
加工中心开机报警的处理
2014-04-09 13:14:00博深工具股份有限公司河北石家庄050035候彦会尹向光
金属加工(冷加工) 2014年8期
博深工具股份有限公司(河北 石家庄 050035) 候彦会 尹向光
加工中心设备电路较为复杂,出现故障时通常不能一下就判断出故障所在,而屏幕上显示的报警说明、维修手册上描述的报警处理方法往往并不能让维修人员知道故障的确切位置和如何消除故障。最近我们遇到了几起这样的故障现象。
故障1:TC—S2Z兄弟攻螺纹中心突然显示DC 24V报警,重新上电有时可以消除报警,有时不能。
分析:根据DC24V报警的提示判断DC24V可能出现短路,考虑机床外围线路故障的可能性比较大,在配电柜内的I/O板上观察有24V的线路插头,发现如图1所示的伺服轴回零、行程限位电路,将X或Y轴的CNXQ或CNYQ插头拔下,报警消失,但是显示X轴或Y轴超程。处理过程中发现原点减速行程开关上的接线有破口,处理线路后工作正常。因Z轴线路接触不到冷却液,因此未出现过此类报警。
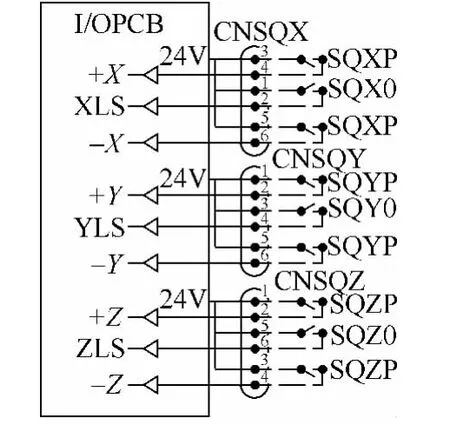
图1 I/O板原点、限位电路
故障2:TC—S2Z兄弟攻螺纹中心 (三洋数控系统)开机显示EOH报警。
分析:查看配电箱,发现主轴伺服放大器红色显示灯点亮,说明故障点很可能在主轴伺服上。查看报警手册,EOH报警的原因是“外部再生”,处理方法为“关闭电源15~20min后,再开机,如果错误依然存在,联系厂家”。按照说明停机,一段时间后开机,但是报警依然存在。从手册文字上无法直接找到故障,但根据经验,OH一类的报警应该与温度有关,测量主轴驱动器上的SRH1、SRH2接线端子,正常接通。打开驱动器外壳,观察线路板,发现有两个白颜色的长方体形电阻,如图2所示。

图2 热敏电阻
型号分别为TS405ΩJ、TS405ΩJB,其中后者为热敏电阻,内部伸出两芯插座,插接到线路板上。用万用表测量该插头,阻值无穷大,而测量该电阻阻值,5Ω正常,判断热敏电阻感温部分失效。将两芯插头在线路板上短接,上电,报警消除。同时发现为主轴驱动器散热的110V轴流风机失效。更换风机,使得散热良好,临时恢复生产,买回热敏电阻后更换。
故障3:起亚加工中心 (FANUC0i-MD数控系统)在加工过程中显示SVO449(Z)逆变器IPM故障。
分析:出现报警后,关闭系统,重新开机,故障解除。但是加工一段时间后,故障再次出现。反复数次后,当机床彻底断开电源后,给主电源,发现伺服模块 (主轴、X、Y和Z伺服集中在一起)显示屏上显示“--”,但是刚刚按下系统开启按钮后,伺服显示屏立刻变黑,系统显示屏不亮,此时伺服驱动器主回路应该没有启动,于是怀疑电源存在故障。再次断开总电源,过一段时间后送电,测量开关电源输出端,未按下系统启动按钮时,输出电压为DC24V,此时伺服模块显示屏显示“--”,按下系统启动按钮后,伺服显示屏屏幕变黑,此时开关电源电压下降至10V左右。拔下连接到伺服模块的24V电源线,测量开关电源输出,升至24V,此时按下系统启动按钮,显示器上电,系统启动,显示伺服轴未连接报警。判断开关电源加上负载后压降严重,于是在输出端并接上两个24V、50W卤钨小灯泡,电压同样下降明显。打开开关电源,如图3所示电源输出部分简图,发现输出直流24V处的滤波电容C34、C35(30V、35μF)外壳鼓出,更换电容后电压输出正常,故障消除。

图3 开关电源输出部分简图
上面3例故障,机床的主要元件都没有损坏,单纯按照报警说明和故障排除手册上的处理方法不易下手。根据故障现象判断出故障点的大致范围,有时会发现,机床的很多报警显示其实都是因为其前端条件没有满足,而故障本身并没有那么严重。
猜你喜欢
电子与封装(2023年9期)2023-10-25 08:36:32
玩具世界(2022年1期)2022-06-05 07:42:20
物理与工程(2020年1期)2020-06-07 08:56:22
电脑爱好者(2020年6期)2020-05-26 09:27:33
智慧少年(2018年10期)2018-12-24 09:06:48
电子制作(2016年15期)2017-01-15 13:39:24
光学精密工程(2016年5期)2016-11-07 09:06:04
中国质量监管(2016年10期)2016-07-10 10:24:23
上海电机学院学报(2015年3期)2015-02-28 14:29:52
计算物理(2014年2期)2014-03-11 17:01:41
