淡水龙虾软罐头杀菌公式的建立
2014-05-07 10:49赵希荣黄宇
食品研究与开发 2014年2期
赵希荣,黄宇
(淮阴工学院生化学院,江苏淮安223003)
盱眙龙虾作为全国知名的品牌,已成为富民强县的支柱产业,但是盱眙龙虾局限于烹调加工,工业化生产程度较低。作为主要的加工产品,罐制淡水龙虾大多经烧制、真空包装、灭菌等步骤,但是这些步骤工艺尚不尽完善,尤其在杀菌方面,现有工艺往往借鉴行业中类似产品的杀菌公式进行杀菌,无法做到针对性,产品往往灭菌不完全而达不到保质期的要求或者灭菌过度使产品失去最佳的口感。
围绕淡水龙虾软罐头加工工艺,重点讨论其杀菌公式和预测保质期,为龙虾的深加工、延长货架期提供参考。
1 材料与方法
1.1 材料
1.1.1 食用原料
新鲜淡水龙虾,购置于市场。白砂糖、食盐、味精、花椒、十三香、生姜、葱头、香油等,市售。
1.1.2 化学试剂及培养基
氢氧化钠、无水乙醇、葡萄糖、氯化钠、柠檬酸:AR,国药集团;牛肉浸膏、蛋白胨、琼脂:生化试剂,北京双旋微生物培养基制品厂;BGLB培养基、Baird-Parker琼脂平板基、LST培养基:北京陆桥技术有限责任公司;疱肉培养基、卵黄琼脂培养基:北京奥博星生物技术有限责任公司。
1.1.3 仪器与设备
YXQ-LS-75SⅡ立式压力蒸汽灭菌器、SPX-250BZ生化培养箱:上海博迅实业有限公司医疗设备厂;DZ-350/2P真空包装机:上海青葩食品包装机械有限公司;ZD-2型自动电位滴定仪:上海大普仪器有限公司;TA plus物性质构仪:英国LLOAD公司;FA2004N电子天平:上海精科实业有限公司;YS100双目生物显微镜:日本Nikon公司;HD-930组合式恒温振荡培养箱:江苏太仓市实验设备厂;BCM-1000A生物洁净工作台:苏净集团苏州安泰空气技术有限公司;DHG-9123A电热恒温鼓风干燥箱:上海精宏实验设备有限公司。
1.2 研究方法
1.2.1 淡水龙虾软罐头生产工艺流程
新鲜虾的验收→拣选→三道清洗→预煮→冷却→去壳、头和肠腺→清洗→沥干→配调味液、调味腌制→煮沸→干燥→真空包装→杀菌→反水冷却→保温→成品
1.2.1.1 预煮
先将食盐和柠檬酸(5∶1~15∶2,g/g)混合加水配制成溶液,虾与盐水比例为 1∶2(g/L),盐水煮沸后,将虾倒入煮2 min~3 min,然后将虾从锅中捞出,沥干水分。预煮龙虾的目的主要是杀菌,其次是防止褐变等变质现象的发生。加入适宜比例的食盐既可以达到以上目的,又可以使煮出的龙虾味道鲜美。食盐的适宜比例为2%~3%。若食盐的浓度过高,那么味道变咸,使盐溶蛋白质流失过多。若食盐浓度过低,则其增鲜效果不明显。同时在预煮水中加入0.4%的柠檬酸,可以结合金属离子,从而起到抑制虾肉的褐变问题[1]。
1.2.1.2 冷却
通常冷却过程分为两部分。预冷却采用常温水,随后进行二冷,二冷采用水温在4℃~9℃的冷水。经过冷却后使虾体中心温度达到15℃以下。低温加工能使肉类蛋白质获得较为满意的适度变性,同时也可以基本保持肉纤维的弹性,肉质紧实,有较好的咀嚼感。
1.2.1.3 调味腌制及龙虾腌制条件的优化
将龙虾仁浸没在调味液中,腌制条件为腌制温度为常温(20℃),腌制时间2 h。
1.2.1.4 龙虾的干制
由于产品龙虾的含水量与得率、保质期、色泽、风味均有重要关系,必须优化龙虾的干燥条件,即干燥温度为40℃,时间为1.5 h,此时产品水分含量为53%~57%[2-3]。
1.2.2 最佳杀菌公式的确立
杀菌公式是指实际杀菌过程中针对具体产品确定的操作参数。杀菌公式具体规定了杀菌过程中的时间、温度和压力。每一款不同品种和规格的罐藏食品都有自己的杀菌公式,即使同一品种但净重不同或罐型不同的产品,其杀菌公式也有可能不同。完整的杀菌公式如下:

式中:t1为升温时间,即杀菌锅内加热介质由环境温度升到规定的杀菌温度T所需的时间,min;t2为恒温时间,即杀菌锅内介质温度达到T后维持的时间,min;t3为冷却时间,即杀菌介质温度由T降低到出罐温度所需要的时间,min;T:杀菌操作温度,即规定的杀菌锅温度,℃;P:反压,即加热杀菌或冷却过程中杀菌锅内需要施加的压力。
水产品软罐头大多属于低酸性食品,必须采用100℃以上的高温杀菌工艺。杀菌温度偏低或杀菌时间不足都会使某些细菌的芽孢得以残存[4]。
选择 121 ℃,经过 5、8、11、14、17、20、23、26、30 min不同的杀菌时间,记录P。杀菌后的产品于36℃保存,对产品的理化性质及微生物检测,最终确定最佳杀菌公式。
1.2.3 保质期的确定
用得出的最佳杀菌公式对产品进行杀菌,再对产品进行食品储存期加速测试(ASLT),以确定保质期[5-6]。在给定的条件下,产品质量的衰退与时间成反比。温差为10℃的两个任意温度下的储存期的比率Q10=温度为T时的储存期/温度为(T+10℃)的储存期。
由于 Q10未知,所以选择温度 5、20、25、30、36、40℃对产品进行保藏。间隔一定时间检测产品的微生物指标及理化指标[7],从而确定Q10,进而确定产品的保质期。
如θs为指定温度下的货架寿命,则对于任何不为10℃温度差的ΔT,则有公式:

式中:θS(T1)为指定温度 T1下的货架寿命;θS(T2)为特定温度T2下的货架寿命;ΔT为T1与T2的温度差。如此即可得出正常存储条件下的货架期[8]。
1.2.4 罐头食品商业无菌的检验
检验方法参照GB/T 4789.26-2003《食品卫生微生物学检验-罐头食品商业无菌的检验》。按照GB 4789.2-2010《食品安全国家标准 食品微生物学检验菌落总数测定》。按照GB 4789.3-2010《食品安全国家标准 食品微生物学检验 大肠菌群计数》。按照GB 4789.10-2010《食品安全国家标准食品微生物学检验金黄色葡萄球菌检验》。染色法、培养基和试剂的配制按照GB/T 4789.28-2003《食品卫生微生物学检验-染色法、培养基和试剂》。
2 结果与分析
2.1 产品最佳杀菌公式的确定
根据GB/T 4789.26-2003《食品卫生微生物学检验-罐头食品商业无菌的检验》,对产品进行检测。产品菌落总数如表1所示。商业无菌检验结果如表2所示。
由表2可见,在灭菌恒温时间大于等于23 min时,产品可以达到满足商业无菌的要求。因此,考虑到灭菌恒温时间越短,对产品的影响越小,及经济原因,可选择产品的杀菌恒温时间23 min。则杀菌公式为:[(10 min-23 min-25 min)/121℃]×0.119 7 MPa。
2.2 产品保质期的确定
应用ASLT法预测产品的货架期,依据GB 4789-2010《食品安全国家标准 食品微生物学检验》对产品进行微生物检验,并检测产品的pH与质构指标,结合产品感官评定评分(见表3和图1~图12),作出产品的综合评价,最终预测得到产品的货架期[9-10]。

表1 121℃,不同杀菌时间下产品的菌落总数Table 1 Total bacterial counts at 121℃and different Sterilizing times

表2 121℃,不同杀菌时间下产品的商业无菌检验结果Table 2 Commercial sterility results at 121℃and different Sterilizing temperatures
感官评定分数3是可以接受的临界点,如果达到了这个分数就说明该产品已经达到了储存期限了。因此可以由表3,图1~图12可以得出图13。
由图13可得该产品的Q10为2.02,则可以得出在常温23℃时的预测货架期为774.5 d,约为774 d。说明在23℃下保存时,该产品的储存期超过一年,感官评价指数保持3(可接受范围)以上。因此,它的商业储存期一年是可以得到保证的。
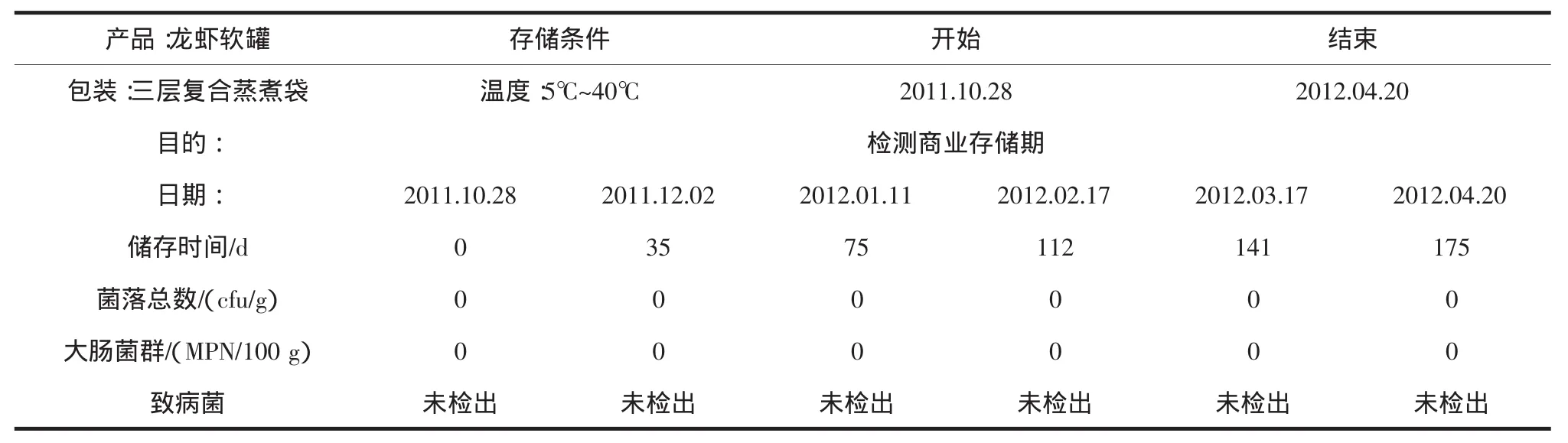
表3 产品稳定性结果Table 3 Stability results of products

图1 5℃时感官评分随储存时间的变化Fig.1 Sensory scores change with storage time at 5℃
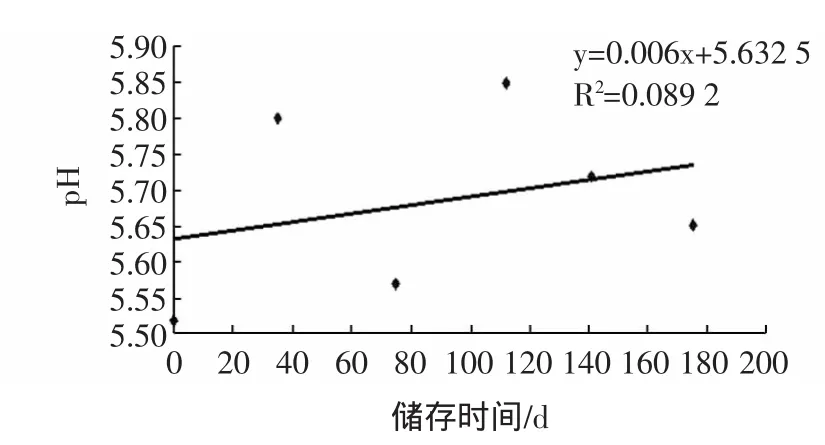
图2 5℃时pH随储存时间的变化Fig.2 The pHs change with storage time at 5℃

图3 20℃时感官评分随储存时间的变化Fig.3 Sensory scores change with storage time at 20℃

图4 20℃时pH随储存时间的变化Fig.4 pHs change with storage time at 20℃

图5 25℃感官评分随储存时间的变化Fig.5 Sensory scores change with storage time at 25℃

图6 25℃pH随储存时间的变化Fig.6 pHs change with storage time at 25℃
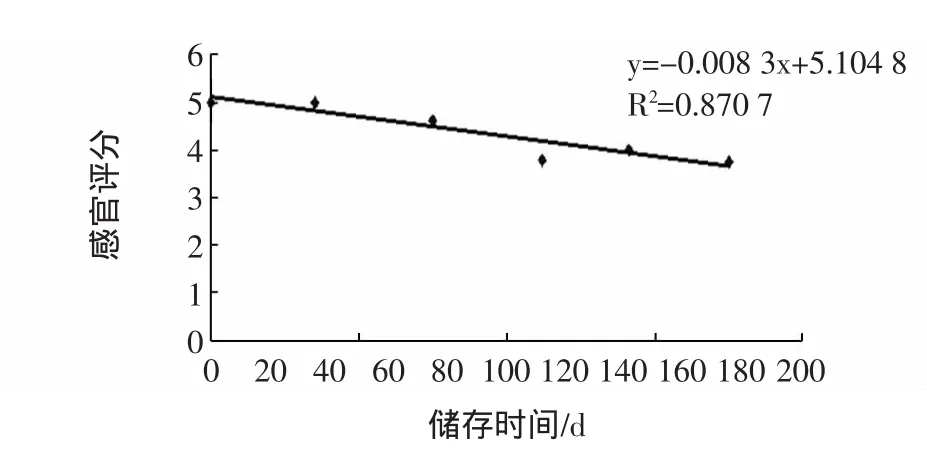
图7 30℃时感官评分随储存时间的变化Fig.7 Sensory scores change with storage time at 30℃
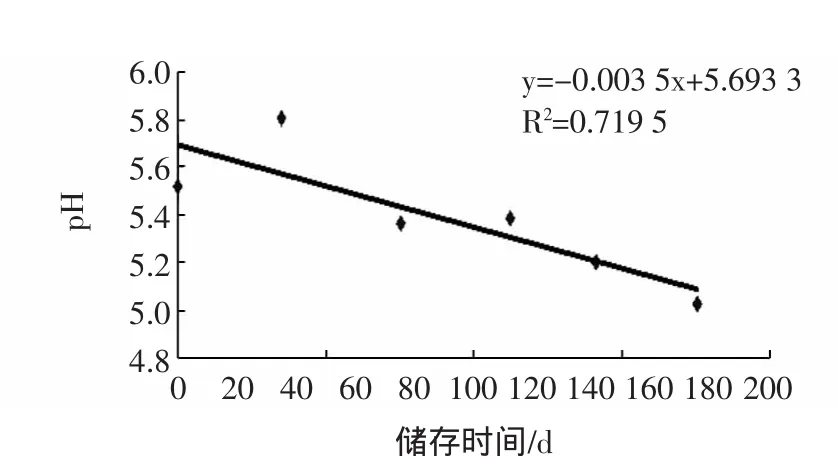
图8 30℃时pH随储存时间的变化Fig.8 pHs change with storage time at 30℃
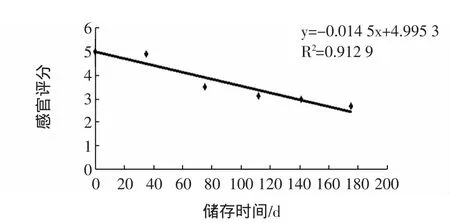
图9 36℃时感官评分随储存时间的变化Fig.9 Sensory scores change with storage time at 36℃

图10 36℃时pH随储存时间的变化Fig.10 pHs change with storage time at 36℃

图11 40℃时感官评分随储存时间的变化Fig.11 Sensory scores change with storage time at 40℃

图12 40℃时pH随储存时间的变化Fig.12 pHs change with storage time at 40℃

图13 温度与预测储存期限的关系Fig.13 The relationship between temperature and forecasted storage limit
2.3 不同存放时间下龙虾质构的变化
间隔一段时间对龙虾进行质构剖面分析(TPA)测定[11]。
2.3.1 不同存放时间下龙虾硬度的变化
硬度(hardness)表示使物体变形所需要的力。这里指使龙虾虾仁变形所需要的力。龙虾硬度随存放时间的变化如图14所示。
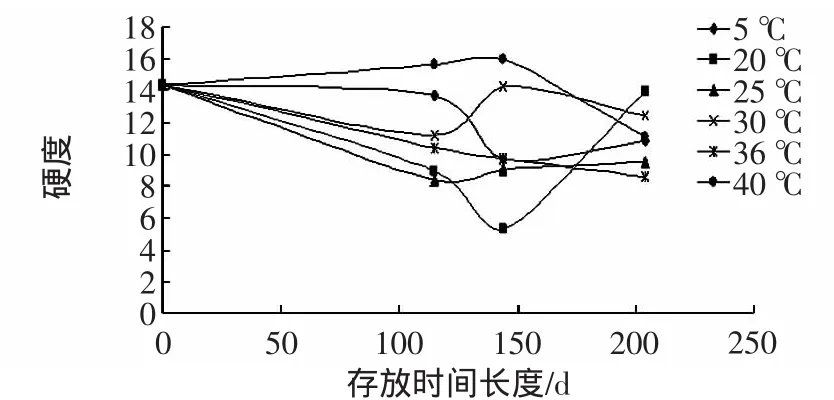
图14 硬度随存放时间的变化Fig.14 Hardness change with storage time
从图14中可以发现,在存放温度为40℃时,虾仁的硬度呈先升高后下降的趋势。存放温度为5、20、25℃时,虾仁的硬度呈先下降然后稍有回升的趋势。存放温度为30℃时,虾仁硬度为先下降再上升又下降的波浪型变化。存放温度为36℃时,虾仁的硬度则一直呈下降趋势。
2.3.2 不同存放时间的龙虾凝聚性的变化
凝聚性(cohesiveness)表示形成食品形态所需内部结合力的大小。反映虾肉抵抗受损并紧密连接使其完整的性质,反映了细胞间结合力的大小。龙虾凝聚性随存放时间的变化如图15所示。
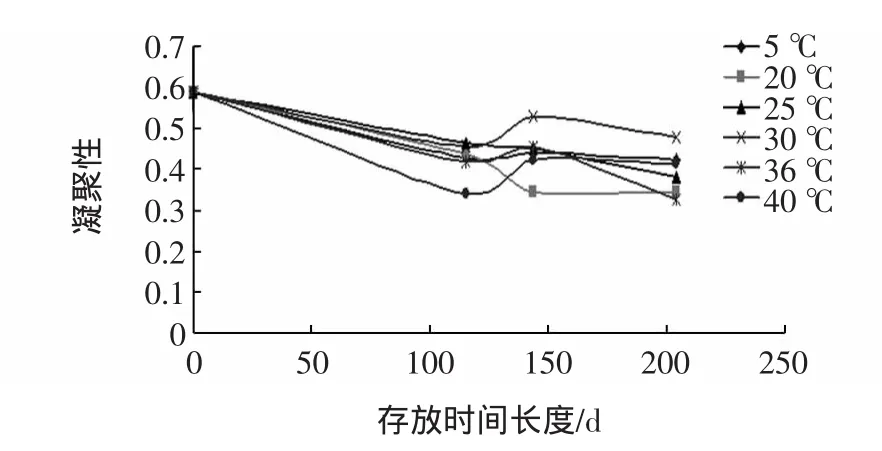
图15 凝聚性随存放时间的的变化Fig.15 Cohesiveness change with storage time
由图15可知,在整个保存过程中,随着保存时间的延长,虾仁的凝聚性整体呈下降趋势。在起始阶段温度越高,龙虾凝聚性下降越明显。
2.3.3 不同存放时间的龙虾弹性的变化
弹性(springiness)表示物体在外力作用下发生形变,当撤去外力后恢复原来状态的能力。龙虾弹性随存放时间的变化如图16所示。
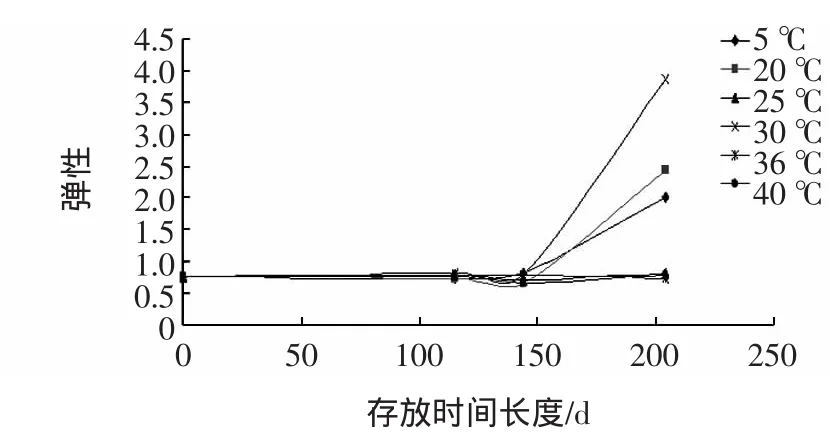
图16 不同存放时间弹性的变化Fig.16 Springiness change with storage time
由图16可以看出,龙虾虾仁的弹性在保存初期基本保持不变。在保存时间为100 d~150 d时,虾仁弹性则开始上升。在30℃时变化最明显。而在25℃时,弹性变化最不显著。
2.3.4 不同存放时间的龙虾咀嚼度的变化
咀嚼度,又称咀嚼性(chewiness)表示把固态食品咀嚼成能够吞咽状态所需要的能量,与硬度、凝聚性有关。龙虾咀嚼度随存放时间的变化如图17所示。

图17 不同存放时间咀嚼度的变化Fig.17 Chewiness change with storage time
从图17中可以看出,在保存期为0~100 d这一阶段时,咀嚼度呈缓缓下降趋势。而在100 d~150 d这个时段,咀嚼度又开始渐渐上升。30℃时,变化最为明显。
从图14~图17可见,产品的硬度、凝聚性、弹性、咀嚼度一般在存放前100天变化缓慢。而在100 d~150 d这个时间段内,产品的性质会渐渐发生改变,根据不同的存放温度,产品性质发生改变的时间与程度都有所不同。这说明软罐龙虾产品在存放时要注意存放环境的温度和存放时间,尽量要减少产品性质的改变,以保证产品的优良品质。
3 结论
以淡水龙虾为生产原料,确定了淡水龙虾软罐头的最佳杀菌公式为:[(10 min-23 min-25 min)/121℃]×0.119 7 MPa。应用ASLT法预测产品的货架期,最终确定Q10为2.02,则可以得出在常温23℃时的预测货架期为774.5 d。说明在23℃下保存时,该产品的储存期超过一年。
[1] 曹荣.对虾生物保鲜与其熟制品保藏技术的研究[D].青岛:中国海洋大学,2009
[2] 房修珍.青虾风味休闲干制品工艺研究[D].无锡:江南大学,2008
[3] 齐绘芳.银鱼休闲食品的开发[D].无锡:江南大学,2006
[4]陈丽娇,郑明锋.应用栅栏技术确定带鱼软罐头杀菌工艺的研究[J].农业工程学报,2004,20(2):196-198
[5]陶力超.食品保质期与保存期的不同概念及其法律意义[J].中国公共卫生管理,2003,19(2):121-122
[6] 任亚妮,车振明,汪彬彬,等.应用ASLT法预测软面包的货架期[J].食品研究与开发,2011,32(2):156-158
[7] Jacxsens L,Kussaga J,Luning P A,et al.A Microbial Assessment Scheme to measure microbial performance of Food Safety[J].International journal of food microbiology,2009(134):113-125
[8]俞维,赫景秀.美国对食品保质期的管理[J].中国畜牧兽医报,2008,12(7):7
[9] 江昕,何锦风,王锡昌.即食龙虾仁制品的研制[J].现代食品科技,2006,22(2):128-131
[10]郭力.小龙虾即食产品的研制[D].无锡:江南大学,2010
[11]李云飞,殷涌光,徐树来,等.食品物性学[M].北京:中国轻工业出版社,2010
猜你喜欢
作文小学中年级(2023年1期)2023-02-12
作文大王·低年级(2022年2期)2022-02-28
小火炬·阅读作文(2019年4期)2019-08-06
动漫星空(兴趣百科)(2018年10期)2018-10-27
科学中国人(2018年1期)2018-06-08
中国储运(2018年4期)2018-04-08
食品与健康(2017年2期)2017-02-07
数学大王·低年级(2015年10期)2015-10-21
中国粮油学报(2015年5期)2015-02-06
河南科技(2014年24期)2014-02-27