浅谈车架厂6700新铆接夹具的设计
2014-04-29 23:46:24陈新举
中国机械 2014年3期
关键词:定位
陈新举
摘要:本文主要对铆接夹具的构成、原理、设计思路及设计流程进行了阐述。在充分对其原理进行分析后,结合本人设计的车架厂6700新铆接夹具为例,分析并介绍了一般铆接夹具设计的一般步骤,以及设计过程中需要注意的一些问题,其中重点分析了设计中如何对多种不同车架而进行的夹紧定位。
关键词:铆接夹具 夹紧 定位
引言
一个完整的夹具,是由定位器、夹紧机构、夹具体三部分组成的,其中,除夹具体是根据焊件结构形式进行专门设计外,夹紧机构与定位器多是通用的机构。定位器大多数是固定的,也有一些为了便于拆卸,做成伸缩式或转动式的,并采用手动、气动、液压等驱动方式。夹紧机构是夹具的主体部分,其结构形式较多,且相对复杂,驱动方式也多种多样。
1.原理简述
铆接夹具作为生产卡车车架的重要夹具,其构成也符合一般夹具的组成,主要由定位座、铆接夹钳、底座等部分组成,铆接夹钳、底座分别相当于夹紧机构与夹具体。定位座构成相对简单,在铆接夹具应用构成中具有一定的通用性,其主要由定位销与定位销座组成,通常在铆接夹具两端对称布置,通过移动定位销将其插入左右纵梁的定位孔,以对左右纵梁纵向上的定位。
铆接夹具夹钳机构一般应用四杆机构来实现其相应的功能,由于四杆机构为面接触,可承受较大的载荷,有利于润滑,磨损小,结构相对简单,便于加工制造,因此在汽车生产工装方面有很广泛的用途。下面简要分析下四杆机构在夹钳机构上的应用。
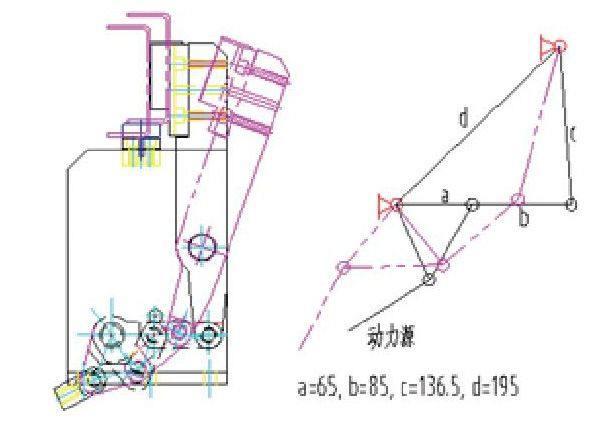
如右图为所示,左边为夹钳的效果图,右边为夹钳的原理图。四杆机构的四杆分别为杆a、杆b、杆c和杆d,其中杆d为机架,杆a、杆c为连架杆,杆b为连杆,以气缸为动力源控制连架杆a的运动,通过连杆b来实现连架杆c的运动。图中杆长d>c>b>a,分析是否符合杆长条件:
a+d=65+195=260,
b+c=85+136.5=221.5
a+d>b+c
不符合杆长条件。故此四杆机构杆a为摇杆,机构为双摇杆机构。当气缸处于进气伸长的过程中,主动杆a与连杆b运动轨迹重合时,此时夹钳为夹紧状态,机构中杆c处于极位位置,其速度Vc=0,杆c才拥有最大的增力效果,此时用来夹紧纵梁有很好的夹紧效果,同时在杆a处设置限位销,以增加四杆机构夹紧的稳定性,因此巧妙地利用了四杆机构的极位位置而达到的物理效果。
上述的四杆机构可实现夹钳的外夹紧要求,而在实际应用中,还会对夹钳提出内外同时夹紧的要求,此时可通过双四杆机构来实现其功能。这双四杆机构杆a1、杆b1、杆c1和杆d1为第一个四杆机构,杆a2、杆b2、杆c2和杆d2为另一个四杆机构,杆a1与杆a2为同一杆,第一个四杆机构与上图中四杆机构完全相同,第二个四杆机构原理与上图的原理相似。而通过杆a1(a2)联动,可同时控制两个四杆机构。此过程原理如上文所述,此处不再赘述。
2.设计思路
车架厂6700铆接夹具主要负责生产Z系列、K系列车架总成,其共有三百多种,其中Z系列产品宽度相同,有三个不同的轴距,存在高度差;而K系列产品前宽与后宽尺寸不同,具有相同的轴距,无高度差。产品类型相当复杂,因此首先现场调研,熟悉车架总成产品情况。其次,对此铆接夹具的设计做出讨论,把这两大系列产品进行比较分析,选择其中最复杂最具代表性的11种车架总成作为研究对象,而Z系列产品相对复杂,所占比例绝大多数,先研究Z系列产品的夹紧与定位,然后通过修正,把K系列放入此铆接夹具中,由此提出相关设计标准。然后,画出此铆接线总图,通过评审,对原方案进行完善。接着,根据最后的总图,设计出具体的图纸。最后制作出铆接夹具,通过调试试制,完成此新铆接夹具的投产使用。
3.设计流程
在这11种车架总成中,Z系列产品相对复杂,所占比例绝大多数,先研究Z系列产品的夹紧与定位,然后通过修正,把K系列放入此铆接夹具中。具体步骤如下:
3.1.选取Z系列产品铆焊时的放置基准为参照基准,因此以后轮中心线作为参照基准;
3.2.依照参照基准,排列出所有的Z系列产品,找出所有可能的夹钳放置位置,根据工艺图确定定位销放置位置;
3.3.根据Z系列产品情况将K系列产品放在合适的位置,通过比较分析确定8处位置放置通用夹钳和备用夹钳,其中5处为通用夹钳,其中2处有内夹钳,3处为备用夹钳。通用夹钳即为无论Z系列产品还是K系列产品放置后均能夹紧,备用夹钳针对部分产品可进行夹紧,而对其它产品因干涉而无法夹紧,当然在气路设计上有对应的开关;
3.4.根据K系列工艺图选取定位销放置位置;
3.5.最后研究产品铆焊过程中的其它细节问题,如产品宽度不同的地方可在夹钳上加燕尾槽解决,产品存在高度差的地方可在夹钳上加减可移支撑块以保证产品水平放置,等等;
3.6.画出总图,并分别做两轮评审,对原有方案进行了修正与完善。
3.7.做出详细的图纸,包括底座总成、各类夹钳、定位总成和气路设计等。
3.8.通过两个多月的制作及现场调试,我们完成此夹具的投产使用。
4.结论
通过两个多月的制作及现场调试,我们看到此新铆接夹具能够使这11种车架总成准确定位,正确夹紧,相比原铆接夹具,提高产品精度,降低劳动强度,提升生产效率,达到了预期的目标。
猜你喜欢
导航定位与授时(2020年5期)2020-09-23 03:05:00
铁道通信信号(2020年9期)2020-02-06 09:16:06
中国外汇(2019年20期)2019-11-25 09:54:58
制造技术与机床(2019年4期)2019-04-04 12:21:52
海峡姐妹(2018年2期)2018-04-12 07:13:44
知识经济·中国直销(2018年3期)2018-04-12 06:43:37
电子制作(2016年19期)2016-08-24 07:49:36
通信电源技术(2016年3期)2016-03-26 07:13:28
学习月刊(2015年1期)2015-07-11 01:51:12
中国卫生(2014年2期)2014-11-12 12:59:58