论双PLC电控系统在液压驱动无极绳连续牵引车中的应用
2014-03-22 01:21肖公平郭建湘
采矿技术 2014年3期
肖公平,刘 丹,郭建湘
(湘潭市恒欣实业有限公司, 湖南 韶山市 411300)
0 引 言
煤矿辅助运输是整个煤矿运输系统不可或缺的重要组成部分。目前,国内大多数煤矿的辅助运输设备以小绞车、小蓄电池机车等为主,辅助运输系统采用多段分散的传统运输方式,不能实现从地面或井底车场到采区工作面端头的直达运输。无极绳牵引绞车是煤矿和金属矿山井下巷道以钢丝绳牵引的普通轨道运输设备,适用于长距离、大倾角、多变坡、大吨位工况条件下的工作面顺槽、采区上(下)山和集中轨道巷材料、设备等系统行驶线路内的不经转载的直达运输,是替代传统小绞车接力、对拉运输方式,实现重轻型液压整体支架和矿井各种运输的一种比较理想的运输设备,也可用于金属矿井下巷道和地面坡度不大且起伏变化小的轨道运输。
随着国家对煤矿安全生产要求的日益加强以及各煤炭企业对高效辅助运输的重视,许多煤炭企业加大了对矿用无极绳连续牵引车的应用,并对其电控系统提出更高的安全控制要求。液压驱动无极绳连续牵引车的双PLC电控系统,是国内目前较为领先行业的技术,它可实现对无极绳连续牵引车的无极调速以及对各种运行设备的监测、控制与保护,同时PLC自动化控制系统有利于提高生产力,减轻人的劳动强度、提高系统控制的准确性。
1 电控系统的组成及功能
1.1 电控系统的组成
电控系统主要由PLC控制箱、操作台、信号箱、跑偏传感器、声光报警器、电源箱、温度传感器、转速传感器、压力传感器和漏泄通讯系统组成,其中PLC控制箱采用双PLC控制,实现一用一备的功能,操作台采用液晶显示屏实时显示设备,具体结构方框图见图1。
1.2 电控系统主要组成设备
本系统以提高无极绳连续牵引车的安全、可靠运行为目的, 主要功能有:数据采集功能,显示功能,语音报警功能,故障保护停车功能,全巷道打点、通话功能以及巷道沿线紧急停车功能。
(1) PLC控制箱的作用是接收信号(CAN、模拟量、脉冲、开关量信号),控制液压站油泵电机、风冷电机的启动与停止,同时控制上提、下放、低速制动、高速制动、油缸张紧、油缸松开、减速电磁阀的吸合与断开。
(2) 操作台的作用是监控、通话、报警及进行无极绳连续牵引车运行速度和深度指示。面板上的控制按钮(或旋钮)的信号通过开关量模块转换成CAN信号传送给PLC控制箱,进行控制操作,同时通过触摸屏接收PLC传送的RS422信号,进行无极绳连续牵引车实时运行状态的显示。通过音频总线,操作台能与无极绳连续牵引车沿线信号控制箱进行通话,在有安全保护发生时,能及时发出报警声来提醒操作人员注意。
(3) 信号控制箱的作用是控制及采集保护信号。操作面板上的 “停止”、“通话”两个基本控制信号与保护信号(采集跑偏传感器的通断信号)由开关量模块转换为CAN信号传送给PLC控制箱进行设备控制。
(4) 漏泄通讯系统的作用是将接收的手持机沿线急停保护信号传送给PLC控制箱,从而控制无极绳连续牵引车的停机。

图1电控系统组成结构
(5) 温度传感器实时检测减速机的油温,当油温高于设定值时系统语音报警,减速机保护停机。
(6) 跑偏传感器实时检测无极绳连续牵引车的过卷信号,当跑偏传感器动作时系统语音报警“上过卷保护”或“下过卷保护”而实现保护停机。
2 电控系统设计
2.1 系统硬件控制结构
双PLC的液压驱动控制系统的控制部分硬件主要由双PLC(三菱FX3U)、两个隔离输入模块、触摸屏、CAN控制总线等组成,两个PLC互相独立,互为备份,正常工作时,以其中一个PLC为主控单元,备用PLC的外部信号采集回路与控制回路和主PLC一致,并仍然采集输入信息,但关闭其输出信号,两个PLC对各自采集的传感器信号进行处理, 但只有主PLC将处理完的结果通过RS422信号传送给触摸屏进行显示,从而确保了系统的稳定性,当其中一个PLC控制系统出现故障后,可以迅速切换至备用PLC进行控制,从而提高了无极绳连续牵引车的安全运行级别,双PLC控制结构图见图2。
2.2 系统安全控制回路
系统将安全回路设计成双安全控制回路,即系统的安全回路有两套,一套是由双PLC程序构成的“软”安全回路,另一套为继电器控制构成的“硬”安全回路。“软”安全回路由程序控制,当PLC通过CAN控制总线检测到过卷保护、欠速保护、过速保护、减速机温度过高保护等信号时,发出停车指令,从而控制系统安全停车;“硬”安全回路由信号控制箱的继电器控制,当系统检测到CAN控制总线失效时,继电器输出常闭信号,断开电机主回路的控制信号,从而实现系统的安全停车。
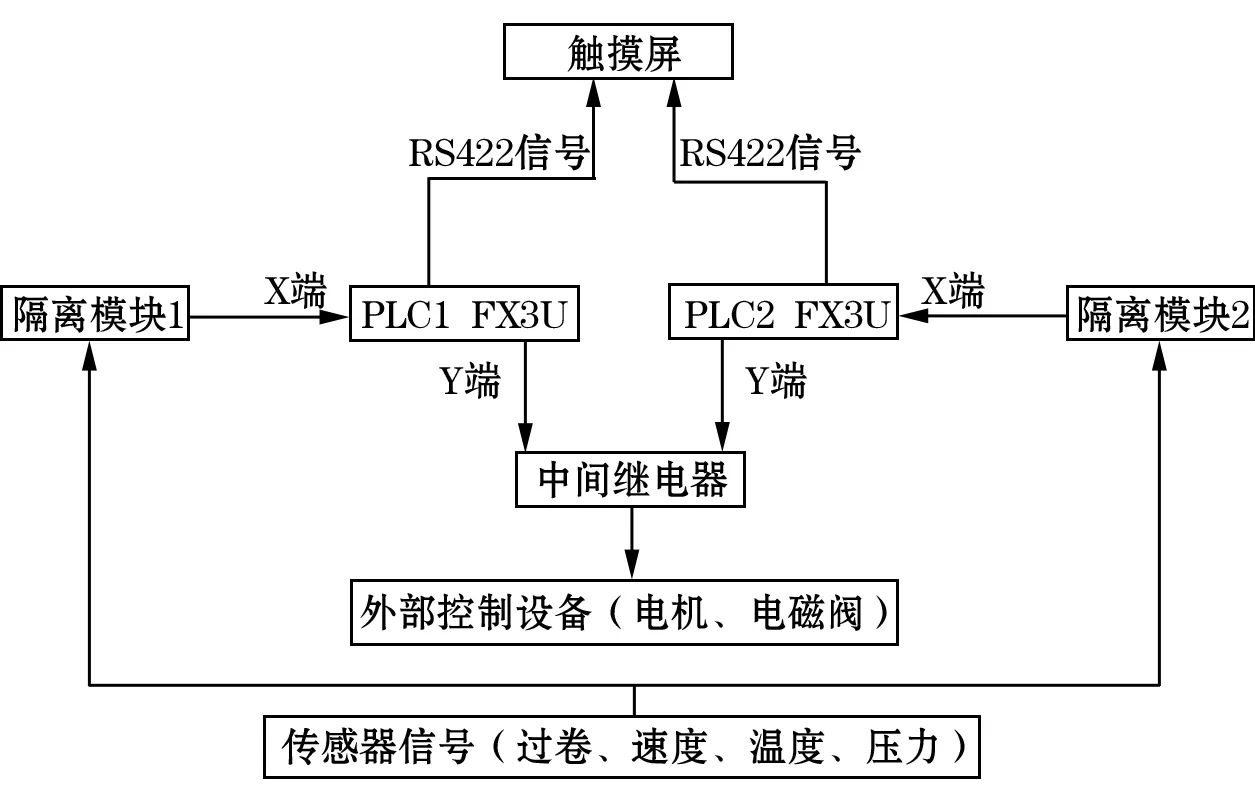
图2 双PLC控制结构
2.3 触摸屏程序设计
触摸屏在电控系统不仅能实时监控无极绳连续牵引车的运行状态,显示各种设备的运行数据、安全保护信息,而且能对两个PLC的运行数据进行同步更新,通过触摸屏修改一个PLC的内部参数,另一个PLC的内部参数也同时得到更新。两个PLC传送的信息在触摸屏的不同界面进行显示,主要有运行界面、参数设置界面、报警信息显示界面、参数显示界面,其中运行界面上显示设备的运行数据,包括无极绳连续牵引车的运行速度、运行深度,运行状态等;而通过参数设置界面可以修改设备运行的相关参数,譬如运行的设定速度、设备运行的当前时间等;报警信息显示界面能实时显示相应故障报警的信息,包括故障动作时间、复位时间以及故障类型;参数显示界面能实时显示运行设备当前的设定值,譬如减速机油温的上限保护值、制动压力的下限保护值等。
3 结 论
采用双PLC控制的液压驱动无极绳连续牵引车,因其控制精度高、操作简单、运行稳定、实时性强、且故障率低、性价比高等特点,现在许多大型煤矿集团已订货采购。
总之,基于双PLC控制的液压驱动无极绳连续牵引车电控系统的设计和开发,使无极绳连续牵引车工作效率和自动化程度得到很大提高,为现有无极绳连续牵引车的控制与保护提供了更高的保障,在煤矿无极绳连续牵引车控制系统中具有广泛的应用前景。
参考文献:
[1]要长玲,等. 双PLC自动控制技术在煤矿主井提升信号及自动装卸载系统中的应用[J].山东煤炭科技,2009.
[2]于 刚,等.无极绳连续牵引绞车运输系统在煤矿的应用[J].矿山机械,2010.
[3]赵红斌.无极绳连续牵引车的应用[J].工程科技.
[4]王 霞,等.电气控制与PLC应用[J].北京:人民邮电出版社,2012.
[5]王春行.液压控制系统[J].北京:机械工业出版社,2011.
猜你喜欢
新能源科技(2022年8期)2022-11-22
装备制造技术(2020年3期)2020-12-25
宝藏(2020年4期)2020-11-05
科技创新与应用(2018年17期)2018-06-28
中国设备工程(2017年23期)2017-01-20
珠江水运(2016年21期)2016-12-08
汽车实用技术(2015年8期)2015-12-26
中国修船(2015年5期)2015-11-25
军事历史(1986年4期)1986-08-21