
高炉炉顶液压故障的判断及处理
2014-03-24 07:42:56陈小忠杨建红
中国设备工程 2014年3期
陈小忠,杨建红
(中天钢铁集团有限公司,江苏 常州 213011)
高炉炉顶液压故障的判断及处理
陈小忠,杨建红
(中天钢铁集团有限公司,江苏 常州 213011)
介绍了PAUL WURTH串罐式高炉炉顶液压系统的常见液压故障现象及判断、处理方法,并进行了案例分析。
炉顶;液压;阀台;故障
一、引言
目前炼铁中小高炉都需要配备炉顶装料、布料设备,最常见的形式为PAUL WURTH紧凑型串罐式无料钟炉顶。与其配套的是一套炉顶液压系统,参与控制所有炉顶阀门的动作,便于进行上料的自动控制。该系统由油箱、主泵、液压蓄能器、液压阀和连接管线组成。系统工作压力为16~18MPa,液压介质是N46耐磨液压油。液压站及阀台放在炉顶液压站内,液压站除控制炉顶装料设备外,还控制炉顶放散阀(2个)、煤气均压阀(2个)、氮气均压阀(2个)和均压放散阀(2个)的开关动作,另外还会有重力除尘液压放散阀2只,或再带上液压卸灰阀1只,便于重力除尘的放灰操作。
二、常见故障
1.炉顶均压或均压放散阀门不能动作,导致高炉无法正常打开上下密阀进行上料操作。
2.炉顶上密或下密阀门动作不到位、料罐漏气、无开关到位信号,上料操作不能自动进行。
3.重力除尘阀门锁不住,或没有操作指令时自动打开而出现放散现象、高炉顶压突然减小的状况,使高炉生产受到影响。
4.料流调节阀开关不到位,锁定不住阀门位置。
5.柱塞阀(或上料闸阀)不能动作或动作很慢,影响高炉正常上料。
6.所有阀门不动作。
三、液压故障判断及处理方法
1.出现炉顶均压或均压放散阀门不能动作时,首先参考放散液压控制回路示意图(图1),检查是否漏油、油泵工作状况、调压阀块等,处理完好则故障就会排除。如果是控制部分造成故障,则需从压力油进口处检查至阀门油缸处,即检查减压阀后压力、换向阀动作性能、球阀开关位置、管路、油缸及其安装状态等等,逐一查找到故障点就解决了问题。
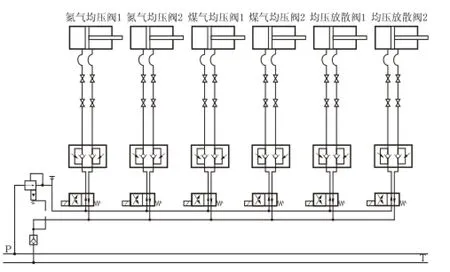
图1 均压及均压放散液压控制回路示意图
2.炉顶上密或下密阀门不能动作或动作不到位。参见上料控制阀门液压控制回路示意图(图2),检查液压压力是否正常、换向阀可有卡堵现象、油缸是否有异常、液压管路是否损坏、球阀是否开关到位等;动作不到位则可能是电气信号原因造成,否则需要到炉顶现场查看油缸行程是否达到原来位置、油缸吊头有无松动,从这些地方来判断故障点在那里,就能迅速解决故障。

图2 上料控制阀门液压控制回路示意图
3.重力除尘阀门漏气锁不住(图3)。故障可能在减压阀处,检查压力正常与否。另外还应检查换向阀动作是否到位或油缸外泄等情况,必要时逐一排除。
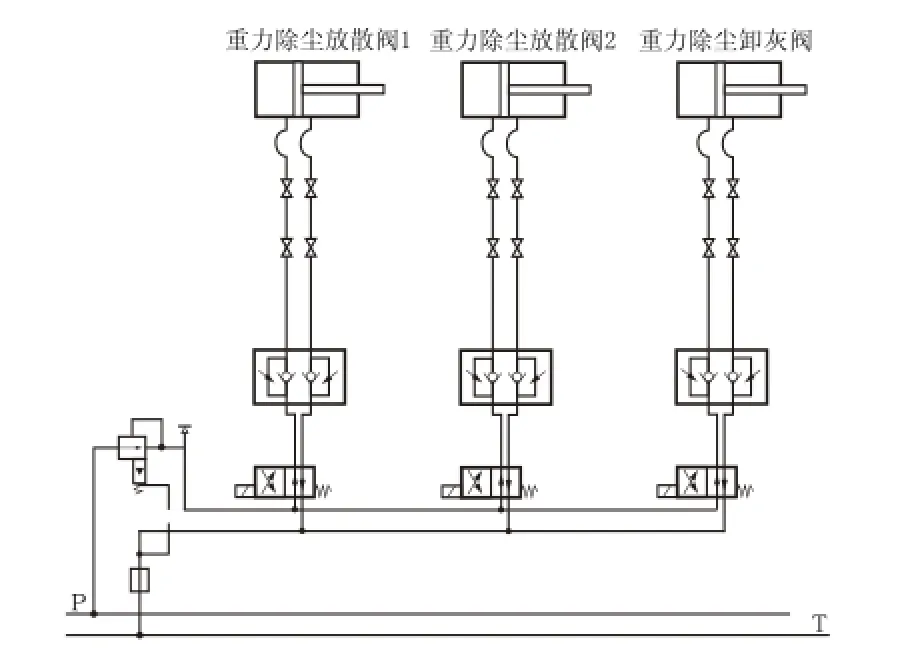
图3 重力除尘阀液压控制阀块示意图
4.料流调节阀开关不到位或到位以后又会自动偏离原位(图4)。按常规液压故障检查,然后检查比例阀动作情况是否正常,再检查控制阀台到执行机构去的两路油压,如果不在正常范围,则可能是二位换向阀出现不到位现象,或是液控单向阀锁不住,需要进行处理。

图4 料流调节阀液压控制阀块示意图
5.柱塞阀(或上料闸阀)不能动作。先检查系统压力有无外泄现象,再查油路是否开关到位、换向阀有无卡阻、动作是否正常等。另外对于插装式液压控制阀块的柱塞阀出现故障时,参见图5,当确定没有系统压力问题及外泄故障后,就需要判断换向阀能否正常动作、插装阀块控制单元是否完好、有无密封件损坏等。对于叠加式液压阀块的柱塞阀出现故障时,参见图6,还要检查一下减压阀的功能是否正常,它有时会影响对故障判断的方向。其他故障则比较好判断。
6.当所有炉顶阀门都不能动作时,最可能的是液压系统出现失压状态,可能是由于漏油造成、也可能是由于液压泵损坏或调压阀不能调压。
四、液压故障处理实例
1.某公司,2011年9月出现一次料流阀无法关闭故障。维修工先捅了一下换向阀,阀一点不动,感觉阀芯卡住了,马上换了一只新的电磁换向阀,换好后还是不动。因维修时间较长,高炉准备休风操作,这时热风操作工又反映炉顶放散阀打不开,维修工立即检查液压系统压力,发现系统压力几乎为零,将备用泵打开,还是没有压力,判断应是油泵正常而某个阀发生内泄,将料流阀和上下密的进油关闭后,仍然不行。待关闭柱塞阀的进油球阀后,炉顶放散阀可以打开,系统压力明显上升,最后判断为柱塞阀块出现问题。将插装阀块拆开后发现,阀芯与阀体之间用于隔离高低压的密封圈已损坏,更换新的密封圈以后,各阀门工作恢复正常。
2.某公司,2007年9月在3#高炉炉顶例行巡检时发现上密油缸缸体底部漏油十分严重。马上到3#炉炉顶液压站内检查,发现油位低。及时加油补充、压料,并在压料25min后更换新油缸。因新油缸安装好后出现上密阀不能关到位,行程差了10mm左右,上密阀出现严重漏气现象,故料罐均不上压,影响高炉高风压上料操作,后临时把吊头松了10mm,再用紧固螺丝紧固好吊头,恢复正常上料。此故障说明液压备件质量须有保障。
3.某公司炼铁厂,2010年11月5日晚上发现3#高炉炉顶柱塞阀出现动作过慢现象,怀疑是插装式柱阀阀台有问题。拆洗插装阀芯后,未见异常。进行测压后发现柱塞阀块的进出口液压压力及其他液压阀动力均正常。但再次检查柱塞阀动作仍很慢。经仔细观察发现,柱塞阀其实是在关到位前约10cm左右时,才开始出现动作很慢的现象;而再次打开时,却是在打开开始阶段出现缓慢现象,过了几厘米的行程,就能正常动作。分析认为,应是柱塞阀液压油缸出现了问题,经更换柱塞阀液压油缸后动作恢复正常。
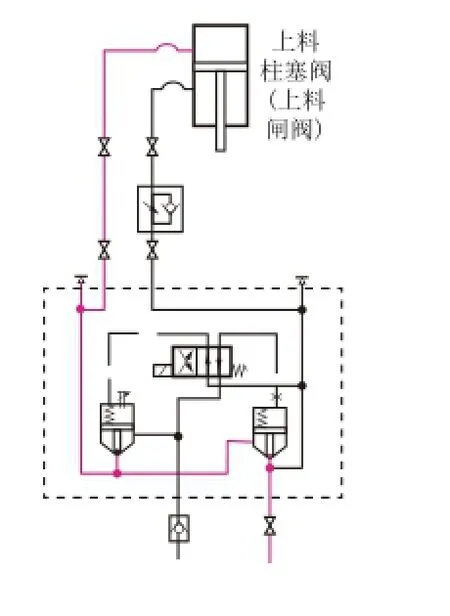
图5 柱塞阀插装式液压阀控制回路示意图
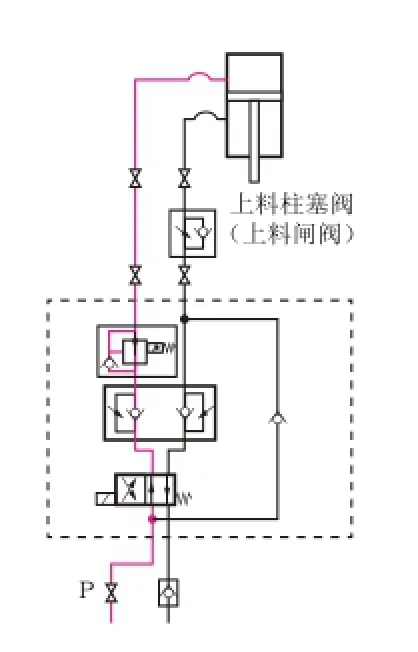
图6 柱塞阀叠加式液压阀块控制回路示意图
4.某公司炼铁厂,2009年7月17日晚出现炉顶料流阀动作关到位后,在没有任何操作的情况下,失去到位信号。经查看发现每次关到位后,一会就出现料流阀
油缸又会一点点打开。到液压站内检查比例阀,没有给出任何指令信号,二位换向阀也没有控制动作信号得到。最后判断应是板式液控单向阀有问题,经拆检,发现一只单向阀块内弹簧断裂,更换新阀后动作正常。
[1] 赵静一,王颖.高炉炼铁液压系统故障分析及处置方法[J].冶金设备,2005,(6):58-60.
TF579
B
1671-0711(2014)03-0039-03
2014-01-05)
猜你喜欢
水电站机电技术(2024年2期)2024-02-28 06:55:08
山东冶金(2022年2期)2022-08-08 01:50:38
山东冶金(2022年3期)2022-07-19 03:27:00
昆钢科技(2021年3期)2021-08-23 01:27:36
昆钢科技(2021年3期)2021-08-23 01:27:34
冶金设备(2021年2期)2021-07-21 08:44:20
当代工人(2019年18期)2019-11-11 04:41:23
山东冶金(2019年3期)2019-07-10 00:54:06
电子制作(2016年19期)2016-08-24 07:49:48
新疆钢铁(2016年3期)2016-02-28 19:18:53
