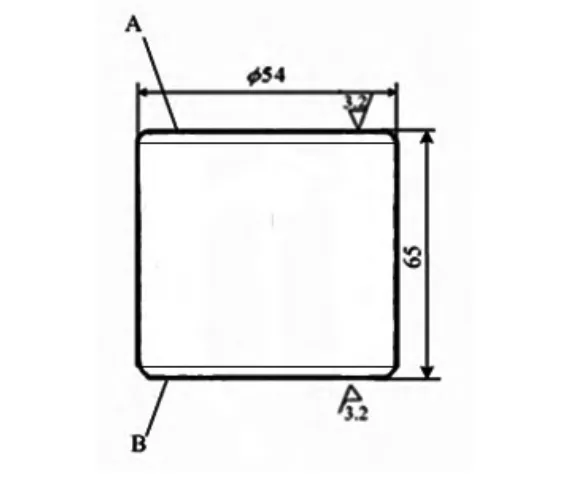
图3 短轴

表1 切削参数表
车削切削力可用式(6)计算[16]:

其中,C,x,y,z及K为常数;ap为切削深度t(mm);f为进给 (mm/rev); vt为切削速度(m/min)。
利用端面车削加工A面产生的能耗计算如式(7)所示:

其中 D表示待加工直径, tp表示切削时间。
铣刀可以看作是多把车刀的集合,因此铣削的切削力计算可由式(8)表达:

其中 a(ti)表示在时间ti时铣刀实际参与切削的刀齿数,与刀具和工件相交的弧长有关。

图4 铣刀与工件相交简图

1)当 0 2)当 1.25≤t2<7.75s, a(t2)=2,有两个刀齿与工件接触,其切削力表达为式(10): 3)当 7.75≤t3≤9s, a(t3)=1,仅有一个刀齿与工件接触,其切削力表达为式(11): 切削能耗则由式(12)进行计算: 计算的结果为2129J,比较两种加工方法,采用车削相对铣削可减少28.4%能耗,相应减排0.134gCO2e。通过估算与比较两种加工方法碳排放,最终碳排放较低的加工方法,即车削将被选取。从该案例中,可以得出结论,当加工同一特征时,采用不同的加工方法,可产生不同的能耗值及碳排放值,通过对加工方法的选择,可实现节能减排。 结合典型机加工工艺特点,建立了典型工艺碳排放估算模型及函数,模型包括了加工中由于机床能耗、切削液的使用、切屑的产生以及其他一些消耗所产生的碳排放估算,可较为准确的获得典型机加工工艺碳排放信息,可用于零件最终的碳标签标注,为消费者选取商品提供了参考依据;通过比较典型工艺碳排放,能够帮助工艺决策者选取碳排放相对较低的工艺方法,为实现制造过程节能减排提供了可能性。本论文旨在为实现制造低碳化进行探索性研究,由于部分数据来源于统计数据、文献、软件、现场,在一定程度上导致计算结果与实际结果存在误差,同时文中考虑到对部分其他因素产生的碳排放数值较小,未进行讨论,如由于使用润滑液、刀具、照明等,也在一定程度上影响了估算结果的精准性,因此,如何取得确实可靠的计算依据,并获得符合实际生产系统的碳排放量将是后续研究工作的重点。 [1]刘飞,曹华军,何乃军.绿色制造研究现状与发展趋势[J].中国机械工程,2000,21. [2]Jiang Z G, Zang H, SUTHERLAND W J,Development of an environmental performance assessment method for manufacturing process plans[J].International Journal of Advance Manufacture Technology, 2012,58:783-790. [3]Ham I, Lu SCY,Computer-aided Process Planning:The Present and the Future[J].Annals of the CIRP,198837(2),1-11. [4]Rocha J, Ramos C and Vale Z,Sequencing Operations for Process Planning[J].Practical Applications of prolog-PAP’95. [5]Abdullah K,David W C,Multi-objective Optimization Using Genertic Algorithms[J].A Tutorial, Reliability Rngineering &System Safety,2006,91:992-1007. [6]Sheng p, Srinivasan M,Kobayashi S, Muti-objective Process Planning in Environmentally Conscious Manufacturing:A feature- based approach[J].CIRP Annals-Manufacturing Technology,1995,44(1):433-437. [7]Dahmus J,Gutowski T,An Environmental Analysis of Machining[A].2004 ASME International Mechanical Engineering Congress and RD&D Expo,November 13-19,2004,Anaheim,California USA[C]. [8]Fratila D.Macro- level Environmental Comparison of Near-dry Machining and Flood Machining[J].Cleaner Production, 2010,18(7):1031-1037. [9]Dragranescu F, Gheorghe M,Doicin C.V.Models of Machine Tool Eff i ciency and Specif i c Consumed Energy[J]. Material Processing Technology,2003,144(10):9-15. [10]Shimoda M, LCA Case of Machine Tool,Symposium of 2002 Japan Society for Precision Engineering Spring Annual Meeting “ Leading-Edge Trend of Environmental Impact Evaluation for Inverse Type Design and Manufacturing”, pp.37-41. [11]Touma S, Ohmori S.Evaluation of Environmental Burden in Eco-Friendly Machining Method Using Life Cycle Assessment Method—Estimation of Carbon Dioxide Emission in Eco-Friendly Turing Method—J.JSPE,2003,69(6):825-830. [12][国家发展和改革委员会应对气候变化司. 2012 中国区域电网基准线排放因子.[EB/OL].[2013-07-02]. http://cdm.ccchina.gov.cn/WebSite/CDM/UpFile/File2720.pdf]. [13]Dahmus J and Gutowski T.An environmental analysis of machining[A].2004 ASME International Mechanical Engineering Congress (IMECE)and R&D Expo,Anaheim,California[C].2004: 1-10. [14]Gutowski T, Dahmus J, and Thiriez A. Electrical energy requirements for manufacturing processes[A].13th CIRP International Conference on Life Cycle Engineering,Leuven, Belgium[J].2006:623-27. [15]杨建新,徐成,王如松.产品生命周期评价方法及应用[M].北京:气象出版社,2002:62-74. [16]Murty R L.Precision Engineering in Manufacturing[M].New Age International Publisher,1996. The carbon emission evaluation model for machining process and its application YIN Rui-xue 制造过程环境影响已成为企业制订制造工艺规划的重要影响因素之一。根据典型机加工工艺制造特点,分析了机加工工艺碳排放源,建立了包括能源碳排放、物料排放以及过程碳排放的机加工工艺碳排放评估模型,用于评估和量化机加工工艺碳排放量,为工艺决策者提供了较为准确的环境影响数据,为实现工艺优化最终达到节能减排提供了有力的参考。为说明该工艺规划方法的有效性,文中进行了举例说明。 机加工工艺;能源碳排放;物料碳排放;过程碳排放 尹瑞雪(1976 -),女,贵州贵阳人,副教授,博士,主要研究方向为低碳制造及绿色制造。 TH3 A 1009-0134(2014)06(上)-0050-03 10.3969/j.issn.1009-0134.2014.06(上).14 2014-01-24 贵州省社会发展攻关项目(黔科合[2013]3098)



4 结论
猜你喜欢
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
环境影响评价(2020年2期)2020-12-02 01:23:52
环境影响评价(2020年5期)2020-12-02 01:18:38
电子制作(2018年14期)2018-08-21 01:38:36
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年14期)2014-02-27 14:11:53
河南科技(2014年3期)2014-02-27 14:05:36
当代畜禽养殖业(2014年8期)2014-02-27 07:59:26
金属加工(冷加工)(2013年5期)2013-04-17 03:39:38
