
立式加工中心两例改善性维修
2014-04-09 13:14:00江淮汽车股份有限公司轻型商用车前桥厂安徽合肥230022杨林伟
金属加工(冷加工) 2014年8期
江淮汽车股份有限公司轻型商用车前桥厂(安徽 合肥 230022) 杨林伟
随着加工技术的不断发展,在金属加工的过程中数控加工中心越来越被广泛地使用。而一些进口的数控加工中心在维修时,维修难度系数大,备件采购费用高、周期长,严重制约维修的效率。以下是通过一些改善来提高维修效率及降低维修成本的两个小案例,与大家一起分享。
1.案例一
故障现象:公司一台型号为MYNS650S的数控加工中心主轴在旋转时,主轴上部的水封等部件一起旋转,导致很多的辅助配件被打坏,机床无法使用。
原因分析:造成上述现象的原因是拉刀杆上碟形弹簧的并帽与气缸行程杆相互磨损而烧结在一起,导致机床主轴与拉刀杆及其他部件一起运转,使主轴衬套并帽的螺纹损坏及冷却水封、水管等配件损坏 (见图1)。
由于主轴拉刀杆碟形弹簧并帽与气缸导杆烧结,把它们分开后若不进行改进也不能使用。如果购买总成本需要近万元,购买周期1个月,严重影响公司的生产组织。
改善实施方案如图2所示。
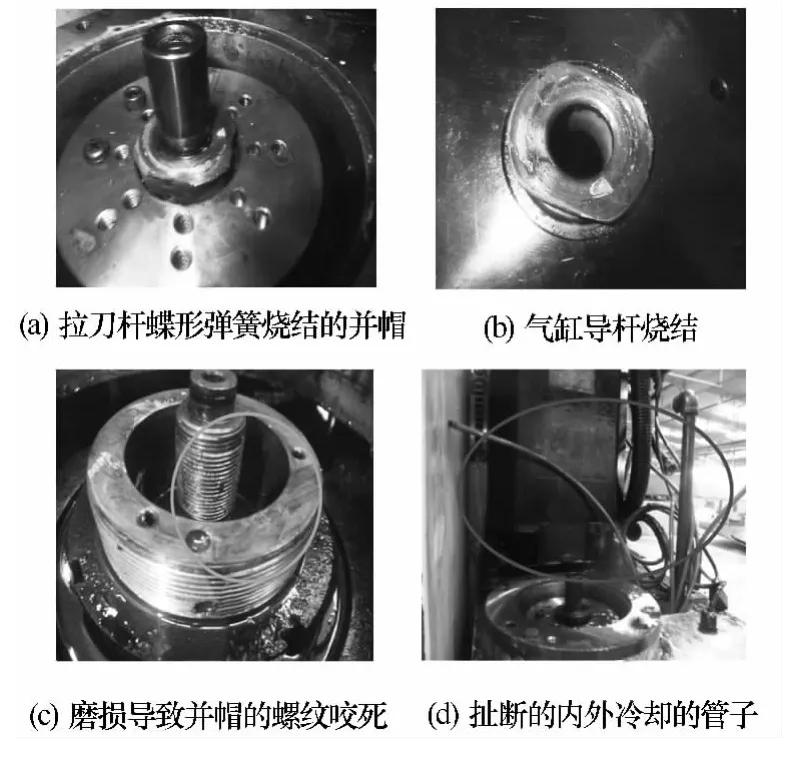
图1 损坏严重的备件
(1)将原有的弹簧长度40mm更换为45mm,并在气缸底部钻5mm的孔,可以将弹簧固定在孔内进行安装,并且对弹簧端面的螺母孔改为沉孔安装法,来解决螺母磨损;其次,还对气缸轴的并帽螺纹重新进行加工,便于螺纹安装。原先主轴内冷的管子由主轴里面向上穿行改为直接走加工中心的外围进行安装。

图2 重新制作改进的备件
(2)采取重新改进螺母紧固方式,将原有螺母的外露式固定,改为沉孔进行固定安装,这样可以避免螺母遇到间隙小和高温时,不会相互间摩擦,造成螺母经常性的磨损、烧结现象。
(3)加工中心的内冷水管和气缸的安装位置。气缸弹簧原先无固定造成的损坏,同样给维修带来极大不便,既费时又费力。通过改进,将水管和气管装在气缸的外面,先在气缸底部钻3个弹簧孔进行弹簧固定式安装,防止弹簧窜动,另外将内外冷却水管的走线进行改进,便于内外冷却水管的问题检查和更换。
(4)对损坏严重不能修复的配件进行尺寸测量并重新制作,对损坏严重但可以进行修复的部件进行修正,对结构不合理的备件进行改进及制作,完成配件的制作和修复后对主轴进行重新装配及调整。通过1个星期的改进维修,终于使机床恢复了正常,从改进恢复使用到现在已经1年多了,该问题没有再发生过,使用效果很好。
2.案例二
故障现象:公司一台型号为ACE—V600立式加工中心,在运行过程中不能自动换刀,从外部观察窗检查,可见部位未发现问题,借来图样,换刀机构内部结构图过于简单,很难判断故障原因。公司维修人员一边抢修一边与机床厂家联系,机床厂家维修人员及时来到现场查看诊断维修,经过两天的抢修,最终未能修复。机床厂家若要整体更换换刀机构,订货周期约为2个月,费用近5万元左右。
故障的查找及改进措施:为了尽快恢复机床的使用,我们做了如下的改进工作。首先,拆下整体机构,打开箱体后,发现内部摆臂、连杆磨损变形,轴承轴弯曲损坏等 (见图3)。其次,更换损坏件,通过近1周的多次安装调整,换刀机构手动调试运行正常,但在将机构安装到机床上运行时,新的问题出现了,甩臂送刀高度不够,无法换刀 (见图4)。最后对其进行了改进,自制3.5mm的垫片,取消甩臂与升降轴间隙,调整送刀高度;另外将轴承外圈与摇摆臂干涉处铣切深1mm圆弧槽,让摇摆臂能自由运行,经过10多次反复试装运行,换刀机构恢复了正常 (见图5)。
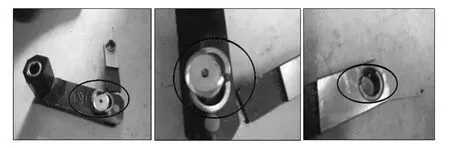
图3 改进前损坏的备件

图4 更换损坏备件后不能使用

图5 改进过程
改进效果:通过10多次安装调试,解决了甩臂与升降轴间隙,轴承外圈与摇摆臂干涉,升降轴上下垫片厚度的调整,推力轴承间隙调整等,最后终于使机床恢复了正常运行,现已使用两年多从未出现异常。提高了换刀机构定位精度及可靠性,节约了维修成本。
经过对一些进口的数控加工中心的改进维修,不仅提高了维修效率,降低维修成本,而且进一步锻炼了公司的维修队伍。
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
水泥技术(2024年1期)2024-02-01 12:38:28
水泥技术(2023年4期)2023-09-07 08:51:30
中外玩具制造(2022年8期)2022-08-08 11:59:00
水泥技术(2022年4期)2022-07-27 12:31:58
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
福建质量管理(2018年20期)2018-11-14 04:42:46
中国核电(2017年1期)2017-05-17 06:09:55
Coco薇(2015年11期)2015-11-09 00:52:20
