
21世纪我国碳纤维制造表面处理专利分析
2014-03-25 05:21钱金华
石油化工技术与经济 2014年1期
戚 敏 钱金华
(中国石化上海石油化工股份有限公司,200540)
碳纤维是国民经济和国防建设不可或缺的一种性能优异、应用广泛的战略性新材料,具有碳材料的各种优越性能和纤维材料的柔软可加工性,是先进复合材料最重要的增强体,广泛应用于航空航天、能源装备、交通运输、建筑工程、体育休闲等领域[1-3]。虽然我国碳纤维行业经过长期的自主研发,打破了国外技术装备的封锁,千吨级工业化装置关键技术取得突破,产业化步伐逐步加快,然而我国碳纤维行业存在的主要问题是:低水平、同质化现象严重;企业单线规模小,生产成本高;产品性能稳定性差,高端品种产业化水平低;技术装备以及下游产品开发应用等方面与国外先进水平相比存在明显差距等[4-5]。因此,在加强宏观引导,突出发展重点,采取有力措施,促进碳纤维行业快速健康发展的同时,考量我国碳纤维加工制造现状,乃是提升碳纤维生产企业消化吸收和技术创新能级的基础之一。文章借助几种不同的检索手段,围绕21世纪以来我国碳纤维制造过程中表面处理的专利申请和授权等,尝试通过这些专利分析能够从中找出一些碳纤维技术发展的踪迹。
1 表面处理专利总体情况
1.1 专利申请数量
2000—2013年,我国有关碳纤维方面3 763项(件)专利中,涉及碳纤维加工制造过程及其关键环节的专利有144件,占所有碳纤维主题词专利的3.83%,其中碳纤维及其预氧化、碳化、表面处理、上浆和干燥等组合主题词的专利构成,在144件碳纤维加工制造专利中所占比例见表1。
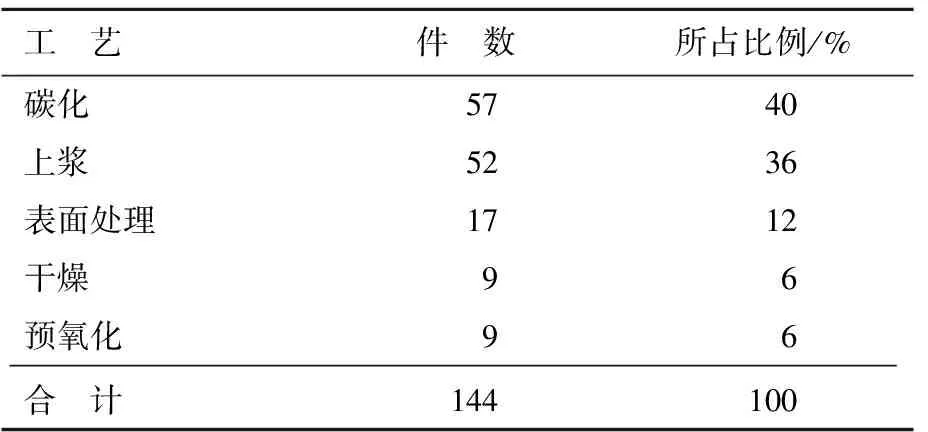
表1 碳纤维加工制造关键环节专利分布
表1所给出的分布及其比例,并不能说明相关碳纤维加工阶段或工序过程的重要性排序,只是表达一种科学研究的倾向或是对工程研发的关注程度。如在碳纤维的制造过程中预氧化技术的重要性,一定超过表面处理或上浆处理工艺,然而预氧化环节专利申请的关注度和申请量仅为6%,明显不及上浆处理的36%和表面处理的12%。
1.2 表面处理专利
(1)专利授权。由表1可见涉及碳纤维表面处理的专利申请数量为17件,占所有碳纤维加工制造专利的12%。按照专利申请年份与数量来统计,其分布为:2010 年度6项,2008年度3项,2009年、2011年和2012年度各2项,2005和2013年度各1项。目前这17项发明专利申请的法律状态有3种情况,一是授权:5件;二是正在申请审查中:5件;三是逾期视撤失效或驳回失效:7件,其比例为41%。
(2)专利权(申请)人。在17件涉及碳纤维表面处理的专利中,专利权人可以分为两个大类,一是源自碳纤维生产企业:11项,其中镇江奥立特机械制造有限公司拥有2项;二是出自碳纤维研发机构(即高等院校和科研院所):6 项,其中北京化工大学拥有3项。这与我国申请碳纤维技术专利的单位主要集中在高校和科研院所的统计信息不尽相同[6],但在碳纤维生产企业的专利申请方面,如中国石油和威海拓展纤维有限公司等公司,与同类统计信息基本一致。
(3)专利类型。从这些专利的内容来归类,可以划分出不同的类别。如按照是否隶属碳纤维加工制造来区分,其中有2件专利属于非碳纤维加工领域;再如按照表面处理方法、设备和方法/设备组合来区分,15项专利中有11项属于方法的发明专利,其余各有2项;倘若按照表面处理介质来区分,液相表面处理方法或设备有12项,气相表面处理方法或设备有2项。
(4)统计分类分析。将上述碳纤维表面处理专利的统计和分类,通过表2的形式加以汇总和概括,可以看到:一是涉及碳纤维表面处理方法的专利占93.33%;二是在碳纤维表面处理方法中,有关液相表面处理方法与气相表面处理方法之比为12∶2;三是企业作为技术创新主体的意识和理念,正在碳纤维表面处理的发明专利申请方面有所显现。
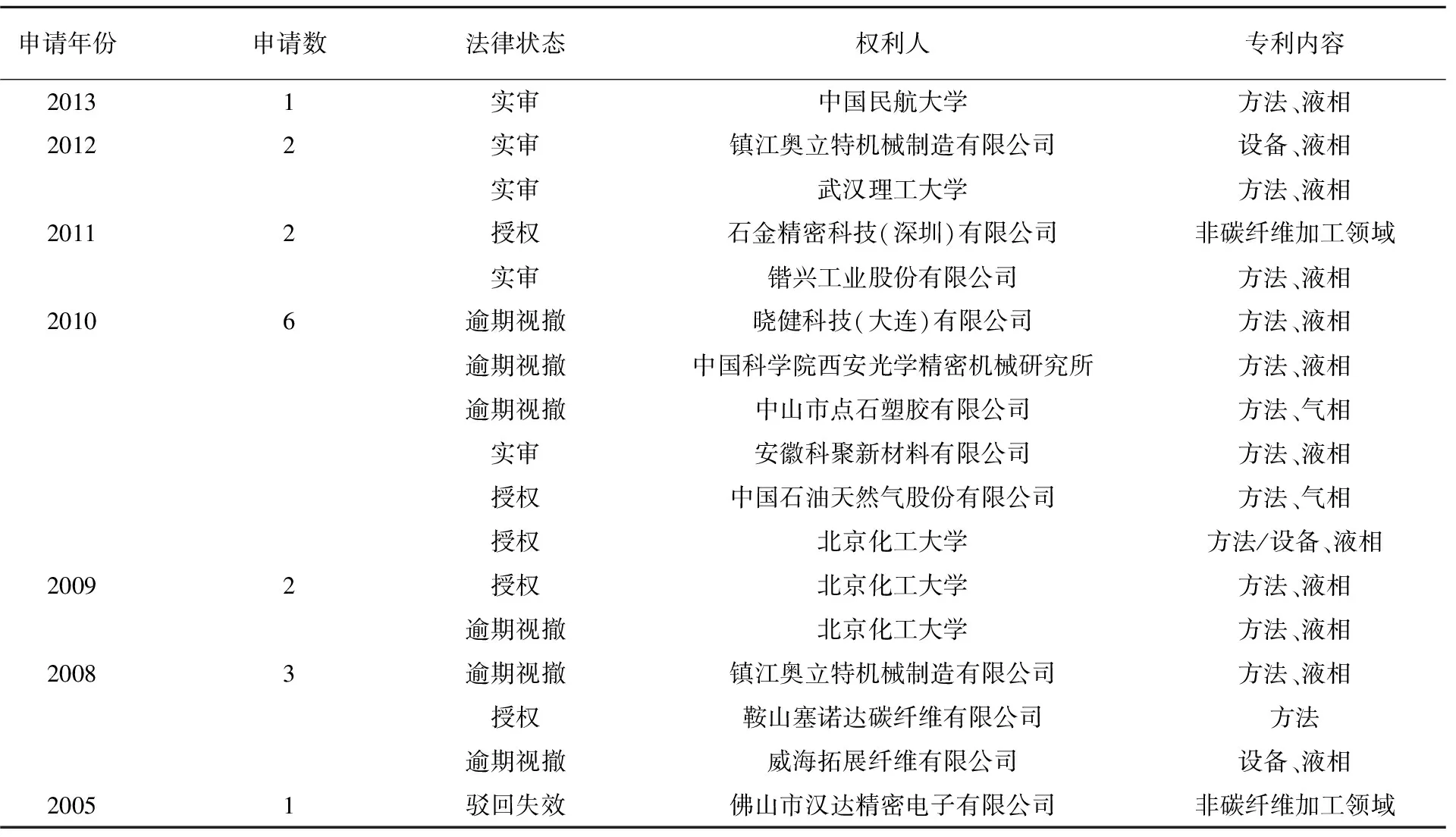
表2 碳纤维表面处理专利统计和分类
2 表面处理专利及其分析
2.1 部分专利介绍
(1)CN101660185 B。一种强效碳纤维阳极氧化表面处理的方法,属于电化学和纤维材料领域。该授权发明通过碳纤维在外加磁场中进行阳极氧化处理加速氧化过程,外加磁场强度为5~50 mT;电解质为铵盐、碱或酸中的一种或几种的混合物,电解液的浓度范围为2%~12%,电解液的温度为60 ℃以下;施加的电流密度为0.1~8 mA/cm2,碳纤维在电解液中停留的时间为25~120 s。具有加快碳纤维表面氧化处理速度、减少电解质的使用量、降低成本、减轻环境污染等优点[7]。
(2)CN102628212 A。涉及一种基于超声强化的碳纤维表面处理方法,包括有以下步骤:将碳纤维浸渍于表面处理槽内的液体介质之中,通过设置在表面处理槽上方或者下方的超声发生器或超声阵列对液体介质进行超声辐射,超声处理时间根据超声波强度和频率进行调整,以达到对碳纤维表面处理的目的。该发明申请的有益效果是:改善碳纤维的表面形态以及表面粗糙度等以提高碳纤维复合材料的力学性能,在对碳纤维进行表面氧化处理的同时,还可以通过超声清洗除去碳纤维在生产过程中形成的油污,与其他传统方法相比它具有处理设备简单、操作简易、不造成环境危害、处理速度快捷高效,且非常易于实现配套在线生产的特点[8]。
(3)CN102465444 A。一种新型碳纤维表面处理工艺流程,使所生产的碳纤维外观毛丝明显减少、提高碳纤维的力学性能、降低能源消耗。实现上述目的的技术方案是:本发明采用的对碳纤维进行表面处理的步骤是电解表面处理—水洗—胶辊挤压—上浆—干燥—收卷。采用电解表面处理处理方法对碳纤维表面进行处理;对处理过的碳纤维进行上浆工序处理,形成碳纤维束;对上了浆的碳纤维束进行干燥处理,使其定型;将干燥后的碳纤维经收丝机卷绕成线轴状,收卷处理后再经包装即可进入市场销售。该方法与传统的表面处理工艺生产的碳纤维相比较,工艺流程短,生产效率高,碳纤维外观毛丝明显减少,力学性能指标略有提高,并降低了能源消耗[9]。
(4)CN102021678 A。一种碳纤维表面处理的方法,包括以下步骤:① 制备臭氧水:所述臭氧水的浓度为5~150 mg/L,温度为5~45 ℃;② 浸泡碳纤维:将高温碳化处理后的碳纤维在上述臭氧水中浸泡0.5~10 min,得到具有复合性能的碳纤维。本发明解决了现有的碳纤维表面处理方法容易引入电解质杂质、污染碳纤维的技术问题,改善了碳纤维的表面特性,从而提高了碳纤维增强复合材料的层间剪切强度[10]。
(5)CN101824742 B。一种中高强度碳纤维的表面处理方法及设备,将含碳量高于90%的中高强度碳纤维引入电解槽,以丁二酸钠、丁二酸、草酸铵配置的复合电解质溶液,对碳纤维进行电化学处理,同时控制适当的处理温度、处理时间及电流密度,随后水洗干燥。从而得到一种操作方便、设备简单、对环境少污染的低成本中高强度碳纤维的表面处理方法。表面处理后碳纤维复合材料的层间剪切强度和本体抗张强度均有较大幅度的提高[11]。
(6)CN102345228 B。一种碳纤维表面处理方法,在一个大气压的环境下,使用空气作为碳纤维表面处理介质,由等离子体发射装置发射电中性的低温等离子体,对运动中的碳纤维丝束表面进行低温等离子体轰击;碳纤维丝束运行速度60~150 m/h;碳纤维处理环境温度为-10~50 ℃;碳纤维与等离子体发射装置之间的间隙为5~30 mm;碳纤维表面处理环境湿度30%~90%;碳纤维每束丝表面处理功率为500~800 W;低温等离子体碳纤维表面处理温度30~100 ℃;使碳纤维表面的活性极性官能团含量增加,碳纤维表面的沟槽加深,比表面积增加,提高其复合材料的层间剪切强度,节省能源,低能耗,清洁无污染[12]。
(7)CN101418480 A。涉及一种碳纤维生产设备,它包括一个机架,机架上安装有电解槽,电解槽内装有电解液;在机架上安装多个绝缘辊,绝缘辊下部浸在电解液中,电解槽底部安装有与电源阴极连接的电极板;在电解槽上方设置有多个石墨辊,碳纤维依次绕过每个石墨辊的顶部和绝缘辊的底部,石墨辊与电源阳极连接。本发明能够对传送过程中的碳纤维进行连续的表面处理,运行可靠、处理效率高;同时在处理过程中能够实时地控制处理温度和电解液质量,从而保证了处理效果[13]。
2.2 初步分析
(1)目前,基于碳纤维的加工制造,在国内外都隶属各个生产企业的商业机密范畴,其工程制造技术的保密性更是如此。直接造成公诸的碳纤维表面处理文献[14-16],大多属于机理型的学术研究,距离工程实际应用尚待成果转化与工程放大[4-5]。由专利申请及其审查的基本特征可知,对于实用新型专利而言,其应用于实际生产的价值不言自明;即便对于发明专利而言,其不仅具有创造性和新颖性,而且同样具有实用的价值。因此,涉及表面处理的专利申请及其审查后的授权,至少可以从一个侧面反映碳纤维加工制造过程中表面处理环节的技术现状及其研发进展。
(2)为了提升最终碳纤维产品的实用性,满足后期复合化和深入加工需求,经碳化处理的碳纤维丝束都要经过表面处理。其表面处理方法主要有阳极电解氧化、臭氧氧化、气相氧化、气液双效等[17]。当碳纤维加工制造及其表面处理采用液相氧化法时,往往需要经过水洗以去除附着在碳纤维丝束表面的电解质;当碳纤维加工制造及其表面处理采用气相氧化法时,大都无需经历水洗之必要,因而就节约水资源和简化工序操作而言,气相氧化法及其表面处理方式应当更为关注。
(3)目前公开的研究表明[17],碳纤维的表面处理温度往往因不同方法和不同介质存在明显的区别,如气相臭氧法的表面处理温度为100~200 ℃,空气介质氧化处理为600~700 ℃,氯化氢混合气体介质处理为550~1 350 ℃(见表3)。
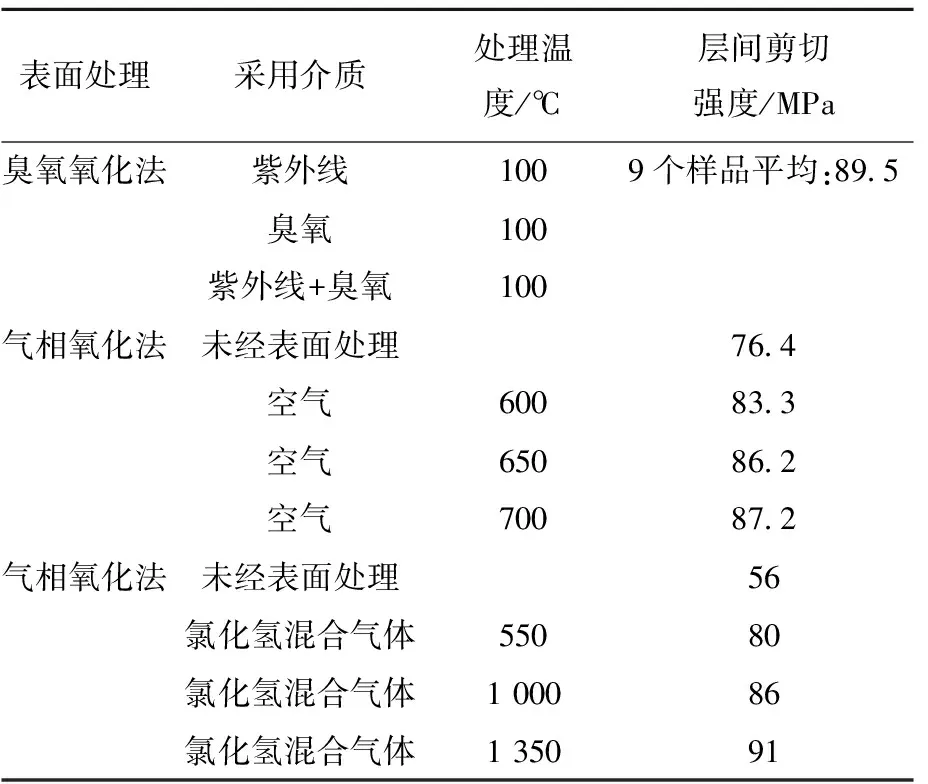
表3 碳纤维不同介质表面处理方法举例
3 结束语
(1)2000—2013年我国涉及碳纤维加工制造过程及其关键环节的专利申请有144件,占所有碳纤维主题词专利的3.83%。其中碳纤维预氧化、碳化、表面处理、上浆和干燥等组合主题词的专利申请构成,分别是6%,40%,12%,36%和6%。
(2)统计分类分析表明,一是涉及碳纤维表面处理方法的专利占93.33%;二是在碳纤维表面处理方法中,有关液相表面处理方法与气相表面处理方法之比为12∶2;这些表面处理的专利申请及其审查后的授权,可以从一个侧面反映碳纤维加工制造过程中表面处理环节的技术现状及其研发进展。
(3)当碳纤维加工制造及其表面处理采用液相氧化法时,需要经过水洗以去除附着在碳纤维丝束表面的电解质;而采用气相氧化法则无需经历水洗。因而就节约水资源和简化工序操作而言,气相氧化法应当更为关注。当然气相氧化法也还需要考虑不同介质的影响因素。
[1] 贺福.碳纤维及石墨纤维[M].北京:化学工业出版社,2010:14-19.
[2] 张新元,何碧霞,李建利,等.高性能碳纤维的性能及其应用[J].棉纺织技术,2011,39(4): 65-68.
[3] 金立国.我国碳纤维工业现状和碳纤维应用[J].合成纤维,2009,38(10):1-6.
[4] 贺福,孙微.我国碳纤维工业由普及到提高的攻坚势在必行[J].高科技纤维与应用,2011,36(4):7-11.
[5] 蔡小平,张明耀,姜立军,等.碳纤维材料工程技术研究进展[J].中国材料进展,2010.29(3):49-54.
[6] 李潇,王坚,纪展仕.碳纤维产业中国专利分析研究[J].情报杂志,2012(12):7-11.
[7] 张为芹,张学军,杨延风,等.一种强效碳纤维阳极氧化表面处理的方法:中国,101660185 B [P].2009-09-25.
[8] 吴超群,周少锋,廖继莉,等.基于超声强化的碳纤维表面处理方法:中国,102628212 A [P].2012-04-06.
[9] 孙文秀.一种新型碳纤维表面处理工艺流程:中国,102465444 A[P].2010-11-16.
[10] 刘福杰,庞培东,王浩静,等.一种碳纤维表面处理的方法:中国,102021678 A[P]. 2010-09-16.
[11] 刘杰,梁节英,田宇黎,等.一种中高强度碳纤维的表面处理方法及设备:中国,101824742 B[P].2010-04-28.
[12] 刘兆政,蔡小平,王文胜.一种碳纤维表面处理方法:中国,102345228 B [P].2010-08-05.
[13] 祝龙云.一种碳纤维上浆机:中国, 101694044 A[P]. 2009-09-23.
[14] 夏克东,吕春祥,杨禹.碳纤维表面SiC/SiO2抗氧化涂层的溶胶凝胶法制备[J].新型炭材料,2013, 28 (3): 208-214.
[15] Phan N H, Sebastien R, Catherine F, et al, Production of fibrous activated carbons from natural cellulose (jute, coconut) fibers for water treatment applications[J].Carbon, 2006,44(12):2569-2577.
[16] A.Warrier, A.Godara, O.Rochez, et al. The effect of adding carbon nanotubes to glass/epoxy composites in the fibre sizing and/or the matrix[J]. Composites Part A: Applied Science and Manufacturing,2010,41(4):532-538.
[17] 贺福.碳纤维及其应用技术[M].北京:化学工业出版社,2004.
猜你喜欢
云南化工(2020年11期)2021-01-14
农药科学与管理(2019年9期)2019-11-23
上海建材(2019年4期)2019-05-21
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
河南科技(2016年8期)2016-09-03
发明与创新(2016年5期)2016-08-21
河南科技(2016年6期)2016-08-13
中国塑料(2016年6期)2016-06-27
浙江大学学报(工学版)(2016年11期)2016-06-05
