消失模铸造冲压模具产品线收缩问题研究
2014-05-03 09:47郝英韬刘胜梅马进源袁天右
山东工业技术 2014年12期
郝英韬,刘胜梅,马进源,袁天右,张 杰
(保定长城精工铸造有限公司,河北 保定 072250)
消失模铸造冲压模具产品线收缩问题研究
郝英韬,刘胜梅,马进源,袁天右,张杰
(保定长城精工铸造有限公司,河北保定072250)
摘要:通过对消失模铸造汽车冲压模具生产过程线性收缩问题的实际分析研究,介绍了解决该问题的方法及思路,为进一步提高消失模铸造尺寸精度奠定理论基础。
关键词:汽车冲压模具;EPS;线收缩
0 前言
随着汽车产业的高速发展,消失模铸造在汽车冲压模具铸造中得到广泛应用,且对于消失模铸造的尺寸精度要求逐渐提高,因此需要我们更加准确的把控消失模铸造后的产品尺寸变化。而消失模铸造不仅工艺过程与传统的工艺有很大差别,有些工艺参数也有所不同。在国内铸造生产过程中,我们发现在消失模铸造中,产品铸造后从白模到黑模的线收缩量不同于普通砂型铸造件[1]。铸造后的产品出现整体尺寸收缩问题,而灰铁产品的收缩问题较为明显,给产品加工带来很多不便,甚至影响到产品的后期装配过程。
虽然在国标中对铸造产品的线性收缩比进行一定要求,但即便按照国标执行,由于各铸造厂实际的生产工艺存在差异化,仍导致产品出现不同程度的线性收缩,使得铸造后的产品不能符合原有的尺寸要求。
为消除生产灰铁冲压模具产品因为消失模产品铸造导致的产品精度误差,我司通过大量产品数据跟踪,对消失模铸造灰铁冲压模具产品线性收缩问题进行了深入研究,最终实现了产品线性收缩问题的解决。
1 分析研究方法
结合资料分析及厂家咨询,消失模铸件的线收缩率主要从以下几个方面考虑模具的线收缩率:选取模型制作完成到干燥后模型的线收缩率,浇注金属液后,凝固冷却的线收缩率。
1.1模型的线性收缩
消失模铸造工艺中,模样制造是一个非常重要的步骤。模样制作选用的原材料称为可发性树脂珠粒,有EPS、EPMMA等多种,由于EPMMA价格昂贵,国内一般在制作汽车冲压模具模型时选用EPS板材制作原料。
由于模型制作完成后未达到最终的干燥状态,内部部分水分未彻底挥发.我们在实际生产过程中抽取约25件不同结构模具产品作为实验数据组进行跟踪验证(其中取出最高点及最低点),静置并在60℃环境下烘干2小时,通过对选取基准测量点的测量,我们得出以下图表,见图表1:

图表1 白模线收缩数据曲线图(白模经烘干后与原始状态收缩数据对比)
通过计算由EPS板材加工制作完成泡沫模型后的线性收缩率约为0.11%。
1.2铸件的线性收缩
消失模铸造过程中,需要经过白模的喷涂处理,造型埋砂、熔解浇注、解模落沙、铸件、修整等过程。在金属熔解浇注后,金属从浇注温度冷却到室温要经历3个互相联系的收缩阶段1,从白模形成黑模整个过程呈现模型整体收缩现象,在实际测量过程中,我们以线收缩体现,通过对前期设定基准测量点的跟踪,我们得出以下图表,见图表2:

图表2 铸件线收缩数据曲线图(烘干后白模与铸件收缩数据对比)
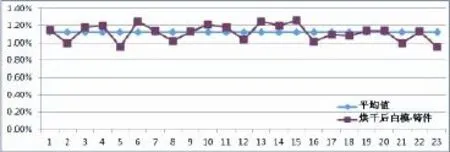
通过计算由涂型后的白模到形成铸件后的线性收缩率约为1.12%。
1.3结合前两个过程的数据统计及分析
判定灰铁模具产品从泡沫模型到铸件成品的线性收缩约为1.23%,我们选取25件产品作为实验样本,对其长度及宽度方向上的尺寸变化进行跟踪,同时将制作模型时的缩水比由标准的1.10%,调整为1.12%,确定以下图表,见图表3:

图表3 实验验证产品收缩数据图
通过上表可以看出,在产品的长度及宽度方向,均有3个异常点,其中2个异常点为铸件尺寸比实体尺寸大6mm,按照汽车冲压模具的标准要求,在非加工面铸件与实体尺寸的误差为±(2-5)mm,此2点存在因测量手法及读值等方面的误差。另一点为铸件尺寸比实体尺寸大8mm(模具产品总长≥4500mm),超出产品尺寸误差范围,而通过此次实验跟踪验证,产品总体合格率达到96%。
2 结论
(1)铸件收缩率是进行消失模模具设计时需要考虑的重要工艺参数,各铸造厂应结合自身的生产工艺,材料的选取对合金的收缩及模型材料的收缩进行研究,以确定符合自身工艺的收缩率,满足产品铸造后的尺寸要求。
(2)随着模具产品精度的提高,只有不断提高铸件的精度及品质才能满足客户需求,而国外高端模具厂对与铸件的精度及品质要求更加严格,只有在生产过程中不断摸索研究,提高自身的产品质量,才能使国内铸件走出国门,使中国从铸造大国走向铸造强国。
参考文献:
[1]邓宏远.消失模及实型铸造技术手册[K].机械工业出版社.2013
[2]崔忠圻.金属学与热处理[M].机械工业出版社.2000