
基于FANUC PICTURE软件的人机界面二次开发及应用
2014-04-27 13:06:12孔德红黄桂英杨锦斌
制造技术与机床 2014年5期
孔德红 黄桂英 杨锦斌 法 亮
(青海一机数控机床有限责任公司,青海 西宁810018)
人机界面(human machine interface,HMI)是用户与机床互相传递信息的媒介,用来实现信息的输入与输出。当代的数控机床正朝着高速度、高精度、智能化、多功能、高可靠性的方向发展,良好的人机界面具有操作简单、快捷、功能引导等优点,使用户增强兴趣、感觉愉快,从而提高使用效率,这些优势越来越受到广大机床操作者的喜爱。FANUC 公司针对此问题,开发出了制作HMI 功能的FANUC PICTURE 软件。本文就以某数控机床(0i-TD,显示器8.4 英寸)为例介绍如何用FANUC PICTURE 软件进行“人机界面”二次开发,并在实际项目中的实践应用。
1 界面开发及运行环境
在通用PC 机上即可进行开发,操作系统为Windows 2000/XP。将FANUC PICTURE 装在运行Win XP的PC 机上,开发所需的HMI 界面,编译后将执行文件传入CNC 的Flash ROM 中存储,CNC 开机后即显示用户自己开发的界面。在普通的FANUC CNC(包含16i/18i/21i 和30i/31i/32i 系列数控系统)系统上就可以运行。
2 数控机床FANUC PICTURE 软件设计流程
在PC 机上装载FANUC PICTURE 软件后,出现图标“FANUC PICTURE”,单击进入到如图1 所示界面,就可以在PC 机上进行HMI 界面的开发。

FANUC PICTURE 适用于多种FANUC 系统,其开发环境为Visual Basic,自身集成编译和链接功能,具有较强的图形显示和贴图功能,并且提供脚本编辑功能与简单的计算功能,可搭配宏编译器执行器或者C语言执行器无缝连接,共同作用。如不需要复杂计算,FANUC PICTURE 软件是进行FANUC 人机界面开发的理想软件,可选择搭配C 语言执行器,满足复杂计算要求。
具体开发流程如下:
(1)首先创建一个新工程:单击File,创建一个新的Project,输入文件名(qh),选择保存路径后,弹出Setting of project 界面,在属性项Setting of CNC system中选择FS0i MODEL D,Soft key 中选择5 +2,在属性项Setting of Multi - language 下The Multi - language display function char.code 中选择SIMPLIFIED,其它的选择默认选项即可。
(2)添加界面:FANUC PICTURE 中界面有主界面、子界面,弹出界面,具体可按如下流程制作。单击左上角图标(New)打开一个新界面(FPicture1),点击图标(Structure)在新界面左上角画一矩形框(此矩形框在页面中不显示,通常放在左上角),双击此矩形框弹出PScrn 界面,在属性项Base screen 下Screen Name中填入界面的名称(如main),Sub screen 下Sub-ScreenName1 中填入关联的子界面的名称。点击图标(Button)在此主界面中画一矩形框,双击此矩形框,弹出Button 界面,在属性项Action 下Action Type 中选择Change Screen(Detail 中填入切换的界面名称),勾选Shortcut Key 中选择INPUT(即按MDI 面板上的INPUT 键进行界面的切换)。
保存上述界面,并根据需要在界面上添加控件以实现需要功能(具体如图2 所示),控件的使用参见FANUC PICTURE operation manual 手册。
(3)编译工程,把生成的FPF0FPDT.MEM 文件拷入CNC,如果是第一次导入HMI 界面还需拷入DY61.mem文件。在NC 参数中查看诊断参数1180#4是否为1(1 为有开机画面软件),然后将系统参数8661 设置59,8662 设置4,8781 设置64。断电重启,按CUSTOMER 即进入二次开发界面。
3 人机界面二次开发在数控机床中的具体应用举例
前面介绍了数控机床FANUC PICTURE 软件设计流程,设计员可依据此设计流程制作自己的数控机床界面。鉴于大部分设计员以前没有接触过FANUC PICTURE 软件,制作起来比较困难,下面就以某数控机床中3 个典型界面为例详细说明如何制作数控机床人机界面。典型界面包括数控机床报警界面和数控机床润滑界面、数控机床横梁界面,在这3 个典型界面的制作中涵盖了制作其它数控机床界面的各种常用功能,以这些典型界面的制作方法,设计员就可以设计自己所需的数控机床人机界面。
3.1 数控机床报警界面的制作
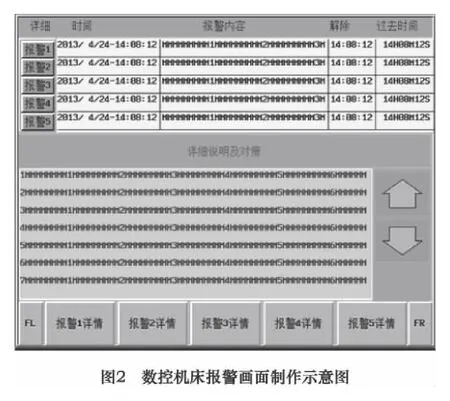
制作数控机床报警界面如图2 示意图,在此界面中可显示5 条报警内容,按报警出现时间排序,当出现报警时,按下NC 显示屏报警详情对应的软键,即可在界面中看到针对此报警所做的详细说明及对策,用户可根据所显示报警解除方法来解除机床报警,非常直观,用户不用费时费力的去找机床操作手册查看,缩短了机床故障时间。
下面详细介绍数控机床报警界面的制作流程。
(1)参考2(2)节新建主界面,在属性项Screen Name 中填入界面的名称(报警界面),并保存。
(2)点击图标(Label)在界面上方画一矩形框,并调节好矩形框大小,双击矩形框弹出Label 界面,属性项Character 下Caption 中填入详细、时间、报警内容、解除、过去时间等内容,属性项Image 下Style 中选择1:Rectangle(No 2),Back color:选择green(背景色为绿色),按自己需要分别选择Border color,点击确定退出,Label1 制作完毕。点击图标(Button)在界面右上方画一矩形框,双击弹出Button 界面,属性项Character下ON caption 中填入报警1,属性项Action 下Switch type 中选择Momentary,Action Type 中选择History Display,点击旁边的Detail,弹出Detail - History Display 界面,History Action Type 中选择Detail Message Switch Button,Link Number at output button 中填入2,Row number at Detail Message 中填入1,Detail Message File Name 中点击Edit,新建自己的报警文档(注意新建文档时,Number 中填入机床报警号如1000,Bit set中从0 开始按顺序填入),输入完毕点击确定保存退出。在Button 界面属性项Action 下Shortcut key 中选择F1/F2B(为对应NC 显示屏软键),确定退出,Button1 制作完毕。点击图标(History),在Label1 下方画矩形框,双击矩形框弹出History 界面,属性项Action下 First Time Display 中 选 择 Summary Display,FileName 中点击旁边Edit 新建文档(也可以导入已有的文档),文档建好后保存退出。勾选Summary/History Display,History Block Number 中选择1,属性项History Format 下Row Display Order 中按详细、时间、报警内容、解除、过去时间等内容选择填入,确定退出,History1 制作完毕。同理在界面下方制作History2,注意History2 显示的是报警详细内容,在属性项Action 下First Time Display 中选择Detail Display,FileName 中点击旁边Edit 新建文档(文档内容为详细的报警内容)。点击图标(Change Screen)分别制作FL,报警1详情等。到此,报警界面已基本制作完毕,具体细节参见FANUC PICTURE operation manual 手册。
3.2 数控机床润滑界面的制作
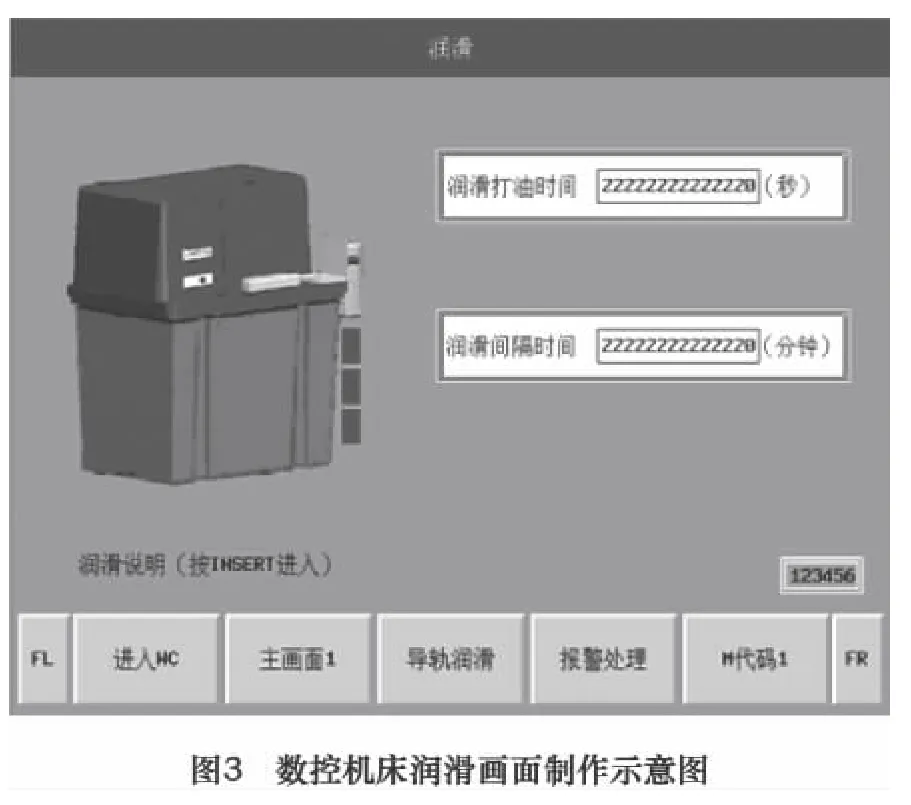
制作数控机床润滑界面如图3 所示,在此界面中有润滑间隔时间,润滑供油时间,用户可以在此界面中设定润滑时间及间隔,用上下箭头选中后按INPUT 输入即可,在传统NC 中,用户设定润滑时间时往往很不容易找到相应的T 参数,并且相应T 参数也没有直观的文字说明,此界面刚好解决了这一问题,用户设定润滑时间时非常直观,方便。
下面具体介绍数控机床润滑界面的制作流程。
(1)参考2(2)节新建主界面,在属性项Screen Name 中填入界面的名称(润滑界面),并保存。
(2)点击图标(Image),在界面左方画一矩形框,双击弹出Image 界面,属性项General 下Image File Name 中选择做好的界面(.bmp 文件),确定保存。点击图标(Value)在润滑供油时间旁边画矩形框,双击矩形框弹出Input 界面,属性项Action 下In/Out 中选择1:Function,ReadFunction:rdpmc[6_1_2],WriteFunction:wrpmc[6_1_2_0],Data Type 中选择5:4 Byte,In/Out Format:0:Decimal。其中rdpmc[6_1_2]:Reads 4-byte data from T[1],wrpmc[6_1_2_0]:Writes(4 -byte data)in T[1](0 is specified at the ten keys input)。同理设定润滑间隔时间的属性。
3.3 数控机床横梁界面的制作
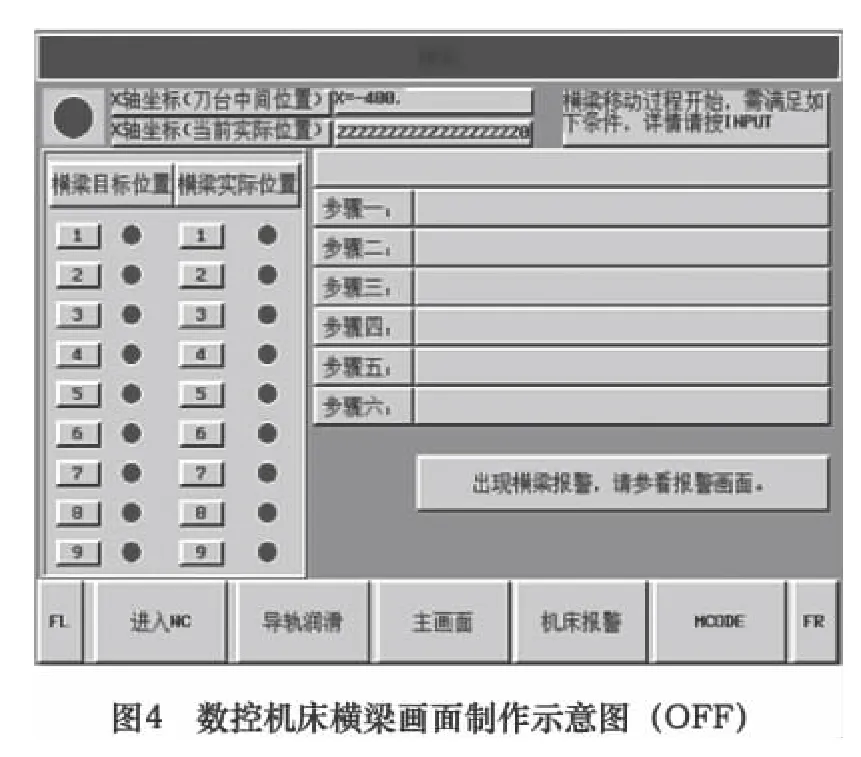
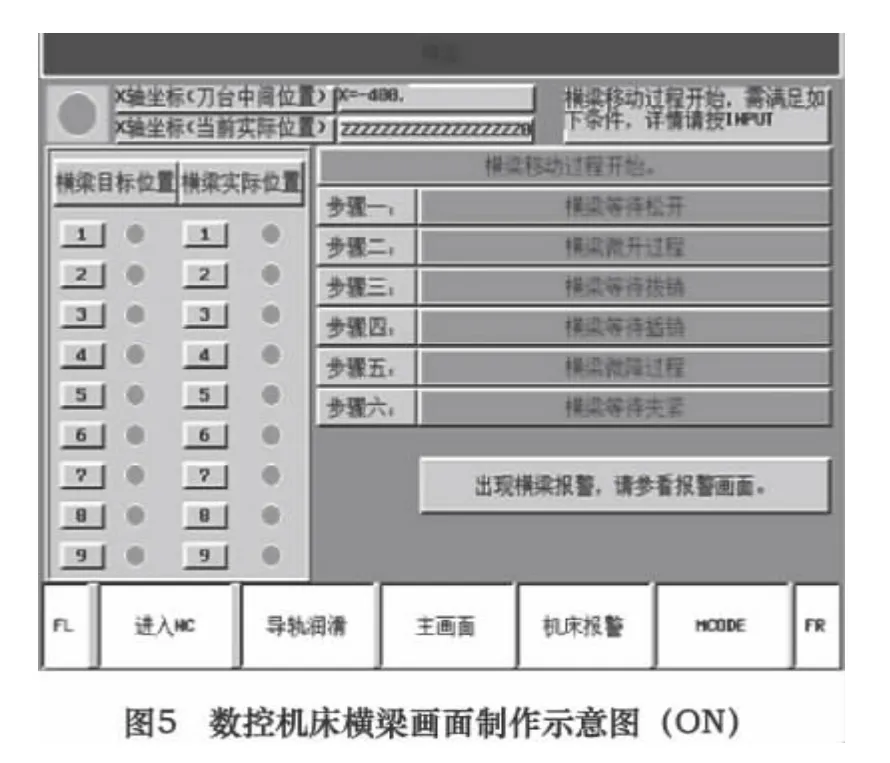
图4、图5 为制作的数控机床横梁界面,接通界面中对应的所有地址,即PMC 中所有的相应的地址都接通。如图5 所示,在此界面中可以显示横梁实际的位置及目标位置,右上方显示的是数控机床X 轴的实际坐标,界面中可显示横梁移动过程中的每一步具体动作步骤,如横梁等待松开等。如需查看横梁移动限制条件可以按Input(如界面左上角Label 所示),此时会弹出一界面(界面内容为详细的限制条件)。
下面具体介绍数控机床横梁界面的制作流程。
(1)参考2(2)节新建主界面,在属性项Screen Name 中填入界面的名称(横梁界面),并保存。
(2)点击图标(Lamp),在界面左上角画一矩形框,双击弹出Lamp 界面,在属性项Action 下Watch PMC Area 中填入0:R,Watch Address:32,Watch Bit:0,即灯的地址为R32.0,也即当机床PMC 中R32.0 接通时此灯点亮。在属性项Image 下Style 中选择15:Ellipse(圆形指示灯),On color:green(对应地址接通时灯亮且颜色为绿色),Off color:blue(对应地址未接通时灯灭且颜色为蓝色),确定退出,Lamp1 制作完毕。点击图标(Numeral/string),在X轴坐标(当前实际位置)旁画一矩形框,双击弹出NDsip 界面,在属性项Action 下Action Type 中选择1:Function,Data Type:选择4:4 Byte(Signed),Format:选择0:Decimal,(即需要显示的实际坐标的数据类型),Function Name:选择absolute[1](即显示的是第一轴的绝对坐标,这里的1 对应NC 参数1020 中设定的值,在此机床中表示X轴)。双击步骤一:旁边的灰色指示框(Lamp)在属性项Character 下ON Caption 中填入横梁等待松开。Image 下Style 中填入0:Rectangle(),On color:green(对应地址接通时灯亮且颜色为绿色),Off color:gray(对应地址未接通时灯灭且颜色为灰色),依次填完所有步骤。
4 结语
以FANUC PICTURE 为开发软件,开发应用的数控机床人机界面比起传统NC 显示界面更加直观,明了。二次开发的人机界面中可以设置一些常用参数,并且可以直接修改,用户操作起来更加方便和灵活,提高了用户工作效率。人机界面包含的报警信息更加全面,并且详细说明了故障解除办法,用户可以很快的排除机床故障,缩短了机床故障时间。
目前用户对数控机床人机界面的需求越来越强烈,已开发出的二次画面得到了广大用户的好评。
猜你喜欢
沈阳理工大学学报(2019年4期)2019-09-13 01:02:40
计算机应用文摘(2019年24期)2019-05-30 17:13:30
科学与技术(2019年3期)2019-03-05 21:24:32
计算机应用文摘·触控(2019年24期)2019-01-08 07:15:51
电影评介(2016年24期)2017-01-04 05:41:44
铁道通信信号(2016年1期)2016-06-01 12:10:17
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33
读者(2015年13期)2015-05-14 11:41:05
铁路通信信号工程技术(2015年4期)2015-02-28 16:58:55
电脑知识与技术(2014年9期)2014-05-30 10:48:04
