实时温度测控系统在材料浓缩提取技术上的应用
2014-04-21 05:43吴和保柯超竺东杰胡汉华余经炭
武汉工程大学学报 2014年1期
吴和保,柯超,竺东杰,胡汉华,余经炭
(1.武汉工程大学机电工程学院,湖北武汉430205;2.武汉纽威制药机械有限公司,湖北武汉430065)
实时温度测控系统在材料浓缩提取技术上的应用
吴和保1,柯超1,竺东杰1,胡汉华2,余经炭2
(1.武汉工程大学机电工程学院,湖北武汉430205;2.武汉纽威制药机械有限公司,湖北武汉430065)
机械式蒸汽再压缩浓缩技术(MVR)利用浓缩过程中二次蒸汽的机械式加热加压,实现了热能的充分利用,具有蒸汽用量少、能耗低的优势而被广泛应用于制药、食品和污水处理领域,其关键技术之一是对二次蒸汽压缩过程中的温度的实时控制.在对MVR系统进行系统研究的基础上,采用西门子S7-200PLC控制器对二次蒸汽压缩前后的温度实施在线监测和数据的优化处理,在设计的计算机软件驱动下,运用比例积分微分控制法对采集到的二次蒸汽实时温度值进行判断,实时温度低于设定温度值时,控制器发出指令提高压缩机转速增加压缩机对二次蒸汽的升温值,并通过上位机监视与控制通用系统软件与可编程逻辑控制器进行连接通讯,从而实现系统参数的设置和二次蒸汽温度的实时监控.研究结果表明,该系统能实现二次蒸汽温度的实时在线监测和快速调节,并绘制实时温度曲线和温度数值的显示,降低了人工劳动力,确保MVR系统的自动化运行.
可编程逻辑控制器;监视与控制通用系统;比例积分微分控制;监视与控制通用系统组态
0 引言
机械蒸汽再压缩蒸发(mechanical vapor re⁃compression技术,简称MVR),是一种可以重新利用自身产生的二次蒸汽能量并能节省人工劳动力的蒸发工艺,如今已经在各个行业得到广泛运用.其工作原理是将蒸发器蒸发产生的原本需要冷却水冷凝并排放掉的二次蒸汽,经蒸汽压缩机压缩升温后,再送入蒸发器换热室作为加热热源,替代生蒸汽循环利用[1].由于重新利用自身产生的二次蒸汽能量,减少了对外界能量的需求,很好的起到了节能节水的效果.但对二次蒸汽温度的控制精度低,人机交互困难,难以实现MVR系统的自动化运行.
MVR温度监控系统主要由采集温度装置和控制温度装置两部分组成,其中采集装置主要有Pt100热电阻和EM 235模拟量处理模块;温度控制装置有罗茨风机、变频器、西门子S7-200 PLC和MCGS组态软件等.这两部分构建了一个基于MC⁃GS组态软件的PLC温度监控系统.本系统可以实现对二次蒸汽温度的定值控制,并可对系统运行状态做到实时监控及实时反馈,使操作人员快速准确地了解系统实时的运转状况.
1 系统方案
由于MVR系统对料液的蒸发温度要求高,所以在此系统中采用西门子PLC S7-200作为控制器对换热室中的二次蒸汽进行温度控制,主要是通过罗茨风机压缩二次蒸汽来提高蒸汽的温度,而罗茨风机主要是由变频器来控制转速.首先根据温度控制方案进行软件编程,然后通过控制变频器可调节罗茨风机转速进而改变二次蒸汽温度,并将采集到的温度通过数据电缆传输实时的显示到控制面板中.在MVR温度监控系统中,硬件方面关键部分是控制元件的选择,本系统选取西门子PLC S7-200 CPU224XP控制器作为控制元件,并还需1个EM235模块用作模拟量输入输出[2];软件方面选取SETP7-Micro/W IN编程软件以及MCGS组态软件制作控制面板界面.由于在系统中采集的二次蒸汽温度是模拟量参数,所以系统还选用EM 235扩展模块,EM235模块可将模拟信号转换成数字信号,模拟量参数输入到该模块进行模数转换并送入控制器,可实现对二次蒸汽温度的采集.MVR控温系统设计中还选用了西门子MM440变频器,在本次控制系统中主要是控制调节变频器来改变罗茨风机的转速,从而调节二次蒸汽温度的大小.控制系统结构图如图1所示.
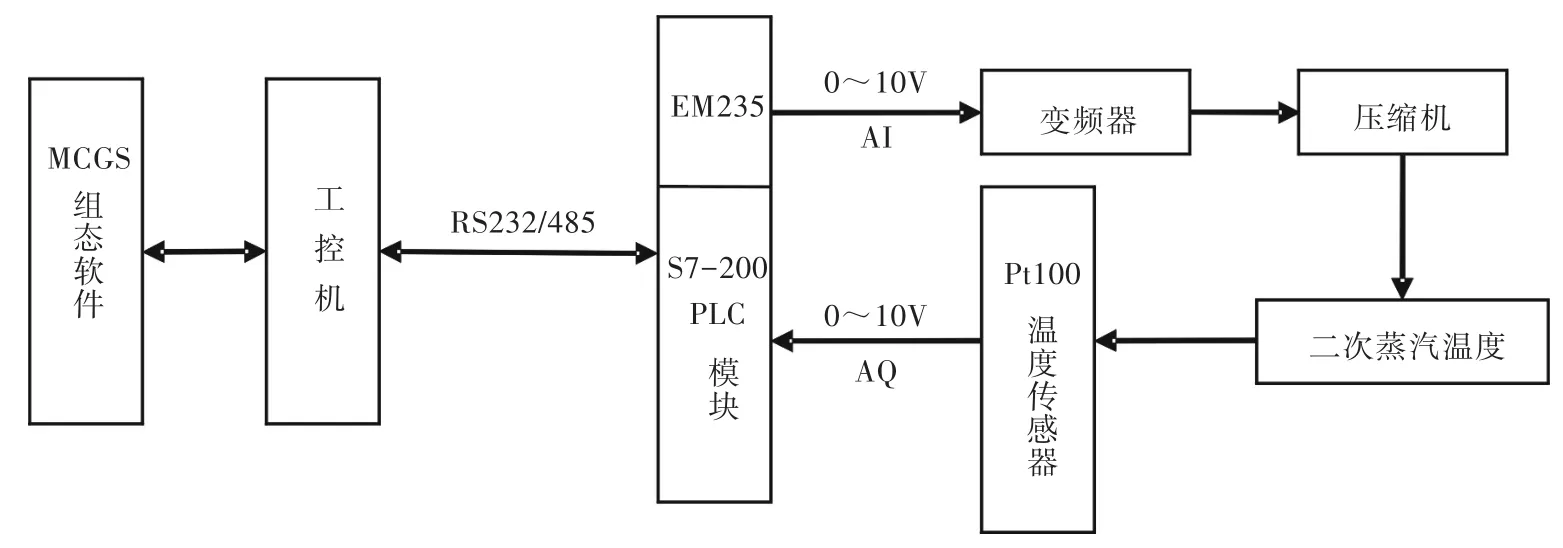
图1 控制系统结构图Fig.1 Control system structure
2 系统控制方案
在本次MVR二次蒸汽温度监控系统中主要采用PID闭环反馈调节控制系统[3],如图2所示,PID闭环反馈调节控制系统能够对二次蒸汽温度进行精确调节和控制.

图2 基于MCGS的PLC温度闭环控制系统结构图Fig.2 Based on MCGSPLC closed loop temperature control system structure
在MVR系统中,主要是在负压下加热二次蒸汽,而二次蒸汽的温度低于100℃,所以采集蒸汽温度选取Pt100热电阻就可满足.首先将Ptl00铂热电阻传感器检测到的二次蒸汽温度信号进行标度转换并转换成标准电压信号送至EM235模拟量处理模块[4],然后由EM 235模块处理后转换成标准数字信号存放到PLC的寄存器中.为了读取寄存器里的温度值[5],在PLC程序中编写了子程序读取采集到的温度值,并将其按编写好的标度转换程序转换成0~1之间的实数,之后在中断服务程序中将转换之后的实数送至PID控制模块进行偏差运算,然后将运算结果转换成PLC能够识别的标准数字输出信号[6],并送入EM235模块转换成0~10V的标准电压输出信号,通过控制变频器调节罗茨风机的转速进而改变二次蒸汽温度,直至与设定值接近或相同.并通过MCGS组态平台来实时地监控MVR系统中二次蒸汽温度的变化,可以更加直接、方便的观察二次蒸汽温度的变化情况.
3 系统软件设计
MVR温度监控系统中的PLC控制程序主要由主程序、子程序和中断服务程序三个部分组成. PLC首先运行主程序并完成继电器触点的初始化设置、手自动档切换控制以及PID参数的初始化;中间跳入子程序并完成二次蒸汽温度的数据采集、标度变换,最后跳入中断服务程序完成PID加热室控制以及跟踪及输出等功能.内部采用PID运算也就是比例、积分、微分等运算控制对二次蒸汽温度值进行运算比较.系统偏差由目标值r(t)与反馈值c(t)通过数值计算得出[7]:

系统偏差通过PID反馈调节进行调控,其控制规律为:

而在本文中主要是温度设定值(目标值)与温度采集值(反馈值)构成的偏差.
首先建立温度控制主程序,对输出点进行初始化设置并启动子程序,如图3所示.当二次蒸汽温度低于60℃时,自动开启压缩机加热,不经过PID调节;当二次蒸汽温度高于60℃时,启动压缩机加热,并运行PID控制进行温度自动调节,直到与设定温度吻合,如图4所示.子程序主要是对二次蒸汽温度的采集和标度转换,如图5所示.由AIW 0输入的是6400-32000的数字量,运算时要转换为实际的温度,转换公式为:

其中,T为实际温度,D为AIW 0输入的数字量[8].
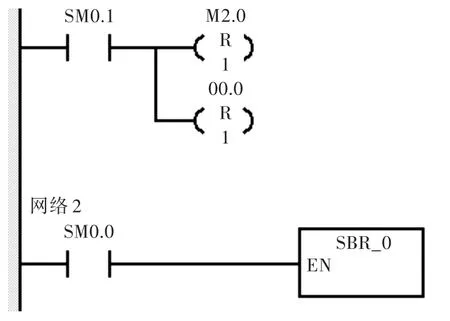
图3 初始化程序Fig.3 Initializing program

图4 温度调节程序Fig.4 Thermoregulation program

图5 温度采集程序Fig.5 Temperature collection program
4 温度监控系统的组态
监控软件可以采用北京昆仑通态的MCGS嵌入版组态软件进行人机交换软件设计.打开MC⁃GS组态,软件界面上有五个窗口,主要在用户窗口中构建MVR温度控制系统所需的人机交换界面,并可对所需的各个构件进行组态[9].
第一步启动组态软件新建一个工程,新建工程里面可以选择触摸屏的型号以及背景的颜色和大小;进入工作台出现5个窗口,其中主控窗口可以放置多个用户窗口,并可根据用户策略对这些用户窗口进行管理和调度;然后在设备窗口中对西门子PLC与组态软件进行连接和设置,首先点击打开设备窗口,选择通用串口父设备,然后选择西门子S7200PPI,完成与外部设备的连接[10];用户窗口主要是在工程中设置监控系统需要的人机交换界面,点击用户窗口,选择新建窗口,弹出动画组态窗口,在窗口里可以建立动画显示界面、显示灯开关、温度输入输出框以及实时温度曲线等.组态完人机界面之后还需对各个构件进行属性定义,还可根据操作要求对构件进行脚本程序编写.
实时数据库如图6所示.

图6 实时数据库Fig.6 Real time database
5 系统调试
在控温程序以及控制面板组态完成后,可将MCGS组态软件和西门子PLC进行连接通讯[11].首先连接好PLC和PPI电缆,然后在MCGS组态软件开发平台上选择相应设备,设备层次关系构建好后,就可进行属性修改.在STEP7-Micro/W IN编程软件中点击“设置PG/PC接口”图标按钮,在该窗口修改各个通讯参数,然后将控温程序下载到PLC控制器中,最后对程序变量和组态软件构件进行通道连接[12].
MCGS组态软件中对构件变量设置时,可对构件属性进行设置并与PLC中的程序变量进行相应的连接,否则会发生通讯不成功.连接完毕后,下载工程并进入运行环境,启动MVR温度控制系统,进行在线调试[13].首先检测手动开启和停止变频器的开关按钮是否通讯成功,然后观察MCGS运行界面的温度曲线是否显示正常;然后通过设定温度值,启动变频器,观察二次蒸汽温度的实时曲线,如果当二次蒸汽温度低于设定温度时,实时曲线处于上升趋势,当实时温度达到设定温度时,实时曲线继续向上波动,但基本维持在设定温度附近,则说明调节系统正常.本系统完全符合检测要求,实现了对MVR系统中二次蒸汽温度的智能化控制,并能更直接的观察到二次蒸汽实时温度的变化[14].
6 结语
上述主要针对MVR系统中二次蒸汽温度的控制问题,构建了基于MCGS组态软件的PLC温度监控系统.采集控制系统以西门子S7-200 CPU224XP PLC控制器为核心,首先通过测温元件采集二次蒸汽温度信号,经由EM235模块进行数据转换并实时传入PLC控制模块,PLC通过设定程序对参数进行转换和逻辑判断,然后PLC根据用户的控制需求对模拟量参数进行调整控制,最终能够达到系统设定的温度值,提高了对二次蒸汽温度的控制精度.监控系统能够及时显示采集数据和建立实时温度曲线[15],完成了对MVR系统中二次蒸汽温度的在线监控,很好的实现了人机信息交换和MVR系统的自动化运行.
致谢
在系统开发的过程中,对于武汉纽威制药机械有限公司提供的实验和现场测试工作的帮助,在此表示衷心的感谢!
[1]张琳,高丽丽,崔磊,等.MVR蒸发器管内沸腾传热传质数值模拟[J].化工进展,2013,32(3):543-548.
ZHANG Lin,GAO Li-li,CUI Lei,et al.Numerical simulation of boiling heatand mass transfer in the tube for MVR evaporator[J].Chem ical Industry and Engi-neering Progress,2013,32(3):543-548.(in Chinese)
[2]李芬红.锅炉温度控制系统设计[J].内江科技,2012(5):120-121.
LI Fen-hong.Design of boiler tem perature control system[J].Neijiang Technology,2012(5):120-121.(in Chinese)
[3]廖常初.PLC编程及应用[M].北京:北京机械工业出版社,2005,5:1-82,83-170.
LIAO Chang-chu.PLC programm ing and application[M].Beijing:Beijing Machinery Industry Press,2005,5:1-82,83-170.(in Chinese)
[4]黄菊生,胡争先.基于PLC和PC的温控系统设计与开发[J].自动化仪表,2005(4):48-50.
HUANG Ju-sheng,HU Zheng-xian.Design and development of temperature control system based on PLC and PC[J].Automation Instrumentation,2005(4):48-50.(in Chinese)
[5]杨军,答嘉曦.基于PLC和W inCE的温度控制系统设计[J].计算机与数字工程,2006(6):135-137.
YANG Jun,DA Jia-xi.Design of control system of tem perature based on PLC and W inCE[J].Com puter and Digital Engineering,2006(6):135-137.(in Chinese)
[6]李红萍,贾秀明,赵晓莉.基于MCGS的PLC温度监控系统设计[J].工业仪表与自动化装置,2012(5):83-85.
LIHong-ping,JIA Xiu-m ing,ZHAO Xiao-li.Design of the PLC temperature monitoring system based on MCGS[J].Industrial Instrumentation&Automation,2012(5):83-85.(in Chinese)
[7]包世健,江金兰.基于组态和PLC控制的恒压变频供水系统设计[J].企业技术开发,2012(12):45-46.
BAO Shi-jian,JIANG Jin-lan.Design of frequency conversion water supply control system based on configuration and PLC[J].Technological Developmentof Enterprise,2012(12):45-46.(in Chinese)
[8]赵素娜,田海丽,李世晓.基于PLC的电热锅炉温度控制系统设计[J].信息技术,2012(7):99-101.
ZHAO Su-na,TIAN Hai-li,LI Shi-xiao.Design of electric boiler temperature control system based on PLC[J].Information Technology,2012(7):99-101.(in Chinese)
[9]张凤雨,虎恩典,王佳梅.基于MCGS和PLC的炉温控制系统[J].电子世界,2012(1):48-50.
ZHANG Feng-yu,HU En-dian,WANG Jia-mei.Furnace tem perature control system based on MCGS and PLC[J].ElectronicsWorld,2012(1):48-50.(in Chinese)
[10]杨红,许银萍,周永念,等.压力容器模拟培训监控系统设计[J].武汉工程大学学报,2012,34(7):67-70.
YANG Hong,XU Yin-ping,HOU Yong-nian,et al. Design onmonitoring and controlling system of pressure vessel simulation training[J].Journal of Wuhan Institute of Technology,2012,34(7):67-70.(in Chinese)
[11]丁肇红.基于PLC的温度模糊控制系统设计[J].控制系统,2008(24):73-74.
DING Zhao-hong.System design of fuzzy temperature control based on PLC[J].Control System,2008(24):73-74.(in Chinese)
[12]李建海,张树团,刘陵顺.基于PLC和组态软件的温度控制系统设计[J].机电一体化,2009,15(11):65-73.
Li Jian-hai,Zhang Shu-tuan,LIU Ling-shun.Design of tem perature control system s based on PLC and configuration software[J].MECHATRONICS,2009,15(11):65-73.(in Chinese)
[13]林寿英,林建烽,夏胜芬.基于PLC的高速公路隧道电力监控系统优化设计[J].武汉工程大学学报,2009,31(3):85-88.
LIN Shou-ying,LIN Jian-feng,XIA Sheng-fen. Design and realization of encryption and decryption system supporting collaborative work[J].Journal of Wuhan Institute of Technology,2009,31(3):85-88.(in Chinese)
[14]王高平,皮云晗,周攀,等.家庭影院音响性能测试分析系统开发[J].武汉工程大学学报,2013,35(8):45-51.
WANG Gao-ping,PI Yun-han,ZHOU Pan,et al. Development ofmeasurement and analysis system of home theater sound performance[J].Journal of Wuhan Institute of Technology,2013,35(8):45-51.(in Chinese)
[15]吴和保,李晓微,龙玉阳,等.基于BP神经网络蠕铁性能的快速预测[J].武汉工程大学学报,2013,35(10):63-67.
WU He-bao,LI Xiao-wei,LONG Yu-yang,et al. Fast prediction of verm icular cast iron property base on BP neutral network[J].Journal of Wuhan Institute of Technology,2013,35(10):63-67.(in Chinese)
Temperature control system in material concentrated extroction technologyof application
WU He-Bao1,KE Chao1,ZHU Dong-jie1,HU Han-hua2,YU Jing-tan2
(1. School of Mechanical and Electrical Engineering,Wuhan Institution of Technology,Wuhan 430205,China;2. Wuhan Newway Pharmaceutical Machine Limited Company,Wuhan430065,China)
Mechanical vapor recompression technology(MVR)makes the best use of heat by mechanicalheating and pressurizing the secondary steam in the enrichment process,which has advantages of less use ofraw steam and low energy consuming. This technology was widely used in fields of pharmacy and food andwastewater treatment processing. The control of real- time temperature values of secondary steam incompression process is one of the key points to this technology . Based on the systematic study of MVRsystem,this paper is aimed to realize the online monitoring and data optimization by using the Siemens S7-200PLC controller to the secondary steam temperature before and after compression. Driven by designedcomputer software,the real time secondary steam temperature is collected and judged by using proportionintegration differentiation method. When real time temperature is lower than the setting value,the secondarysteam is heated up to setting value by frequency converter which can increase the compressor speed ofrotation. The communication of monitor and control generated system software and programmable logiccontrollers through the upper machine can achieve real- time monitoring of parameter settings and secondarysteam temperature. The results of this research have shown the system can realize real-time online monitoringof secondary steam temperature and rapid adjustment,as well as draw temperature curves and displaytemperature values in real time,which reduces labor workforce and ensures the automatic running of MVRsystem.
programmable logic controller;monitor and control generated system;proportion integrationdifferentiation control;configuration
TP273+.5
A
10.3969/j.issn.1674-2869.2014.01.013
1674-2869(2014)01-0063-06
本文编辑:陈小平
2013-11-28
吴和保(1963-),男,湖北麻城人,教授,博士.研究方向:金属凝固理论及其数值模拟、金属表面处理与防护、液态金属精确成型、金属雾化制粉、材料自动化检测与控制.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
疯狂英语·新读写(2021年10期)2021-12-07
河北农机(2020年10期)2020-12-14
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
凿岩机械气动工具(2017年2期)2017-07-19
中国核电(2017年1期)2017-05-17
小猕猴智力画刊(2017年4期)2017-05-04
军事文摘·科学少年(2017年1期)2017-04-26
工业设计(2016年11期)2016-04-16