
切线法数控成形非球面机床的定位误差研究*
2014-04-06 12:28于正林朴承镐
制造技术与机床 2014年2期
于 博 于正林 朴承镐
(长春理工大学,吉林 长春 130022)
数控机床的进给系统既是实现超精密加工的关键,也是系统误差进行动态、静态补偿的关键。本课题来源于“切线法数控成形非球面机床”的定位误差补偿问题[1-2]。该数控机床进给系统由直线电动机、直线电动机驱动器、UMAC 控制器和位置检测单元(光栅检测)组成。直线电动机相比于传统的旋转电动机,简化了传动机构、摩擦小、无齿隙误差、响应速度快,因此,将直线电动机应用于超精密数控机床实现复杂零件加工的微进给已成为当前趋势[3-5]。但是,由于直线电动机直接与负载相连,使得其对负载变化和外部扰动变得敏感,直接结果是影响进给系统的定位精度,所以要想实现该机床进给系统的高精度伺服控制,必须采取有效的控制措施。
超精密机床进给系统的定位精度是影响其加工精度的关键因素[6]。为提高该机床的加工精度,首要改善的是机床进给系统的定位精度。本文以UMAC 为硬件控制平台,提出了一种改进PID 控制算法,并开发了基于UMAC 控制下的软件补偿功能,利用改进型PID 控制算法和开发型UMAC 软件补偿对该机床实施了定位误差补偿,有效的提高了机床的定位精度。
1 定位误差分析
1.1 双闭环控制
数控机床的进给系统以直线电动机做驱动时,由于直线电动机消除了中间的机械传动环节,因此,其受负载影响较大,若要实现高精度的位置控制,就必须采用全闭环反馈控制系统。本课题“切线法数控成形非球面机床”X 和Y 方向的进给机构,均构成了双闭环的控制系统[7-8],其中:直线电动机、直线电动机驱动器和光栅尺是一个闭环系统;UMAC 控制器、直线电动机和光栅尺是另一个闭环系统。由于该机床进给系统采用的是速度插补原理(即节点之间以给定速度进行连续逼近),所以,这里与UMAC 控制器常规应用不同的是该进给系统采用了速度环,而不是传统的位置环。一般而言,控制器闭合速度环不需要微分增益,闭合速度环的关键是不受量化误差和数字速度采样频率的限制,这样才能使系统获得较高的速度环增益、刚性和抗干扰能力。但是,绝大部分速度环的刚性来自速度积分增益,积分增益会导致一个滞后,这使得系统响应外部指令会产生延迟,因此,采用闭合速度环的控制器不适用于要求快速启停的控制系统中[9-10]。所以,本课题控制系统选取UMAC 的位置环作为控制外环,速度环作为控制内环,在控制器参数调整过程中重点关注速度稳定性,以速度曲线为调控对象,通过试凑调整PID 参数,从而提高数控机床的控制精度。
1.2 影响机床定位精度的因素
机床定位精度是指运动部件在进给系统的作用下所能达到的位置精度[11]。定位误差是衡量定位精度优劣的重要参数。
该机床控制系统的双闭环控制虽然可以补偿反馈回路的系统误差,包括机械传动系统的传动误差和控制电路误差,但是对于由负载引起直线电动机产生的随机误差不起作用。
直线电动机产生定位误差的原因很多,除了以上提及的负载干扰等因素外,还有以下几点[12-13]:
(1)光栅尺的制造安装误差:直线电动机定位精度主要取决于位置检测元件的精度,如分辨率和线性度等。光栅尺的运动部件及固定部分分别安装在直线电动机动子和定子上,由于安装倾斜、自重变形、短尺接长等原因产生的检测误差和安装中光栅尺偏离被测物体距离太远引起的阿贝误差,都将直接影响直线电动机的控制精度,产生定位误差。
(2)直线电动机自身因素的影响:由于直线电动机存在边端效应因而易使进给单元两端的力特性发生变化,影响进给平台的制动,产生定位误差。同时,由于直线电动机在运行过程中的发热、隔磁、防护以及磨削过程中直线电动机矢动量太大等问题,会对其定位精度造成影响,因此,对直线电动机的控制系统要求很高。
(3)环境对定位精度的影响:由于直线电动机直接安装在机床上,没有隔振设备,周边环境及其负载的随机振动都会传给进给单元,进而使其产生定位误差。
上述因素引起该数控机床产生定位误差是不可避免的,因此,需要采取有效方法对上述误差进行补偿,以提高机床的定位精度。
1.3 定位误差的测量
定位误差的大小一般可以采用:激光干涉仪、光栅尺、刻线基准尺、读数显微镜和感应同步器等工具测量得到。
本文采用英国雷尼绍公司ML-10 型双频激光干涉仪分别对该机床X 和Y 两个运动方向进行定位误差检测。图1 所示为该机床的定位精度检测图。

图1 定位精度检测图
为了消除随机误差对轴向定位精度的影响,本文采用多次测量取平均值法得到定位误差。测量时在X 和Y 两个方向上,均以10 mm 为等步长移动,重复测量5次,计算平均值得定位误差(X:200 mm/Y:200 mm)。
2 定位补偿实现
2.1 改进型PID 控制算法
在实际工程中,使用最为广泛的调节控制器为比例、积分和微分控制,简称PID 控制器。PID 控制器又称作偏差控制器,即PID 控制器产生作用的前提条件是被控量与设定值之间必须存在一个偏差,系统通过识别偏差才能实现控制,因此简单的PID 控制器会使控制系统产生滞后现象。超精密数控机床的伺服控制系统对跟踪精度要求很高,伺服系统输入是已知的时变进给信号,伺服系统要求被控对象以零稳态误差跟踪和响应系统输入信号,因此,简单的PID 控制器不能满足上述要求。加拿大学者Yusuf Altintas 通过对数控机床位置伺服的建模分析,证明了伺服控制的开环增益与系统跟随误差成反比关系,即增大开环增益可减小跟随误差,但是驱动系统的机械惯量、电动机力矩和放大器限制了开环增益的过大,采用带前馈的PID控制是解决上述问题有效方法[14]。
下面对前馈控制的作用,以及前馈对PID 控制器的影响作详述说明:

图2 带前馈的复合控制结构
图2 为带前馈的复合控制结构简图,其中R(s)为系统输入,E(s)为系统误差,C(s)为系统输出,G(s)为PID 控制器传递函数,Gp(s)为被控对象传递函数,F(s)为前馈环节传递函数。由图2 可推导出:
带前馈系统的误差传递函数为:

无前馈的传递函数为:

式(1)说明,当前馈函数满足F(s)=Gp(s)-1时,误差传递函数为0,即C(s)=R(s),此时输出完全再现输入,即无论输入信号怎样变化,系统误差始终为0。由式(1)、(2)比较知,带前馈的控制系统与原控制系统特征方程一样,由此说明前馈补偿没有影响原系统的稳定性。因此,这种前馈控制理论上可认为是一种理想的控制方式。但是实际应用中想完全实现该控制是不现实的,其一:任何系统的线性范围都是有限的;其二:高阶微分装置设计难度大,而且对噪声较敏感,同时微分阶数过高也会影响系统的干扰抑制性能。通常前馈控制的微分阶数为2 阶时就可获得满意效果。
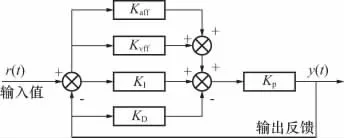
图3 改进型PID 控制器结构
综上所述,引入1 阶速度前馈和2 阶加速度前馈到PID 控制器中,可减小系统的跟随误差。图3 所示为改进型PID 控制器结构图。实验证明,相比于传统的PID控制器,该控制器的速度及加速度前馈明显地提高了伺服系统跟踪精度,即改善了进给系统的定位精度。
2.2 开发型UMAC 软件补偿
与传统控制器不同,UMAC 控制器具有螺旋补偿、间隙补偿和力矩补偿等功能,根据提供的补偿功能可在任意伺服周期内对被控对象实施定位补偿。其补偿原理为:人为地给系统添加一个修正变量,使其与原有误差大小相等、方向相反,以修正原有误差。即:

式(3)中:εi为节点的定位误差值,ε'i 为误差修正值。
开发型UMAC 软件补偿的实现步骤如下:(1)通过实际测量得到节点累积误差表或误差曲线;(2)通过计算得到误差修正值并转换成误差修正表;(3)通过定义补偿表及相关参数使误差修正表生效。进给系统执行程序时,UMAC 自动读取误差修正表,根据电动机实际位置在表内找到对应修正值,如果没有对应值就在相邻点间利用插值法得到修正值,从而实现进给系统的定位补偿。
设置误差修正表时应注意以下几点:(1)在设置节点误差修正值时,其值的1/16 是脉冲单位,且必须是整数;(2)误差修正值应与实际误差值符号相反;(3)在电动机绝对零点处的误差修正值应设置为0;(4)若使误差修正表生效,应在UMAC 控制器中设置I51=1。
在确定UMAC 误差补偿步骤及补偿注意事项后,编制相关程序即可实现数控机床的定位补偿。
3 实验分析
本文按照上述方法分别对“切线法数控成形非球面机床”的X 和Y 两个运动方向进行了定位补偿实验,具体情况如下:
(1)实验室环境参数:温度20 ± 0.5 ℃;湿度32.54% RH;压强1 007.20 ×102GPa。
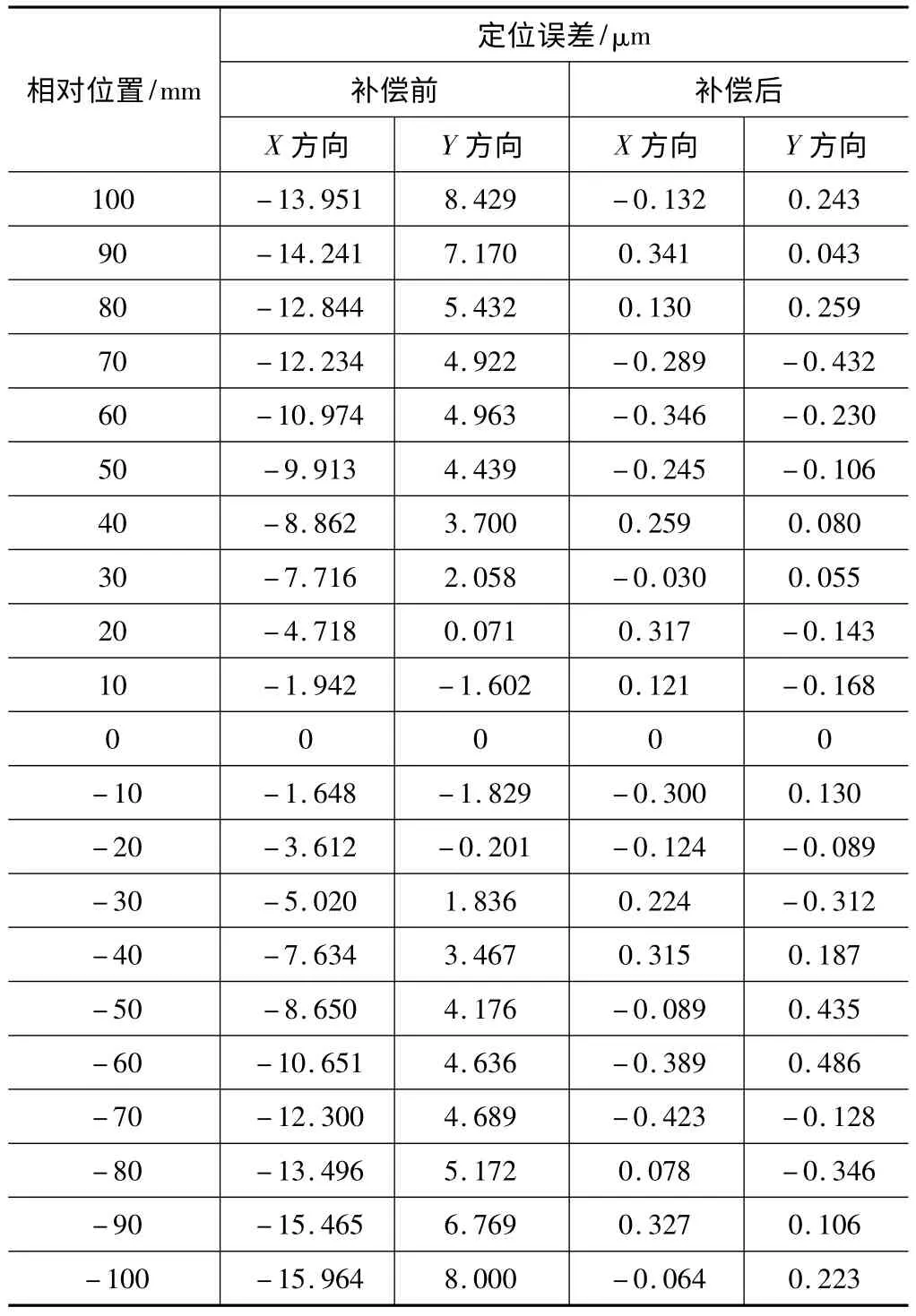
表1 补偿前后定位误差测量值
(2)进给机构的运动描述:从其绝对零点向正方向以10 mm 为等步长运行,直到正极限为止,之后回到绝对零点,再同样以10 mm 为等步长向反方向运行,直至负极限为止,以上过程往复运行5 次,且运行过程中在各节点处均停留4 s,便于双频激光干涉仪采集数据。
表1 所示为该机床X 和Y 两个运动方向补偿前后的定位误差值。从表1 可以看出:在X 和Y 方向上,定位误差既有累积性,也有一定非线性,且定位误差随位移的增加而增加,在不同的位置段,对应的定位误差值各不相同。

图4 X 和Y 方向补偿前后误差对比图
图4 为X 和Y 两方向补偿前后的误差对比图,由表1 和图4 分析可知:经过改进型PID 控制算法和开发型UMAC 软件补偿,使得进给系统的定位精度有了大幅度提高,由此说明,该方法对于提高进给系统定位精度来说是一种有效手段。
4 结语
利用改进型PID 控制算法和开发型UMAC 软件补偿对“切线法数控成形非球面机床”实施定位补偿,有效的降低了该机床的定位误差,大幅地提高了该机床的定位精度。这种实用的补偿方法不仅适用于该数控机床,而且对其类数控机床也同样适用。这种补偿方法的提出不仅会使超精密数控机床的加工质量得到提升,而且也会使中低档数控机床实现高精度加工的愿望得到实现。
[1]朴承镐,于化东,顾莉栋,等.切线法数控加工高次非球面新原理的提出[J].长春:吉林大学学报:工学版,2011,41(51):134 -139.
[2]于化东,顾莉栋,朴承镐,等.用切线法速控加工高次非球面[J].长春:吉林大学学报:工学版,2012,42(3):354 -359.
[3]王先逵,陈定积,吴丹.机床进给系统用直线电机综述[J].制造技术与机床,2001(8):18 -21.
[4]张春良,陈子辰,梅德庆.直线驱动新技术及其加工装备上的应用[J].电工技术学报,2002,17(5):45 -49.
[5]蔡长春,徐志峰,潘晶,等.直线电机的发展和应用[J].微电机,2003,36(2):47 -50.
[6]王哲,赵爱国,赵德云,等.数控机床定位精度的综合分析[J].机械设计与制造,2010(9):132 -133.
[7]张珂,吴玉厚.椭圆零件精密加工中直线电机的控制与应用[J].北京:航空制造技术,2004(3):33 -35.
[8]吴玉厚,潘振宁.PMAC 控制器中PID 调节的引用[J].沈阳:沈阳建筑工程学院学报,2004(2):20 -21.
[9]陶永华.新型PID 控制及其应用[M].北京:机械工业出版社,2005.
[10]孙洪程,李大宇,翁维勤.过程控制工程[M].北京:高等教育出版社,2006.
[11]邓朝晖,周红利,万琳琳.数控机床定位精度的研究[J].制造技术与机床,2008(6):107 -110.
[12]吴玉厚,宋德儒.PMAC 下直线电机定位精度分析与误差补偿技术[J].沈阳:沈阳建筑大学学报,2005(9):586 -590.
[13]林健,汪木兰,汤玉东.基于RBF 网络的数控直线电机进给定位精度研究[J].微电机,2011(3):104 -107.
[14]Yusuf Altintas.数控技术与制造自动化[M].北京:北京化学工业出版社,2002.
猜你喜欢
防爆电机(2021年4期)2021-07-28
上海大中型电机(2021年2期)2021-07-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
电子制作(2018年10期)2018-08-04
雷达学报(2017年1期)2017-05-17
电子制作(2017年20期)2017-04-26
智能建筑电气技术(2015年5期)2015-12-10
