
LG-Mazak数控车单件小批量编程方法及应用
2014-04-21 07:04:52董经传
机械工程师 2014年2期
董经传
(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)
0 引言
随着科学技术的发展和市场的竞争需要,产品更新换代越来越快、生产批量越来越小、生产周期也越来越短,但是产品精度确越来越高。为满足以上要求,在机械加工行业,数控机床的使用已越来越广泛。特别是数控车床、数控铣床和加工中心,以其合理的价位、优良的性能,在制造行业中得到了普及,并有取代普通机床的趋势。因此,熟练地掌握单件、小批量产品数控加工编程是非常重要的。
数控加工是指数控机床上进行自动加工零件的一种工艺方法。其实质是数控机床按着事先编制好加工程序并通过数字控制系统,自动完成零件的加工。数控加工主要包括分析加工图样、确定加工方案、工件的定位与装夹、刀具的选择与安装,编辑数控加工程序,试切削、试运行,校验数控加工程序,数控加工和工件的验收与质量误差分析等方面的内容。
数控加工中最关键的就是数控程序的编制,数控编程一般可分为手工编程和自动编程两种。自动编程是通过计算机自动编制数控加工程序的过程,它具有高效、不易出错的特点。手工编程不需要计算机和编程软件等辅助设备,具有编程简便、及时的优点,比较适合单件小批量、形状不是特别复杂的产品编程。例如目前使用较广泛的LG-Mazak数控车床,能够进行会话式和G代码混合编程。人机对话编程是利用图形界面进行数控输入,经数控系统内部编译处理后,生成ISO代码加工程序。因此,人机对话编程能使一个没有加工经验的员工在较短时间内掌握基本编程和操作方法。下面结合一些实例,阐述LG-Mazak MAZATROL 640T系统数控车床在实际加工中常用的编程方法及注意事项。
1 选择正确的程序原点
在数控车编程时,最先要确定的是某一点作为程序编制和加工的基准点,并以此作为程序原点,同时以该原点建立工件坐标系。选择合理的工件坐标系,对数控车床的编程及加工都很重要。编程原点选择合理,不但能减少一些无谓的失误,还能大大提高加工效率。选用的原则是:要尽可能满足程序编制简单明了,尺寸关系换算少,加工中引起的加工误差小等条件。在实际应用中,为了提高零件的加工精度和效率,最大程度地方便计算和编程,我们常常将程序原点设在工件轴线与工件前端面的交点上,同时尽量使编制的程序基准与设计、工艺及装配基准重合。如图1所示,为MAZATROL 640T系统数控车最常用的零点设定位置。

图1
2 选择合理的加工工艺路线
数控车削加工中的进给路线就是刀具在整个加工中的运动轨迹。刀具按照编制好的程序,从对刀位置开始进给运动,一直到程序结束,然后刀具退回该点或指定的某一点及所经过的路径,它是编写程序的重要步骤之一。合理地选择进给路线,对于数控车加工是非常重要的。
在加工如图2所示短轴工件时,确定的加工路线如下:首先加工左端,EDG单元粗加工端面→BAR单元粗加工外圆→DRL单元打定心孔→DRL单元钻φ25孔→BAR单元精加工φ26+0.0330孔至尺寸→EDG单元精车端面→DAR单元精车外形→GRV单元粗精车两个20°V型槽。右端可采用一夹一顶方式加工,最后采用THR单元加工M30×1.5螺纹至尺寸。

图2
MAZATROL 640T系统编程和加工中还应注意以下几点:
1)首先要根据工件的特点,合理选用进给路线。
毛坯加工的余量较大时,一般需要采用粗精车加工,这时在编制程序的单元可能有端面加工、外圆加工及仿形加工等等。为减少换刀时间,可以将所有外形加工由粗车刀一次完成,然后调用精车刀精加工所有外形至尺寸。这样不但提高了加工效率,而且能很好地保证加工精度。
在编制形状轮廓复杂的程序时,通过合理安排进刀、退刀路径,及刀具返回点位置,缩短刀具空走的时间,提高生产效率。一般情况下,LG-Mazak数控车床进退刀点位置是固定的,由参数控制,特殊情况下可以通过修改参数P17更改。
2)通过工序的合理编排,保证加工零件的精度要求。
MAZATROL 640T车床系统在程序编制完所有单元后,可以通过修改各单元工序,合理安排先后顺序,以满足加工精度和加工效率的要求。
例如在加工有较大内孔的工件时,可以采用“粗车内孔→粗车外圆→精车外圆→精车内孔”的工艺路线;这样可以大大减少钻孔中振动对工件精度的影响,能加工出内孔和外圆尺寸精度、同轴精度很高的工件。
在实际应用中,我们可以通过对复杂零件采用合理选择起刀点和切入方式,保证刀具切入平稳,无冲击。同时对粗精加工工序的合理安排,程序中各单元切削模式的合理选择,来达到工件尺寸加工精度和表面粗糙度的要求。另外在加工一些细长轴、薄壁件、特殊金属等零件时,还应注意加工后的弯曲变形、尺寸公差的改变等因素。对于一些特殊零件,可以采用非常规的加工方法,例如采用“先精后粗”的加工方法,加工工序可以不按“先近后远”、“先粗后精”原则,而采用与之相反的工艺手段,有时反倒能达到加工的尺寸公差和其它技术要求。
3)要保证编制的程序简洁明了,同时满足加工的安全性要求。
编制的程序在实际加工中,最关键的是要注意安全,在进给时要避免刀具与工件相撞,同时刀具与机床其它部位、零件的非加工表面不要发生干涉。例如在加工中需要顶尖的话,在编程时可以设置TPC资料,人为改变系统默认的进退刀路径,输入资料时要注意进退刀点应与槽方向垂直,尽量避免“X、Z”同时移动使用,以避免刀塔和尾座发生干涉。
在实际加工中,经常会遇到某一固定的加工重复出现,这时可以把这部分常用的加工编写成子程序,存入存储器中,当需要的时候,可以随时调用,这样可以大大简化编制的程序。例如在加工同系列产品有相同形状工件时,可以把这部分形状的程序单独用一个子程序或者Mazak程序放在存储器中,以后在加工中就可以通过子程序单元(SUB)调用,也可以通过程序结束单元(END)的程序号转移指令调用,非常方便。
3 根据各车削单元的加工特点,选用适合的切削模式
在LG-Mazak MAZATROL 640T系统中,数控车床编程是通过建立单元资料的方式进行程序编制的。除了一些通用单元外,例如毛坯形状单元(MTR)、M代码单元(M)、测量单元(MES)、子程序单元(SUB)和结束单元(END),其中常用的车削单元有以下几种:圆柱加工单元(BAR),仿形加工单元(CPY),角偶加工单元(CNR),端面加工单元(EDG),螺纹加工单元(THR),沟槽加工单元(GRV),钻孔加工单元(DRL),攻丝加工单元(TAP),手工编程加工单元(MNP)。
每一种单元指令都有各自的加工特点,编程中要根据工件的材料形状特点、工艺技术及加工要求合理选用。在MAZATROL 640T系统中,选用的加工单元下有各种切削,合理选用进退刀方式,不但能加工出满足图样和工艺要求的合格工件,还能大大提高加工效率。毛坯工件编制外圆加工的程序中,选用圆柱加工单元(BAR)后,紧接着要选择切削模式,会有以下几种选项:1,OUT 2,OUT 3,IN 4,IN 5,FCE 6,FCE 7,BAK 8,BAK。
可选用的模式有1和5两种,其中第1种模式是车刀沿着工件的轴向方向走刀,第5种模式是从工件的外部往中心走刀。这时,在加工比较长的工件时选择第1种模式;若工件较短,外圆较大的工件时,采用第5种加工方式,这样的加工效率是最高的。
选用螺纹加工单元(THR)时,可选的模式有#0(标准),#1(固定深度),#2(固定范围)。#0的含义:随着走刀次数的增加,切削深度减少;#1的含义:每次走刀切入深度相同;#2的含义:每次走刀切入的面积相同。
在加工螺纹时,要根据刀具的角度和切削模式作出合理的选择。例如在加工小螺距螺纹时应选择螺纹刀尖角ANG=0°,模式选择#1;加工大螺距螺纹时,可以选择刀尖角0°<ANG<刀尖角,模式选用#0。这样加工螺纹,不但效率大大提升,而且加工精度非常高。
下面以加工凹槽为例,说明在编程中沟槽加工单元是如何灵活应用的。
沟槽单元分别有#0~#5共6种切削模式,每一种模式都对应着一种加工方式,实际应用中要根据图样和工艺要求灵活掌握。选择合适的切削模式,不但能加工出复杂的槽型,而且加工出精度要求非常高的直面和锥面。如图3所示的工件,采用LG-Mazak编制的程序加工φ26槽和φ60槽。采用沟槽单元GVR,φ60槽采用#1切削方式,φ26槽左半部采用#3切削方式,右半部采用#2切削方式。刀具可以选用4~5 mm宽的切槽刀。编制的程序如图4所示,仅仅采用三段程序就能完成,不但简洁明了,而且修改也非常方便。实际加工中,采用5 mm切刀,只需6 min 37 s即可完成。
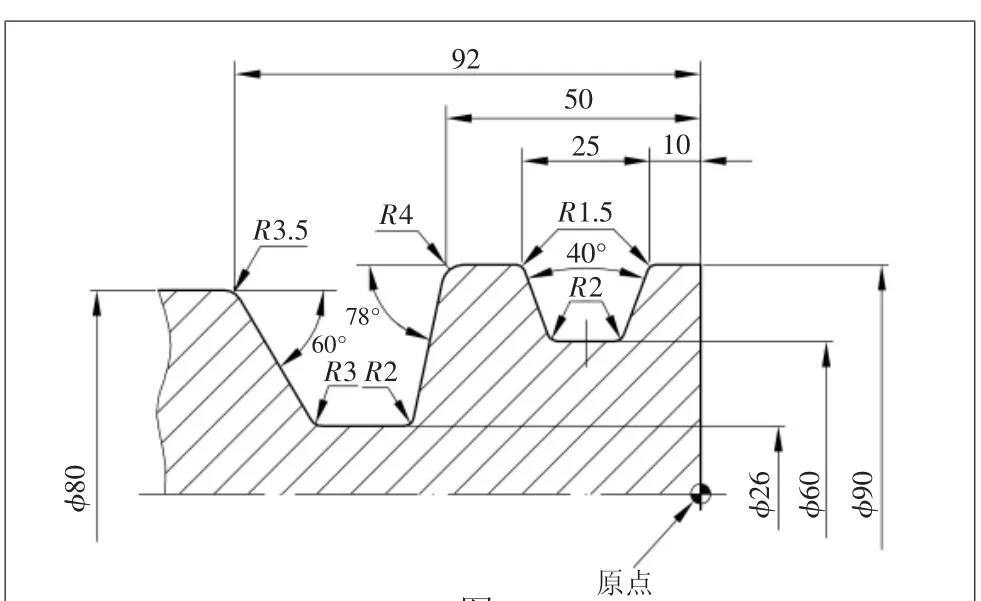
图3
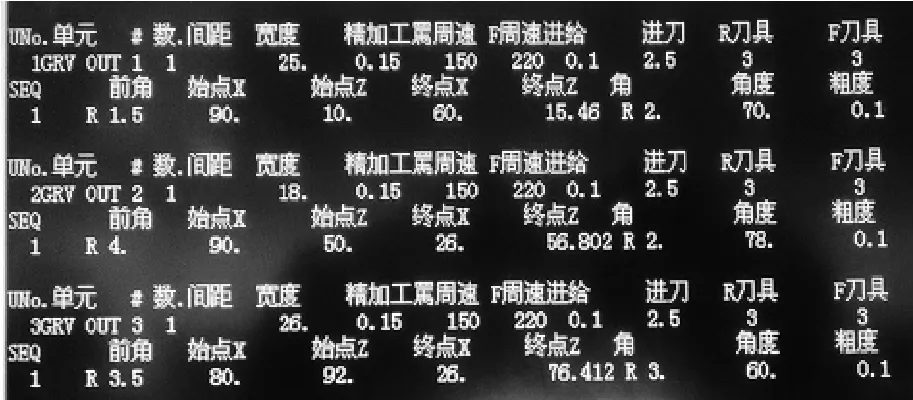
图4
4 结语
随着科技的不断进步和我国数控机床的快速发展,数控车床在一些形状复杂、精度要求高的零件加工,高效率加工及用火后硬车来实现以车带磨等方面都得到广泛应用,大有取代普通车床的趋势。为了更好地发挥数控车床的作用,我们在实际应用中要在编程上掌握一定的技巧。只有编写出合理、高效、简洁的加工程序,才能加工出完全满足图样和工艺要求的合格零件,同时能使数控车床的功能得到合理应用与充分发挥,使数控车床能安全、可靠、高效地工作。
猜你喜欢
少先队活动(2021年2期)2021-03-29 05:41:04
汽车维修与保养(2021年8期)2021-02-16 00:28:30
学生天地(2020年17期)2020-08-25 09:28:48
数学大王·低年级(2020年3期)2020-03-12 04:48:48
制造技术与机床(2019年12期)2020-01-06 03:17:48
制造技术与机床(2019年11期)2019-12-04 05:50:14
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年4期)2017-06-22 11:18:05
发明与创新(2016年5期)2016-08-21 13:42:48
制造技术与机床(2015年10期)2015-04-09 07:05:42
