基于GX Works2软件的四工位小车控制系统设计
2014-03-28 02:28:36
中国新技术新产品 2014年21期
(新疆兵团兴新职业技术学院,新疆 乌鲁木齐 830074)
基于GX Works2软件的四工位小车控制系统设计
赵 丽
(新疆兵团兴新职业技术学院,新疆 乌鲁木齐 830074)
本文基于三菱最新一款PLC编程软件--GX Works2软件,通过提出四工位控制系统的基本功能要求,分别对四工位控制系统的控制要求进行了详细的分析,并进行了PLC地址分配,通过PLC控制程序和GX Works2软件中的仿真功能,使控制系统实现了启动、往返运输、自动停车等功能,最终完成了PLC控制方案的设计和系统的联机调试工作。
GX Works2软件;四工位控制系统;PLC
四工位控制系统在生产实践中有很多应用,如:电梯的控制、工业生产线的准确定位等等。采用PLC组成的控制系统工作可靠性高、通用性强、编程简单、使用方便。GX Works2软件就是三菱最新一款PLC编程软件,适用于Q系列、L系列、FX系列PLC,是三菱公司目前最新的编程软件,软件自带仿真功能。本文主要基于GX Works2软件,通过提出四工位控制系统的基本功能要求,分别对四工位控制系统的控制要求进行了详细的分析,进行了PLC地址分配,通过编写梯形图,使控制系统具有启动、往返运输、自动停车等功能,最终完成了PLC控制方案的设计和系统的联机调试工作。
1 控制要求
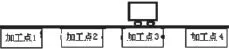
图1 四工位小车示意图

图2 四工位小车控制系统工作流程

图3 初始状态

图4
电动小车供四个加工点往返运输使用。在PLC上电后,车停在某个加工点(称为工位),若没有用车呼叫(称为呼车)时,则呼车指示灯亮,表示各工位可以呼车。若某工位呼车(按本位的呼车按钮)时,则呼车指示灯熄灭,表示此后呼车无效。系统停止时,呼车无效。系统启动后,当呼车位号大于停车位号时,小车自动向高位行驶;当呼车位号小于停车位号时,小车自动向低位行驶;当小车到达呼车位时,自动停车。在小车到达呼车位的30s时间内(仅供本呼车位使用),呼车操作无效。只有当30s延时时间到以后,小车才能重新响应呼车信号。临时停电后再复电,小车不会自行启动。四工位小车示意图如图1所示。
2 I/O口分配
输入:启动按钮:X0(SB1)
停止按钮:X1(SB2)
4个呼叫人按钮:X2-X5(SB3-SB6)
4个限位开关:X6-X9(SQ1-SQ4)
输出:Y0(KM1正转)(呼车人工位号>小车所处工位号)
Y1(KM2反转)
3 设计思路
四工位小车控制系统工作流程如图2所示。
4PLC控制程序及仿真
初始状态如图3所示。
按下启动按钮X0,初始小车在2号工位,D0=2,如图4所示。
3号呼车,呼车工位号D1(=3)>小车所处工位号D0(=2),KM1正传,小车自动向高位行驶,如图5所示。
2号呼车,呼车工位号D1(=2)=小车所处工位号D0(=2),KM1正传,小车自动停车30s,如图6所示。
1号呼车,呼车工位号D1(=1)<小车所处工位号D0(=2),KM2反转,小车自动向低位行驶,如图7所示。
结语
本文只对生产实践中应用较多的四工位小车PLC控制系统进行了分析、设计、联机调试,在实际中还有多工位的自动生产线,我们可以基于本文四工位PLC控制系统的设计,进一步研究八工位等多工位的控制系统设计,以满足自动化生产加工系统中多个加工点供料过程的自动化控制。
[1]朱春凤.多工位自动生产线的PLC控制系统设计[D].华北电力大学,2013.
[2]师亚娟.基于PLC的多工位供料小车系统设计[J].工业控制计算机,2013(12).
[3]卢国华.PLC控制系统在多工位组合机床中的应用[J].电气时代,2008(03).

图5

图6

图7
TP31
A
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
快乐语文(2020年36期)2021-01-14 01:10:32
科学大众(2020年17期)2020-10-27 02:49:02
汽车画刊(2020年5期)2020-10-20 05:37:35
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
祝您健康·文摘版(2020年3期)2020-04-09 04:47:27
文苑(2018年22期)2018-11-19 02:54:18
电子制作(2018年8期)2018-06-26 06:43:02
现代家长(2018年11期)2018-01-05 11:22:22