
子程序数控铣削加工编程中的应用
2014-03-29 02:59段瑞永
机电产品开发与创新 2014年3期
段瑞永
(黄冈师范学院,湖北 黄冈 438000)
子程序数控铣削加工编程中的应用
段瑞永
(黄冈师范学院,湖北 黄冈 438000)
数控编程作为数控加工和重要组成部分,为提高程序编写质量和加工精度,结合数控程序的简化编写方法,使用子程序在数控编程中可大大提高编程效率及使用宏程序简化编程可进一步提高编程序的简洁性,还可以扩展数控加工的范围,论文以实例的形式对子程序和宏程序的应用进行了简要的说明。希望为从事数控加工编程的相关人员提供帮助和借鉴。
数控编程;子程序;宏程序
0 引言
数控编程作为数控加工的关键技术之一,其程序的编制效率和质量在很大程度上决定了产品的加工精度和生产效率。尤其是随着数控加工不断朝高速、精密方向的发展,提高数控程序的编制质量和效率对于提高制造企业的竞争力有着重要的意义。随着CAD/CAM软件的不断普及应用,数控编程的模式逐渐由自动编程取代了手工编程。CAM软件编程和手工编程有着各自的特长,且现有的CAM软件不能满足所有数控系统的特殊功能。由于历史的原因,国内企业普通数控机床的数量还非常大,普通数控机床无法实现高速切削加工,采用高速切削加工的编程策略难以发挥普通数控机床的加工效率,且传统数控机床普遍内存容量有限,如何编制精简合理的小容量数控程序,有着非常现实的意义。本文针对传统数控机床内存小和各数控系统的功能特点,阐述了数控加工编程中的子程序、宏程序的实例应用,希望为读者提供参考借鉴作用。
1 子程序及宏程序的应用
实际数控加工编程中,充分利用子程序的调用功能,配合宏程序的应用,可以提高数控编程的效率,以发挥传统数控机床加工效率和数控系统固有的功能。
1.1 子程序的概念及调用格式
在数控加工中有一些形状相同的零件,或形状对称、成比例、成角度的零件,其程序的编写会出现一定规律或重复出现,把程序中某些固定顺序、重复出现的程序段单独抽出来,按一定格式编成一个程序,供其他程序调用,以简化程序的编制,这个程序就子程序。对单独抽的程序,在其开头增加子程序号%XXXX,在其结尾增加M99为子程序结束指令。当主程序调用子程序时使用M98 P_L_指令即可。其中M98是调用子程序指令,地址P后面的4位数字为子程序号,地址L为重复调用次数,若调用次数为 “1”可省略不写。主程序调用某一子程序需要在M98后面写上子程序号,此时要改子程序%XXXX为PXXXX。
1.2 用户子程序应用实例
实际应用中,针对同一产品的多个相同的加工特征时,以手工编程时,如充分利用子程序功能,既能减少编程的工作量,同时提高了程序的简洁性和降低了程序的错误率。在多数数控系统中,子程序调用在华中系统中可用M98 PXXXX L调用,如表1所示分别为轮廓深度铣削循环(A)、矩形阵列铣削循环(B)、圆形旋转阵列铣削循环(C)的三种不同的子程序调用加工方式,%0002为深度铣削循环子程序调用代码、%0003、%0004为矩形阵列程序代码、%0005为圆形旋转阵列的循环铣削子程序调用代码。
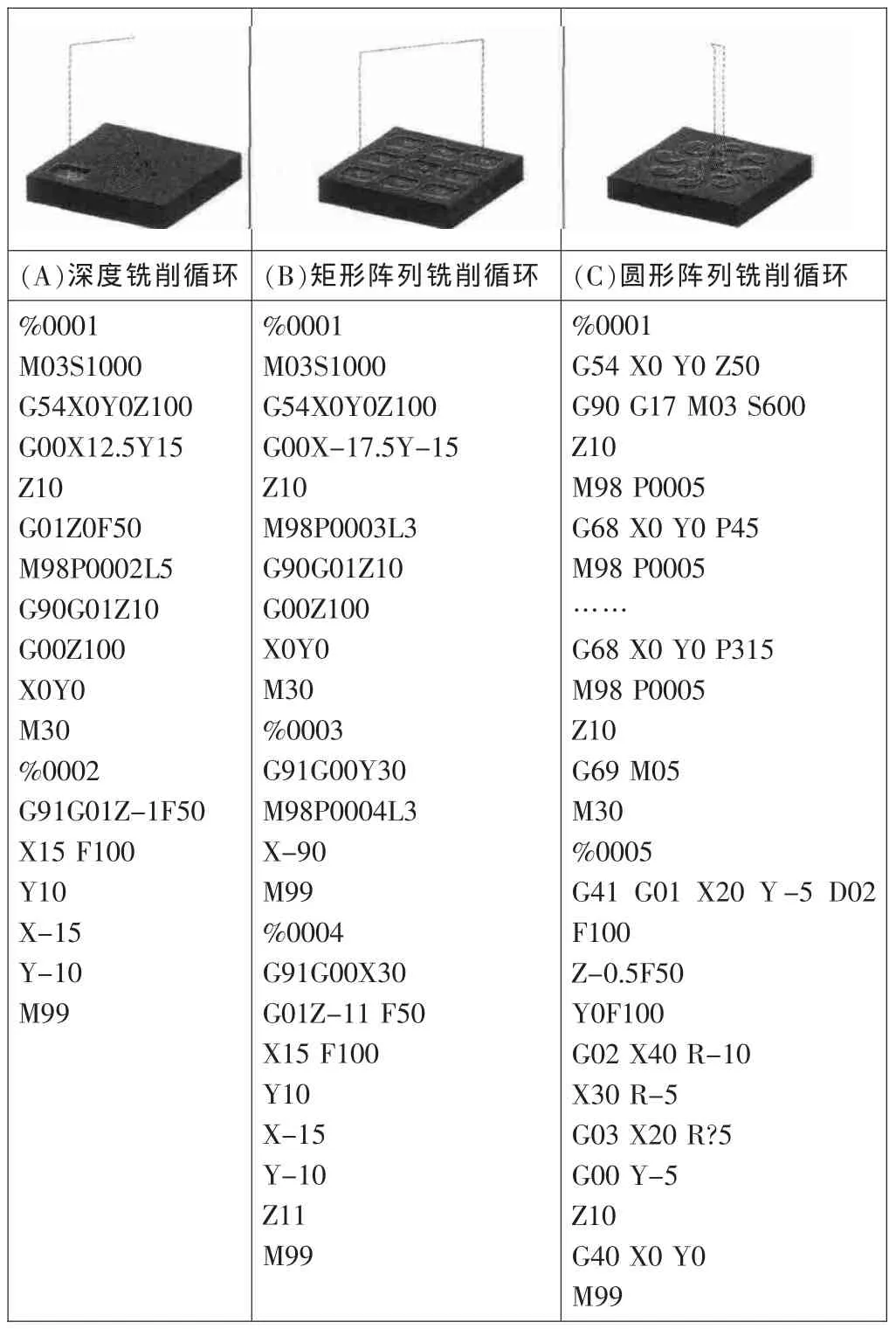
表1 典型铣削循环示意图Tab.1 Typical milling cycle diagram
1.3 用户宏程序应用
现在经济型数控机床系统都具有内存容量小的特征,但数控系统大多都提供用户宏程序的功能,使用用户宏程序可以有效的解决比较规则的曲面、圆角、型腔和外形轮廓等加工特征,使用宏程序时,要求思路清楚,语法正确。一般的数控系统提供的宏程序功能由条件判断语句、逻辑运算、算术运算、循环控制语句、系统变量及用户变量设置等组成。其基本功能组成描述如表2所示。

表2 用户宏程序功能组成Tab.2 The user macro program function
如表1中C图所示零件加工,虽然使用了子程序功能简化了程序编写,但中间部分仍然显得繁索,如以手工编程方式采用宏程序,使用循环语句,则程序简洁短小,其程序如下所示:
%0001 X30 R-5
M03S1000 G03 X20 R5
G54X0Y0Z100 G00 Y-5
G00X Z10
Z10 G40 X0 Y0
G01Z-0.5F50 #0=#0+45
#0=0 ENDW
#101=4 G01Z10
WHILE#0LT360 G00Z100
G41 G01 X20 Y-5 D101 F100 X0Y0
Y0 M30
G02 X40 R-10
2 结束语
本文对数控铣削加工编程中常用的子程序、宏程序功能进行了实例介绍,希望能为从事数控加工与编程的读者更好地编制高效简洁的数控程序和发挥数控机床的加工效率提供借鉴作用。
[1] 方新.数控机床与编程[M].北京:高等教育出版社,2007.
[2] 刘雄伟.数控加工编程的理论基础[M].机械工业出版社,2000.
[3] 世纪星铣床数控系统编程说明书[Z].华武汉华中数控股份有限公司,2002.
The Subprogram on the Mould's NC Milling Program
DUAN Rui-Yong
(Huanggang Normal University Guanggang Hubei 438000,China)
As an important part of NC Machining,NC Programming combines with simplifying NC programming method so as to improve the quality of programming and processing precision.The application of the subroutine in the numerical control programming can greatly improve the efficiency of programming and the application of the macroprogram to simplify programming can further improve the simplicity of programming,and it also can expand the scope of the numerical control processing.This paper,by the aid of examples,has carried on the brief explanation of the application of subroutine and macroprogram.In addition,l expect this paper can provide help and reference to related personnel who engage in NC machining programming.
NC Program;subprogram;macroprogram
TG68
A
10.3969/j.issn.1002-6673.2014.03.067
2014-03-27
段瑞永(1981-),男,工程师、实验师,硕士学位。研究方向:CAD/CAM,数控加工。
1002-6673 (2014) 03-176-02
猜你喜欢
智能制造(2021年4期)2021-11-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
深圳职业技术学院学报(2015年5期)2015-11-30
中国科技纵横(2015年2期)2015-11-05
焊接(2015年9期)2015-07-18
科学中国人(2014年16期)2014-11-20