
顺逆铣对表面粗糙度影响的轨迹包络几何分析和实验验证*
2014-04-27 13:06李玉炜孙友松
制造技术与机床 2014年6期
李玉炜 孙友松
(①广东工业大学,广东 广州510075;②深圳职业技术学院,广东深圳518055)
影响曲面零件表面粗糙度的因素很多,如零件的材料、刀柄和刀具的让刀、刀具材料和偏心、铣削加工参数、机床的性能、顺逆铣等。国内外很多学者针对曲面铣削从铣削机理、切削力、刀具误差、表面粗糙度、加工参数、误差补偿等方面进行了深入的研究,如赵晓明[1]等对三、四、五轴铣削表面形貌的仿真做了深入的研究,但关于顺、逆铣对表面粗糙度的不同影响,研究相对较少;也有些研究者认为,顺、逆铣对表面粗糙度的影响基本相同,可以忽略不计,如西工大的谭刚[2]等;工业界普遍认为,粗加工采用逆铣较好,精加工采用顺铣较好,顺铣得到的表面粗糙度好;郭宝珍[3]发现,在数控铣削加工中,逆铣的表面粗糙度值要小于顺铣的表面粗糙度值,但他认为,顺、逆铣对表面粗糙度的影响属于非几何因素。本文从几何包络的角度,建立了立铣刀顺、逆铣侧铣平面和凸凹曲面的表面最大残留高度数学模型,提出了能够得到较好表面粗糙度的加工方法。
1 立铣刀侧铣(顺、逆)平面对表面粗糙度影响的几何包络分析
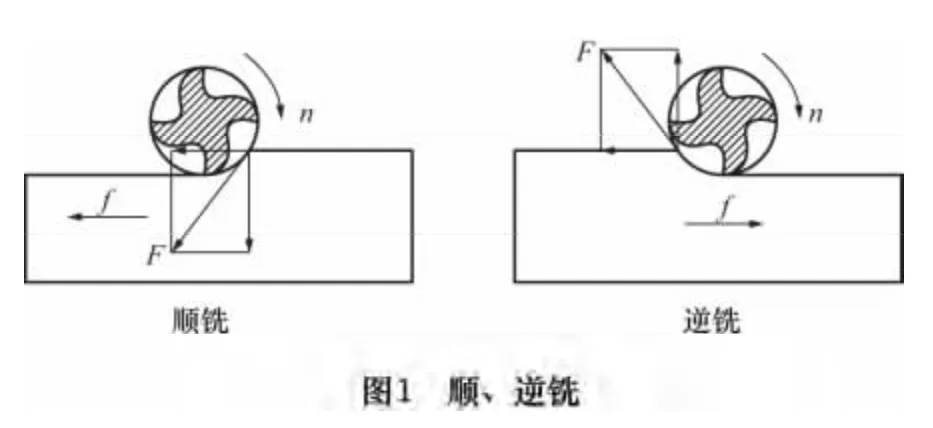
顺铣和逆铣是在生产实践中经常采用的两种铣削方法,顺铣时切削点的切削速度方向在进给方向上的分量F2与进给速度f方向一致,逆铣则相反,如图1所示。
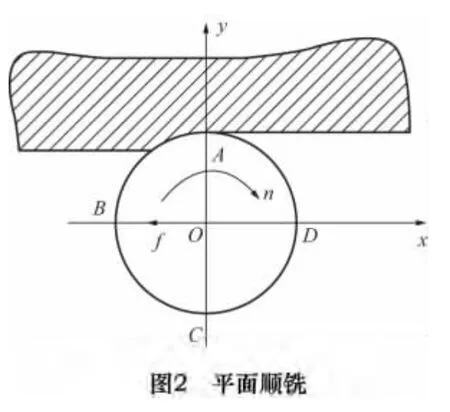
1.1 平面顺铣的进给残留高度
如图2 所示,圆柱立铣刀4 个齿A、B、C、D,一面绕着O点以n转速旋转,同时刀具以f的进给速度沿X轴负方向移动,根据点的速度合成定理,每个点的线速度为旋转角速度和进给速度的合成,这样每个齿的运动轨迹是一个摆线。以刀具中心为坐标原点,建立坐标系。
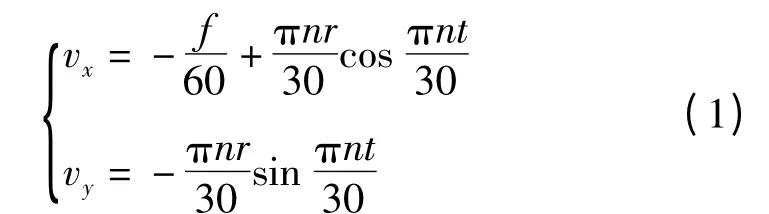
B点在x和y方向的线速度为:
把式(1)对t进行积分,得到B点的运动轨迹方程为:
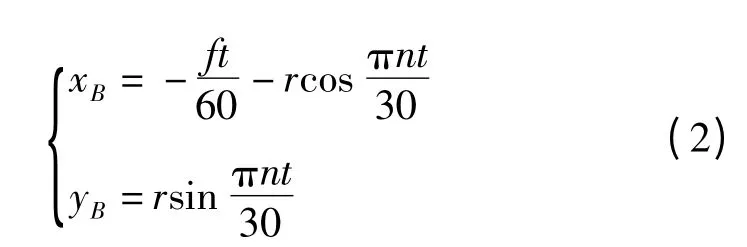
其轨迹图如图3 所示。

同样,得到C点的运动轨迹方程为:
求B、C两轨迹曲线的交点,得到残留高度值h。
1.2 平面逆铣的进给残留高度
如图4 所示,以刀具中心O为坐标原点,以f进给方向为X轴正方向,建立坐标系。
同样,得到逆铣时A点的轨迹曲线方程为:
B点的轨迹曲线方程为:
求A、B两轨迹曲线的交点,得到残留高度值h。
2 立铣刀加工凸、凹圆弧,顺、逆铣对粗糙度影响的几何推导和实验验证
2.1 凸圆弧顺铣的进给残留高度
圆柱立铣刀f的进给速度沿X轴正方向绕半径为p的凸圆弧滚动,以刀具中心O为坐标原点,以f方向为X轴正方向,建立坐标系,如图5 所示。
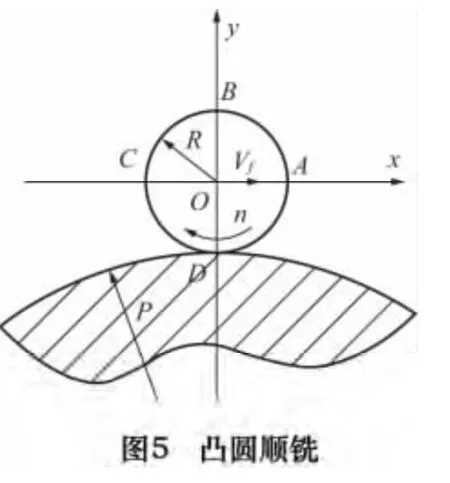
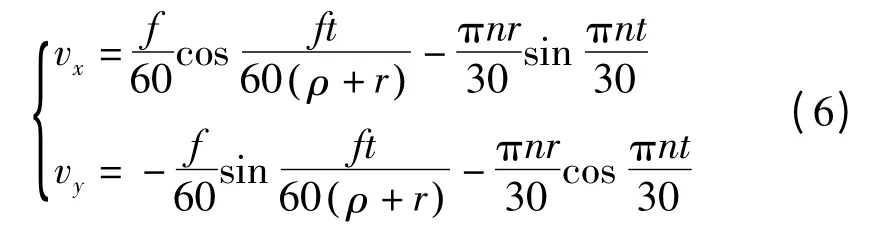
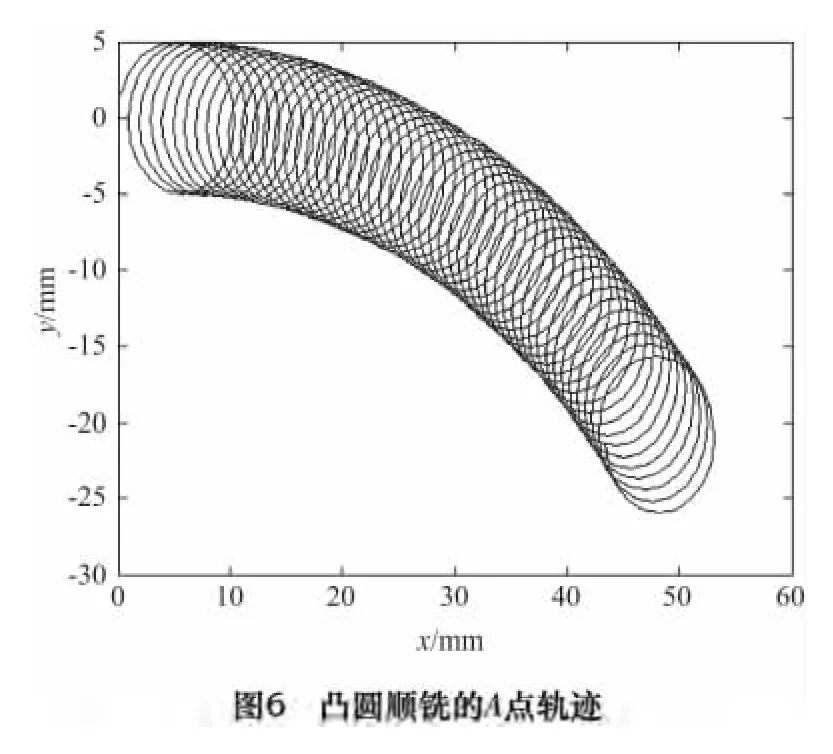
A点在x和y方向合成的线速度为:把式(6)对t进行积分,解积分得到A点的轨迹曲线方程为:其轨迹图如图6 所示:

B点的轨迹曲线方程为:

求A、B两轨迹曲线的交点,得到残留高度值h。
2.2 凸圆弧逆铣的进给残留高度
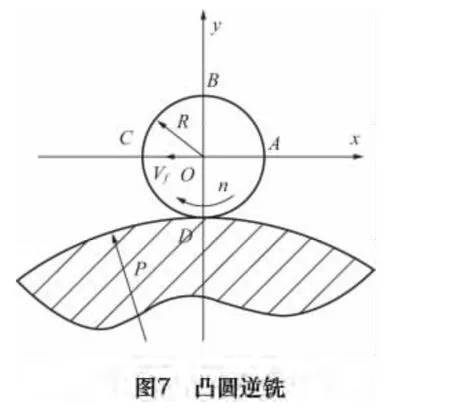
如图7 所示,以刀具中心O为坐标原点,以f进给方向为x轴负方向,建立坐标系。
A点的轨迹轨迹曲线方程为:
求A、D两轨迹曲线的交点,得到残留高度值h。
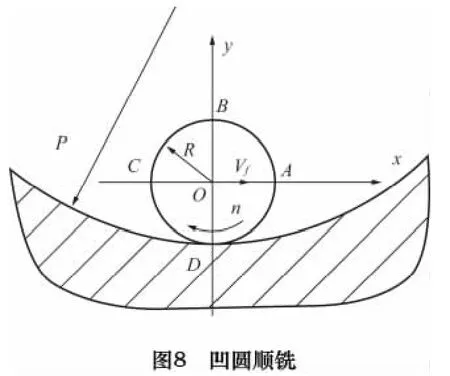
2.3 凹圆弧顺铣的进给残留高度
以刀具中心O为坐标原点,以f进给方向为X轴正方向,建立坐标系,如图8 所示。
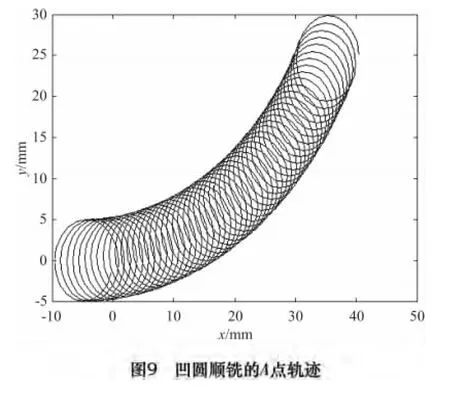
A点的轨迹方程为:
其轨迹图如图9 所示。
B点的轨迹方程为:
求A、B两轨迹曲线的交点,得到残留高度值h。
2.4 凹圆弧逆铣的进给残留高度
如图10 所示,以刀具中心O为坐标原点,以f进给方向为x轴负方向,建立坐标系。


表1 主轴转速改变时的表面粗糙度
A点的曲线轨迹方程为:
D点的轨迹方程
求A、D两轨迹曲线的交点,得到残留高度值h。
3 实验验证
实验条件:工件材料是模具钢 P20 (瑞典ASSAB618),工件尺寸为100 mm ×100 mm ×80 mm,加工机床为瑞士米开朗400uHSM 五轴高速机,加工高度为10 mm,加工深度0.1 mm。使用直径10 mm 的SKK 硬质合金立铣刀,主轴转速n从3000 r/min 到5000 r/min时,进给速度f为3000 mm/min。测量加工表面的前、中、后三个位置的表面粗糙度值,算出其平均值和理论计算值进行比较,结果如表1 所示。
4 结语
金属加工是一个复杂的过程。顺铣和逆铣由于切屑厚度的变化不同,直接影响着切屑的塑性变形,同时影响着切削力、切削温度以及刀具与工件和切屑之间的摩擦特性。
本文通过几何包络数学分析得到:在铣削平面、凸凹曲面时,虽然切削参数一样,但顺铣和逆铣得到的表面粗糙度值是不一样的,逆铣的表面粗糙度值要小于顺铣的表面粗糙度值。顺铣和逆铣两种不同的加工方法对已加工表面粗糙度的影响属于几何因素。当主轴转速在3000~5000 r/min 范围内,逆铣的表面粗糙度值要小于顺铣,这个实验结果与理论吻合。但当主轴转速太低时,理论和实际表面粗糙度值相差较大,此时主要是非几何因素,如受力等对表面粗糙度影响加大。本文的研究成果对如何提高铣削表面的质量提供了新的思路和方法。
根据表1,得到图11。

[1]赵晓明,胡德宝,赵国伟.5 坐标数控加工中工件表面形貌的计算机仿真[J].上海交通大学学报,2003,37(5):690 -694.
[2]谭刚,张卫江,万敏,等. 球头刀多轴铣削表面形貌建模仿真研究[J].昆明理工大学学报:理工版,2007(3):23 -29.
[3]郭宝珍.数控铣削加工中顺铣和逆铣对加工表面粗糙度的影响分析[J]. 制造技术与机床,2011(2):109 -112.
[4]曹腾云.顺铣与逆铣时刀齿接触长度及切削厚度的数值计算和比较[J].南昌大学学报,1994,16(3):23 -29.
[5]沈建峰.数控铣床加工过程中的顺铣和逆铣探究[J]. 职业,2009(36):172.
[6]Wu Baohai,Yan Xue,Luo Ming,et al. Cutting force prediction for circular end milling process[J]. Chinese Journal of Aeronautics,2013(4):230 -236.
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
现代装饰(2018年5期)2018-05-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
中国三峡(2017年2期)2017-06-09
制造技术与机床(2017年12期)2017-02-02
