
焊接式钢铝复合接触轨复合工艺研究
2014-04-07 01:47:38彭高军
城市轨道交通研究 2014年11期
彭高军
(新誉集团有限公司,213166,常州∥工程师)
焊接式钢铝复合接触轨复合工艺研究
彭高军
(新誉集团有限公司,213166,常州∥工程师)
对焊接式钢铝复合接触轨的结构及其制造工艺进行了分析。重点分析了焊接式钢铝复合接触轨的复合工艺,并探讨了专用焊机和夹具的设计。焊接式钢铝复合接触轨复合工艺焊接专机的设计,使不锈钢带和铝轨通过焊接和机械夹紧后成功复合,焊接热冷却时使钢带包得更紧,钢铝结合更紧密,有利于减少过渡电阻。其特殊焊接要求,在焊接领域是一个突破。焊接式钢铝复合接触轨现已经完全替代了碳钢接触轨。
钢铝复合接触轨;复合工艺;专用焊机;专用夹具
Author'saddressNew United Group,213166,Changzhou,China
接触轨,简称“三轨”,是地铁牵引供电系统的重要子系统,它直接影响到地铁供电系统甚至整个地铁系统的安全运营。自1969年北京建成我国第一条地铁线以来,伴随着我国地铁建设事业的发展,接触轨技术也走过了40多年的发展历程。这期间接触轨技术不断发展,主要表现为:安装方式由单一的上部接触授流方式发展成上部接触授流方式与下部接触授流方式并存;导电轨材料由低碳钢发展成钢铝复合材料;防护罩(及支架)由木板材料发展成玻璃钢材料;绝缘子材料除电瓷外还开发出环氧树脂材料及硅橡胶材料;相应地一些施工安装方法也有所改进。对于更有整体优势的钢铝复合接触轨,早期的线路(如武汉轨道交通1号线一期工程和天津地铁1号线延伸工程)采用的是进口产品。鉴于进口产品价格高昂,接触轨国产化要求比较迫切,2005年以来国内相继研发出焊接式、铆接式和共挤式接触轨产品,并在北京、广州、天津和无锡等地铁线路上得到应用,同时产品行业标准也即将发布。本文重点介绍的是焊接式钢铝复合接触轨。
1 钢铝复合接触轨简介
钢铝复合接触轨是供电系统的主体产品,相对于接触网的柔性悬挂,钢铝复合接触轨采用刚性接触,保证集电靴滑行顺畅及良好的电接触,使机车稳定取流。钢铝复合接触轨采用不锈钢-铝复合方式。其中本体采用铝合金,主要是为了提高接触轨的导电性;而接触面采用不锈钢材料,则有效地提高了接触轨的耐磨和防腐性能。接触轨的不锈钢带采用滚轧成形,铝轨本体则采用挤压成形,均属传统工艺。但是不锈钢带和铝轨本体的结合是一个全新的课题。本文介绍的是采用以焊接为主要工艺的复合方式。焊接式钢铝复合接触轨其外形如图1所示,其参数为:轨高105 mm,轨底宽80 mm,钢带有效接触面宽65 mm,接触面不锈钢厚度6 mm,总宽92 mm,长度18 m。
2 复合工艺分析
焊接式钢铝复合接触轨先通过挤压工艺成型铝轨本体,不锈钢带则通过滚轧的方法制成2个“J”形;再将制好的“J”形钢带分别钩在铝本体两侧,对钢带的顶面和侧面同时加压,使其与铝本体密贴,并使2个“J”形钢带的顶面处于一个平面内;在保证以上工装状态条件下,通过专用焊机将2个“J”形钢带的接缝焊合,最后通过专用铣床将焊缝铣平即可。复合工艺示意图如图2所示。
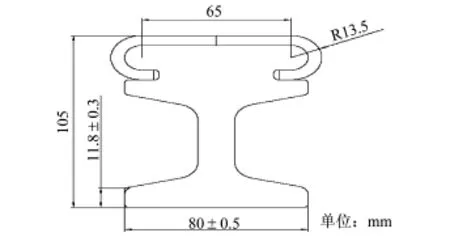
图1 钢铝复合接触轨截面图
此类接触轨为焊接式,接触面是预先加工好的一对“J”形不锈钢带,其宽度可以覆盖接触轨的全部有效的接触面;同时在轨头圆角处,刚好利用”J”形不锈钢带的半圆包裹住铝本体的轨头,从而保证腐蚀性物质不易进入钢铝结合面之间,防腐性好。“J”形不锈钢带是用1Cr17材料制成的,厚度不小于4.8 mm,已经在地铁中有20年以上的运行经验,具有良好的防腐、防锈性能。这种特殊的不锈钢材料具有最高的机械耐磨性(接触轨的盐雾试验也证明了这一点),而且即使在恶劣的条件(电火花、电弧作用)下也具有非常好的抗电腐蚀性。

图2 焊接式钢铝复合接触轨复合工艺示意图
此项复合工艺还增加了在“J”形不锈钢焊接后接触面铣加工工艺(在保证不锈钢带厚度不小于4.8 mm的情况下),以保证受电器在工作过程中与接触轨光滑接触,可避免受电器运行时产生拉弧、电火花等引起的接触轨电腐蚀、电气磨耗而造成不锈钢层越来越薄,以及降低接触轨和受电器使用寿命的情况。
由于接触轨的主要技术性能考核指标是导电性和耐磨性,因此,为了降低不锈钢带和铝轨之间的接触电阻,复合工艺必须保证不锈钢带和铝轨之间密贴接触。焊接式钢铝复合接触轨复合工艺的特点就是:①将制好的2个“J”形钢带分别钩在铝本体两侧,对钢带的顶面和侧面同时加压,使其与铝本体密贴;②通过专用焊机将2个“J”形钢带的接缝焊合,当焊接热冷却的时候,不锈钢带收缩,从而使不锈钢带进一步抱紧铝本体,钢铝结合更加紧密。
3 专用焊机设计的关键问题
3.1 专用焊机工作原理
由于接触轨的长度达18 m,所以首先需设置一个长达24 m的工作台,并具有水平调节功能;其次,设置2台可移动的专用焊机分别置于端部和中间,便于分段焊接,提高加工效率;此外,由于焊接式接触轨侧压力和垂直压力的要求,在整个工作台面上布置数个液压加紧装置。专用焊机结构示意如图3所示。
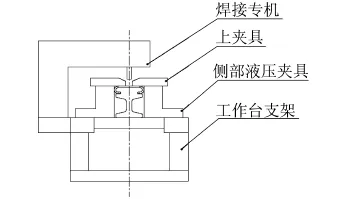
图3 焊接专机结构示意图
3.2 专用焊机设计的重点和难点
3.2.1 专用焊机设计的重点
从前面的工艺分析知悉,焊接式钢铝复合接触轨着重关注的是钢和铝的结合要紧密,所以焊接专机设计时考虑的重点是焊前材料(包括铝轨和钢带)整形符合装机要求后的装夹,给钢铝结合提供足够的侧压力和垂直压力。由于轨型设计的巧妙,2个“J”形钢带的圆角部分与铝轨头部圆角贴合,只要两侧液压夹具加压,同时上夹具扣紧,即可达到紧贴要求。
3.2.2 专用焊机设计的难点
由于钢带厚度不小于4.8 mm,而从前面的工艺分析知悉,2个“J”形钢带通过焊接成为一体后的结构是一个长达18 m的I型焊缝,而且根据紧密性要求,焊缝熔深不小于4.8 mm,同时要最大限度地减小焊接热对铝轨的影响,所以焊接技术的选择是一个难点。解决这个难点,需要找到合理的焊接方法和合适的焊接材料,同时还要选取合适的保护液。不同的企业可以根据自己的软硬件实力来选择采用哪种合理配置。
4 结语
焊接式钢铝复合接触轨复合工艺和焊接专机的设计,使不锈钢带和铝轨通过焊接和机械夹紧后成功复合,效果不错,产品质量高;焊接热冷却时使钢带包得更紧,钢铝结合更紧密,有利于减少过渡电阻。其特殊焊接要求,在焊接领域是一个突破,具有实际应用价值。目前这种焊接方式成型的钢铝复合接触轨在北京、天津和无锡等地的地铁中得到广泛应用,为钢铝复合接触轨的国产化做出了贡献。焊接式钢铝复合接触轨现已完全替代了碳钢接触轨,成为采用接触轨方式供电的城市地铁线路的主流。
[1] 谢潇.不锈钢—铝接触轨复合工艺及模具设计[J].模具工业,2006,32(7):32.
[2] 于松伟.我国地铁接触轨技术发展综述与研发建议[J].都市快轨交通,2004,17(4):6.
[3] 邢甲第,吴文军.钢铝复合接触轨的典型结构及其制造工艺[J].城市轨道交通研究,2004(4):71.
Composite Technology for Welding Steel/Aluminum Conductor Rail
Peng Gaojun
The structure and manufacturing process of welding steel/aluminum composite conductor rail are analyzed,especially the composite technology itself,the special welding machine and special clamp,etc.In this technology,the design of special welding machine will fuse stainless steel belt and aluminium track successfully by using special clamps,in order to make the composite rail denser with less transition resistance.This special welding technology is a break through in the field of welding and in fact,the steel/ aluminum conductor rail has completely replaced the carbon steel conductor rail.
steel/aluminum conductor rail;composite technology;special welding machine;special clamp
U 213.9+2
2013-03-25)
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:29:58
山东冶金(2022年1期)2022-04-19 13:40:30
汽车实用技术(2022年5期)2022-04-02 09:57:18
铝加工(2021年3期)2021-12-02 13:04:53
制造技术与机床(2019年10期)2019-10-26 02:47:08
船舶与海洋工程(2016年4期)2016-10-11 07:25:17
商业文化(2016年36期)2016-03-01 09:28:10
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
