
电火花线切割机床工作液智能控制系统硬件设计
2014-03-21 12:05郭翠霞谢文玲周顺勇
仪表技术与传感器 2014年4期
郭翠霞,刘 康,谢文玲,周顺勇
(1.四川理工学院,机械工程学院,四川自贡 643000;2.四川理工学院,自动化与电子信息学院,四川自贡 643000)
0 引言
为了提高快走丝电火花线切割机床的加工精度和工件表面质量,在机床上采用了多次切割技术,即中走丝电火花线切割机。它采用多速走丝,即在粗加工时使用高速(8~12 m/s)走丝,实现高效切割;精加工时使用低速(1~3 m/s),提高切割精度和工件表面质量[1]。但中走丝线切割机仍存在切割精度忽高忽低,精度保持性差的缺陷[2]。查阅大量资料和实践证明:影响中走丝线切割机精度的关键因素之一是工作液性能参数不可控制性[3-4]。工作液是电火花放电必不可缺少的放电介质,只有保证工作液性能稳定才能实现稳定加工,提高切割速度和表面质量。根据电火花线切割机床工作液的智能交换方法及装置[5-6],采用两套不同的工作液循环供给系统来满足粗加工、精加工的加工需求,并根据机床加工状态,对工作液供给系统实现智能交换控制。工作液智能交换控制系统的硬件电路的设计是非常关键的,硬件设计是否合理影响着整个系统的性能和使用。
1 硬件方案设计
图1为工作液智能控制系统整体框图。整个系统由信号输入系统,ECU控制单元和执行器3个部分组成。
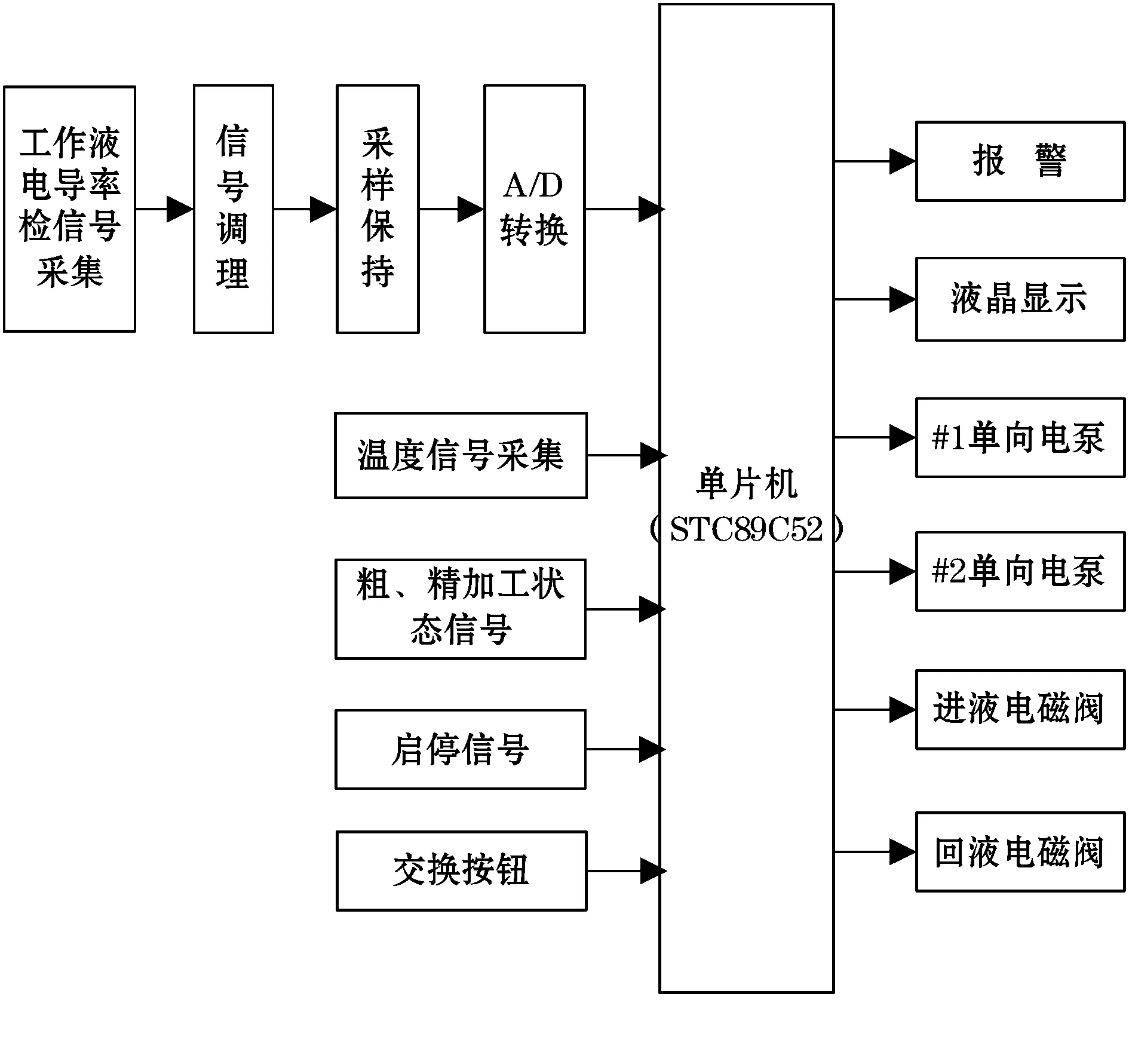
图1 控制系统整体框图
信号输入系统包括各种传感器和开关信号。传感器采用电导率传感器和温度传感器,分别测量工作液电导率和工作液的温度;粗、精加工状态信号是判断加工运行工况,此信号通过机床加工控制系统获得;设置启停按钮开关可获得系统启停信号,设置交换按钮可手动控制粗、精加工液槽的交换。
ECU控制单元主要由STC89C52RC单片机,液晶显示等组成。执行器主要由进液电磁阀,回液电磁阀和两个单向电泵组成。系统设置了报警装置,工作液电导率不满足加工要求时,发出声音警告,提示更换工作液。当操作人员更换好工作液后,手动操作交换按钮,单片机自动互换粗、精加工液槽。
因此,整个工作液智能交换控制系统硬件电路由电源模块,信号采集模块,控制模块和执行模块4个部分组成。
2 硬件电路的设计与实现
2.1控制模块
控制模块的作用是接收信号采集模块所得到的信号,并进行计算处理,然后发出相应的控制信号。主要完成的任务有2个:第一,根据所测得的电导率和温度计算出被测工作液在25 ℃基准温度下的电导率,该电导率值与设定值做比较,判断是否需要更换工作液,同时动态的在液晶显示器上显示电导率。第二,根据机床的加工状态信号判断此时加工是粗加工还是精加工,并发出相应的控制信号控制系统的执行元件。
系统选用STC89C52系列单片机[7],它是具有无法解密,高速、高可靠,低功耗,超低价,强抗静电、强抗干扰的优点。该芯片是8051内核芯片,片内有512 B,8 KB的E2PROM,4个并行I/O口,2个16位定时器/计数器,双列直插式封装PDIP-40,工作电压:5.5~3.4 V,具有看门狗等功能。芯片的工作电压VCC为+5 V.
2.2电源模块
电源模块的作用是为系统提供稳定的±15 V和+5 V的直流电压。图2为产生±15 V和+5 V直流电压电路图。
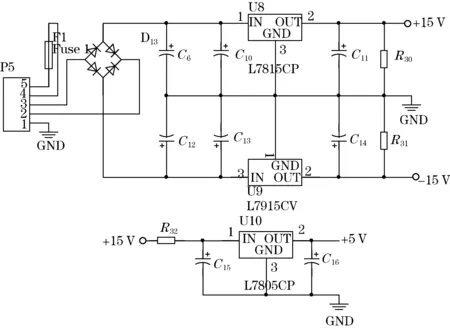
图2 产生±15 V和+5 V直流电压电路
为减小由于电火花线切割工作特性引起的漏电压对信号干扰,系统使用±18 V、50 Hz的交流电压驱动工作液槽测量电导率。18 V的交流电压经全波整流桥D5整流和滤波,然后分别使用L7815、L7915模块后产生稳定、精确的±15 V的电压。其中,C9=C12=1 000 μF,它是滤波电容;C10=C13=0.33 μF,用来改善输入电压波纹;C11=C14=0.1 μF,用来消除高频模块输出噪声,增强输出电压的电容。在±15 V直流电压基础上,利用L7805模块输出+5 V的电压,为了避免L7805芯片承受太大的电压,故使用R32作为分压电阻。
2.3信号采集调理模块
2.3.1信号采集
信号采集是监测机床运行状态。采集工作液电导率模拟信号和温度的数字信号,此时加工状态和各种开关等信号。为了减小测量极化误差和电容效应[8],系统使用带防水的DJS-1CF(铂黑)电导电极,外壳材料:玻璃,外形尺寸:Φ12×120 mm,电导率的测量范围为2~20 000 μs/cm.
图3是工作液电导率信号采集调理电路,P1是电导电极的插座,通过电导电极检测,产生与电导率变化相对应的双向正弦模拟电压信号,通过运算放大器LF356将模拟电压信号放大,C5和R4组成的RC低通滤波电路滤波,使信号的幅值限制在0~5 V.之后将信号电压送入到采样保持器进行采样。当工作液的电阻较小时,R5作为保护电阻,限制运放的输入电流,增强系统的可靠性,R8为平衡电阻,用来减小放大器输入偏置电流所带来的失调电压。调节R9阻值进行运算放大器的调零。
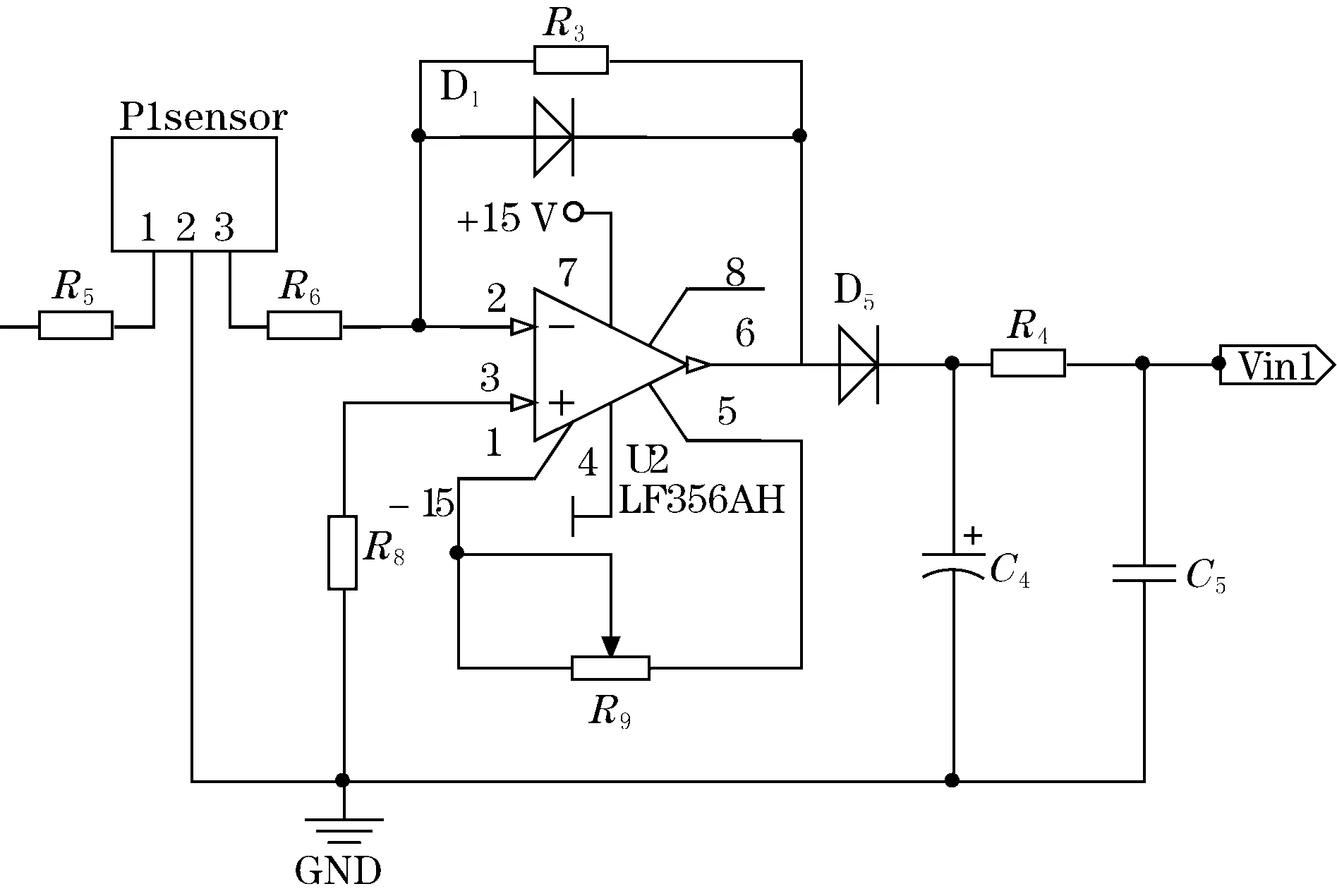
图3 工作液电导率信号采集调理电路
2.3.2采样与保持器
在A/D转换过程中必需保持输入信号不变,才能得到正确的转换结果,故使用采样保持器,简称S/H。它具有2种功能:一种是采样功能,采样保持器的输出跟踪模拟输入电压;另一种是保持,采样保持器的输出将保持采样命令发出时刻的电压输入值,直到保持命令撤销为止。系统采用常使用的集成电路LF398N.它是一种高性能单片采样/保持器。它具有很高的直流精度、很快的采样时间和低下降速度,广泛应用于高速A/D转换系统、数据采集系统和要求同步采样的领域。
图4为系统的信号采样保持电路,在单片机P2.7口的控制下,高电平,采样;低电平,保持。保持电容CH应选用300~1 000 pF的高性能低漏电云母电容器。失调电压的调整是通过与V+的分压并调整1 kΩ电位器实现的。采集到的信号经处理后,其范围在0~5 V之间。

图4 信号采样保持电路
2.3.3A/D转换
A/D转换就是通常所说的模拟/数字转换。系统使用典型的A/D转换器芯片ADC0804。它是CMOS 8位单通道模/数转换器,逐次逼近式,片内有三态数据输出锁存器,可以和单片机直接接口。单通道输入,转换时间大约为100 μs(fCK=640 kHz时),工作电压是+5 V,分辨率是8位,即分辨率为1/28=1/256,转换值介于0~255之间,输出的电压范围是0~5 V,其A/D转换电路如图5所示。
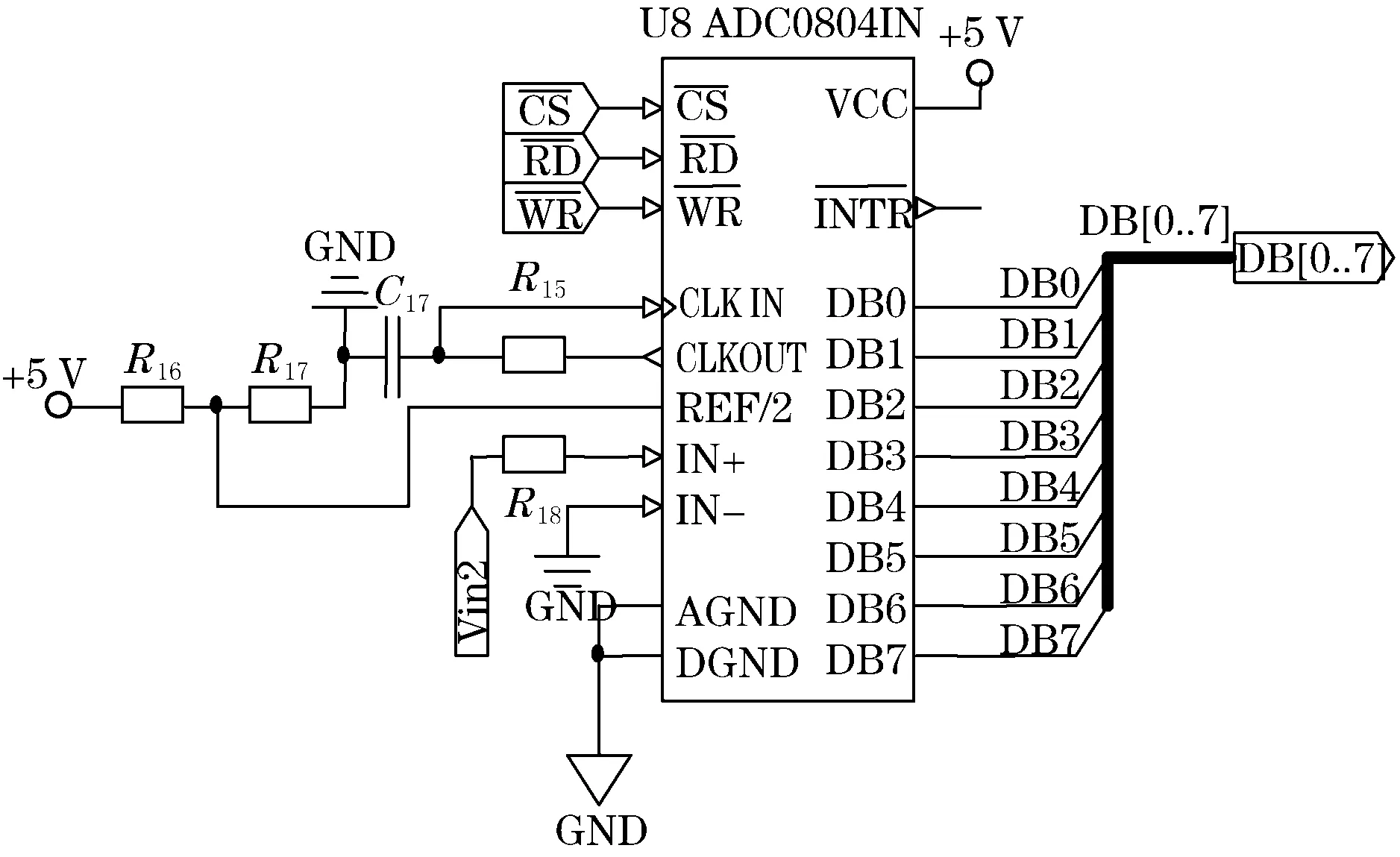
图5 A/D转换电路图
2.4温度采集电路
电导率受温度直接影响,所以必须设计温度补偿电路来减小温度对水的电导率的影响[9]。系统采用探头采用原装进口的DS18B20温度传感器芯片,不锈钢封装,防水、防潮、防生锈,供电电压是3.0~5.5 V,9~12位可调分辨率,感温范围宽-55~+125 ℃,单总线接口。
DS18B20与单片机的接口电路如图6所示。它采用单总线协议[10],即与单片机接口仅需占用一个I/O端口,直接将环境温度转化为数字信号,以数字码方式串行输出,简化了传感器与微处理器的接口。它具有微型化、低功耗、高性能、抗干扰能力强、易配微处理器等优点。
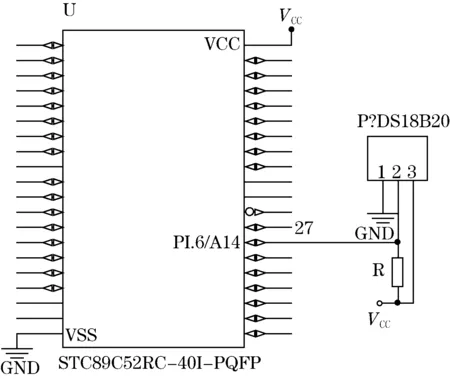
图6 温度传感器电路图
2.5液晶显示电路
系统选用通用型1602液晶,用5 V电压驱动,工作电流2.0 mA带背光,可显示2行,每行16个字符,不能显示汉字,内置含128个字符的ASCII字符集字库,只有并行接口,无串行接口。1602液晶与单片机接口如图7所示,液晶1,2是电源接口端;15,16为液晶提供背光电源,在液晶15引脚上串接一个10 Ω的电阻限流,防止背光灯被烧坏;液晶3引脚用来调节对比度,通过10 kΩ电位器调节液晶显示的对比度;液晶4接单片机P3.6口,是液晶控制器写数据/写命令选择端;液晶5端接地,因为不从液晶读取任何数据,只是向其写入数据;液晶6使能信号,接单片机P3.7端口。

图7 1602液晶与单片机接口图
2.6执行模块
执行模块是系统根据控制模块发出的信号控制相应的电磁阀和泵体工作,实现工作液智能交换控制。控制过程是:如果此时工况是粗加工,则使用粗加工液槽的工作液;如果此时工况是精修加工,则使用精加工液槽的工作液;如果精修加工的工作液槽的电导率不满足要求,则发出警告,示意更换粗加工液槽。当工作人员更换粗加工液槽的工作液后,手动按交换按钮,单片机接收到信号后,自动互换工作液槽。即原精加工液槽被认作是粗加工液槽,原粗加工液槽,由于已更换有新鲜工作液,故认作为精加工液槽。
该智能系统控制的两位三通电磁阀使用220 V交流电,型号是:3V1-06 AC220,采用继电器驱动。单向电泵型号是:DB-12,额定功率:40 kW额定电压:380/220 V,最大流量12 L/s,最高扬程3 m.单片机的I/O口输出电流很小4~20 mA,所以要用三极管放大来驱动继电器;继电器型号:HK4100F-DC5V-SH,由于继电器线圈功耗是0.2 W,额定直流电压5 V,阻值(士10%)为120 Ω,故继电器工作吸合电流为0.2 W/5 V=40 mA或5 V/120 Ω≈40 mA;光电耦合采用高密度封装型双通道的PC827,该光电耦合器主要应用于在不同工作电压和阻抗的电路之间进行信号传递。
3 结束语
文中阐述了工作液智能控制系统的硬件设计。首先介绍了整个智能系统总体硬件方案框图;为减少极化效应,系统选用带防水的DJS-1CF(铂黑)电导电极;详细介绍了以STC89C52RC单片机为核心的智能系统的信号调理,采样,A/D转换电路,显示电路已经对电磁阀和泵体的控制。该系统结构简单,选用性价比高的芯片,成本低,能满足具有多次切割技术的快走丝电火花线切割工作液智能交换的硬件要求。
参考文献:
[1]王至尧.中国材料工程大典,第24卷.材料特种加工成形工程(上).北京:化学工业出版社,2005.8.
[2]李明辉.中走丝电火花线切割机的特点与发展趋势.南京:航空制造技术,2011.
[3]张艳.高速走丝电火花多次切割精度及表面质量研究:[学位论文].南京:南京航空航天大学,2011.
[4]陆霖琰.基于复合工作液的高速往复走丝电火花线切割加工研究:[学位论文].南京:南京航空航天大学,2011.
[5]郭翠霞,刘康,谢文玲,等.中走丝电火花线切割工作液试验方案拟定.煤矿机械,2013(2):53-55.
[6]李克君.电火花线切割机床工作液的智能交换方法及装置:中国,CN1020078991A.2010.12.31.
[7]STC89C52RD+DATA SHEET.National Semiconductor,2006.
[8]陈志永,李俊林.多档水电导率仪电路及精度分析.仪表技术与传感器,2003(3):36-38.
[9]郑金美,吴永昌.电导率测量中温度的影响及补偿方法.分析仪器,1990(3).
[10]DS18BZO Programmable Resolution l-wire Digital Thermometer.Dallas Semiconductor Corporation,2002,1(4):31-320.
猜你喜欢
数学物理学报(2021年6期)2021-12-21
液晶与显示(2020年8期)2020-08-08
纺织科学研究(2020年1期)2020-02-25
浙江工业大学学报(2017年5期)2018-01-22
现代园艺(2017年23期)2018-01-18
制造技术与机床(2017年9期)2017-11-27
中国塑料(2016年11期)2016-04-16
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
液晶与显示(2015年1期)2015-02-28
中国氯碱(2011年11期)2011-08-15
