
蓄热式氧化炉在处理SBS生产废气中的应用
2014-03-29 10:23简力,孙昆
节能技术 2014年2期
简 力,孙 昆
(天津乐金渤天化学有限责任公司,天津 300452)
0 有机废气回收处理技术概述
随着工业生产的发展,大气污染问题日益突出,这是当今严重困扰经济社会发展的一大课题[1]。有机废气治理种类多,来源广,治理难度大,一次性投资和处理费用高,造成有机废气治理尤为困难。随着世界各国对有机物污染的日益重视和环保法规不断严格有机废气的排放标准,对有机废气的治理技术在不断改进和完善。在传统处理工艺基础上,不断革新,处理效果显著提高如文献[2]。
总体而言,按照处理的方法,有机废气处理的方法主要有两类:一类是回收法,另一类是消除法。回收法主要有炭吸附、变压吸附、冷凝法及膜分离技术,回收法是通过物理方法,用温度、压力、选择性吸附剂和选择性渗透膜等方法来分离有机废气的如文献[3]。消除法有热氧化、催化燃烧、生物氧化及集成技术;消除法主要是通过化学或生化反应,用热、催化剂和微生物将有机物转变成为CO2和H2O。
1 蓄热式氧化炉有机废气处理技术
1.1 RTO工作原理
蓄热式氧化炉英文为“Regenerative Thermal Oxidizer”,故简称为“RTO”。其原理是把有机废气加热到760℃以上,使废气中的VOC在氧化室氧化分解成CO2和H2O。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。陶瓷蓄热体分成两个(含两个)以上的区或室。每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室"放热"后立即引入已处理合格的洁净排气的一部分对该蓄热室进行清扫(以保证有机废气去除率在95%以上),待清扫完成后进入“蓄热”程序。RTO的炉体结构(见图1)可以保证有机废气在焚化炉内充分的混合,并有足够长的停留时间,以确保有机废气的氧化反应能充分、完全的进行如文献[4]。

图1 RTO结构示意图
1.2 技术特点
(1)以陶瓷体结构作为换热媒,使用温度可高达1 300℃;
(2)进出口温差可以降低到40℃,热回收效率高达95%;
(3)运行费用低、性价比合理;
(4)净化效率高,有机废气去除率≥95%;
(5)使用寿命长,维护保养容易;
(6)运行安全可靠;
(7)操作方便,自动化程度高。
1.3 适用范围:
(1)低浓度、大风量;
(2)同一生产线上,因产品不同,废气成份经常发生变化;
(3)废气中含有使用催化剂中毒或活性衰退的成份。
RTO适用于浓度在0.1~3.5 g/m3的中低浓度有机废气,分解效率在95%~99%之间,SBS工艺装置所产生的有机废气浓度约为1.7 g/m3,符合RTO焚烧的特点,辅以一定量的天然气作为辅助燃料,可以实现有机废气的有效处理。
2 蓄热式氧化炉在SBS生产过程中的应用
2.1 SBS生产装置简介
SBS(即苯乙烯-丁二烯-苯乙烯多嵌段共聚物),兼有塑料和橡胶的特性,被称为“第三代合成橡胶”,目前主要用于橡胶制品、沥青改性、粘合剂、树脂改性等领域。天津乐金渤天化学有限责任公司6万t/年SBS生产装置,系引进韩国LG化学株式会社原有技术,采用阴离子聚合法制备SBS,是一种间歇聚合工艺,主要原材料为丁二烯,苯乙烯、环己烷等。
SBS工艺(见图2)由原料储存、精制、聚合、掺混、溶剂回收(气提)、后处理、包装工艺构成。溶剂、苯乙烯及丁二烯由储存区输送到精制区经脱水脱重组分后,与催化剂、偶合剂、抗氧剂等化学品加入聚合釜,在适当的反应条件进行聚合,产品达到预定门尼粘度后,再送到掺混单元加入其他化学品,再经汽提区域,回收其中溶剂,脱除的溶剂经处理后重复使用。凝聚后的SBS则送到成品后处理单元进行脱水、干燥、冷却,包装后即成为SBS产品出厂。

图2 SBS生产工艺流程示意图
2.2 SBS生产装置有机废气的产生
生产SBS过程中产生的有机废气主要包括正己烷、环己烷、丁二烯及苯乙烯等有机废气。主要来源于后处理挤压机、干燥机,丁二烯精馏塔、精馏塔顶凝液罐、储罐及工艺废水池。SBS生产装置有机废气的产生来源详见表1。
2.3 废气处理工艺流程
天津乐金渤天化学有限责任公司6万t/年SBS生产装置产生的有机废气主要应用以下工艺流程:
后处理干燥工艺所产生的废气先经过洗涤塔SC-5936,洗涤塔通过水持续循环喷淋除去废气中的SBS粉料,然后与聚合工艺所产生的工艺废气、储罐排气、污水池上部空气在MX-5936静态混合器混合,最后与环境空气一起经风机BL-5936抽送至RTO-5936。RTO-5936装置由LNG助燃,燃烧温度控制在810~850℃,将混合废气进行热裂解,处理成达到排放标准的废气经烟囱ST-5936排放至大气。SBS生产中产生的有机废气处理流程详见图3。

表1 SBS生产装置产生的有机废气主要来源

图3 有机废气处理流程图
2.4 RTO处理工艺详述
2.4.1 RTO性能
(1)进口气体参数
RTO通入流量:74 000 Nm3/hr;
VOC浓度:765 ppmv(作为最大浓度);
环己烷:308 ppmv;
正己烷:51 ppmv;
苯乙烯:14 ppmv;
丁二烯:392 ppmv;
(2)出口气体参数
NOx(氮氧化物):40 mg/m3以下;
SOx(硫氧化物):19 mg/m3以下;
DUST(颗粒物):18 mg/m3以下;
(3)有机物处理效率
性能保证值:98%以上(满负荷情况下)。
2.4.2 RTO主要构造
RTO主要由椎形通道和陶瓷体蓄热床、燃烧炉构成。Cone Duct中间有一个陶瓷过滤层,是用于过滤废气中的粉尘和粘性有机物,保护蓄热床免受污染的一种过滤装置,因其本身是陶瓷材质,所以也具有蓄热功能。蓄热床中的陶瓷体作为蓄热材料,通过和有机废气、洁净气体的热交换起到蓄热和放热的作用。
2.4.3 RTO各室工作循环构成
三室RTO在三个陶瓷蓄热床之间经过一定的时间间隔(1~2 min)转换气体进入输出的方向,反复进行冷却→吹扫→加热循环见表2、图4。
(1)Cooling(冷却):有机气体 进入/预热,蓄热床冷却;
(2)Purge(吹扫):冷却结束后通入新鲜空气,吹扫蓄热室中未处理的气体;
(3)Heating(加热):高温气体 排放/冷却,蓄热床蓄热。
有机气体进入A室,处理完的气体从C室排出,B室中通入新鲜空气或者处理后的气体进行吹扫(循环1)。下一个循环中有机气体进入C室,处理完的气体从B室排出,在A室中吹扫循环1中进入的有机气体在转换时未排净的部分。(循环2)下一个循环3中有机气体进入B室,吹扫过的A室排出处理过的气体,在此期间C室(在循环2中有机气体进入此室)通入新鲜空气或处理过的气体进行吹扫。
各个陶瓷蓄热床都要反复经过进入有机气体→吹扫→排放处理洁净的气体,即冷却、吹扫、加热阶段,陶瓷体蓄热床从冷却阶段(进入有机气体阶段)进行切换时要通入新鲜空气或者处理后的洁净气将有可能从烟囱排出的未处理废气吹扫到焚烧炉的上部,防止未处理废气排放到大气中,所以3室RTO的有机气体处理效率达到99%以上。

表2 切换操作时阀的动作状况(3-Bed)
2.4.4 RTO运行工艺参数
为了确保 RTO效果,燃烧室的温度使用TIC5953C调节阀控制,设定值为810℃,在燃烧室平均温度低于810℃时,引入天然气、空气燃烧加热,待燃烧室平均温度上升至850℃时停止加热见表3。

图4 SBS有机气体在三室RTO处理路径
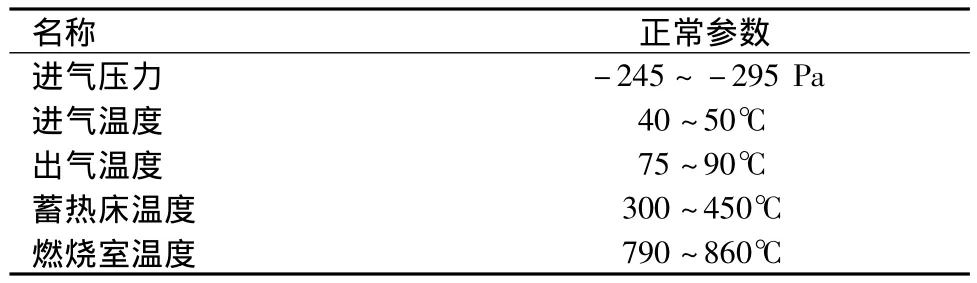
表3 RTO工艺详细参数
3 运行监测结果及评价
通过表3可以看出,RTO处理后废气排放中SO2浓度在8.58~18.1 mg/m3之间,排放速率在0.294~0.66 kg/h之间,NOX浓度在10.1~30 mg/ m3之间,排放速率在0.347~1.20 kg/h之间,非甲烷总烃浓度在0.28~0.992 mg/m3之间,排放速率在0.018~0.041 kg/h之间,颗粒物浓度在1.68~17.2 mg/m3之间,排放速率在0.056~0.58 kg/h之间。通过表3与表4对比,可以看出以上各项结果均符合《大气污染物综合排放标准》(GB16297-1996)二级标准的要求。苯乙烯浓度在未检出~3.22 mg/m3之间,排放速率在0~0.21 kg/h之间,通过表3与表5对比,苯乙烯排放符合《恶臭污染物排放标准》GB14554-1993二级标准要求。

表4 SBS生产装置产生的有机废气处理后污染物监测指标

表5 大气污染物排放标准
4 结论
天津乐金渤天化学有限责任公司6万t/年SBS生产装置自2010年试生产至今,运行三年,生产产生有机废气经RTO装置处理运行稳定,达标排放,处理效率达到98%以上。同时,蓄热陶瓷回收了大量的烟气余热,节约了天然气的使用量,在减少污染物排放量的同时减少了天然气的消耗,实现了节约资源、减少污染物排放。
[1]白忠彬,温步瀛,文福栓.排污权交易制度下电力系统多目标环境经济优化调度[J].电网与清洁能源,2012,28 (1):29-34.
[2]郝吉明,马广大.大气污染控制工程[M].北京:高等教育出版社,2002.
[3]张正怡.浅谈化工行业有机废气处理技术[J].科技信息,2012,6.
[4]温良英,张正荣,韩明荣.蓄热式燃烧技术的研究及应用进展[J].四川冶金,2001,1.
猜你喜欢
节能与环保(2022年3期)2022-04-26
中国特种设备安全(2022年1期)2022-04-26
建材发展导向(2021年14期)2021-08-23
纺织科学研究(2021年6期)2021-07-15
石油化工建设(2019年6期)2020-01-16
化工管理(2017年18期)2017-03-03
化工设计通讯(2017年9期)2017-03-02
化工进展(2015年6期)2015-11-13
世界热带农业信息(2014年11期)2015-01-05
化工装备技术(2014年3期)2014-04-08
