固体废物资源回收现代智能分选技术
2014-03-16 07:55常中龙常燕青
环境卫生工程 2014年1期
常中龙,常燕青
(1.北京起重运输机械设计研究院,北京 100007;2.江苏维尔利环保科技股份有限公司,江苏 常州 213125)
近年来,为了缓解石化能源紧张的问题,许多新的垃圾衍生燃料(RDF)生产技术得到开发,但是垃圾分类预处理是其有效应用的前提。而光电智能自动化分选系统能够在预处理过程中分选获得可回收物、可燃物及去除干扰物如聚氯乙烯(PVC) 等杂质(德国RDF行业标准允许PVC含量<1%,一般控制在0.3%~0.7%以下),提高垃圾能源化和降低对环境的污染。
1 光电智能分析系统
如图1所示,光电智能自动化分选系统由均匀给料设备(如振动给料机)、高速输送机、智能传感识别控制装置和高压气流物料分离收集装置组成。
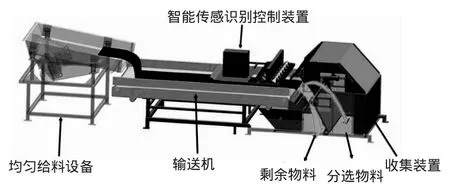
图1 光电智能分选设备
通过近红外线识别(NIR) 智能分选系统,可按照物料的材质或颜色,或者材质和颜色的组合分选出各种可回收物料,包括复合饮料包装、混合塑料、纸和纸箱板PPK等,各种塑料瓶,聚酯(PET)、高密度聚乙烯(HDPE)、低密度聚乙烯(LDPE)、聚苯乙烯(PS)、聚丙烯(PP)、聚氯乙烯(PVC)等各种塑料物质,从而获得高附加值的再生原料。剩余可燃物作为衍生燃料。
北京小武基大型垃圾转运站采用了3台近红外光电分选机(含手持物料识别扫描器),见图2,分别用于各种塑料和纸类等固废的精细分选,提高分选物质的附加值和再利用率。该垃圾转运站在2008年承担了北京绿色奥运会场馆的垃圾处理。

图2 北京小武基垃圾分选设备
2 UniSort主副机技术
RTT Steinert公司的UniSort新一代主副机(Master-Slave) 智能自动化分选技术的诞生,是自动化分选领域的决定性进步,并建立了新的行业标准。与传统技术相比,该技术采用先进的光学纤维光导器传输近红外线检测数据。
2.1 设备结构
在目前的UniSort标准设备中,每台设备有1个识别传感器系统,主副机通过该识别传感器系统和64通道光学识别和传输系统,可实现识别宽度4 m、粒度为50~250 mm物料的自动化分选。如图3所示,UniSort多通道多功能近红外技术是通过光纤将每个通道的物料近红外光学信号分别传输到1个光谱识别系统的收发单元来转化为物料的近红外光谱特性数据。该标准设备设定为约1 m的光纤传输距离和约7 m(按需求可更长)的主副机光导传输距离。西班牙塞维利亚工厂使用的主副机(见图4)采用了双喷嘴技术,1次可分选5种物料。
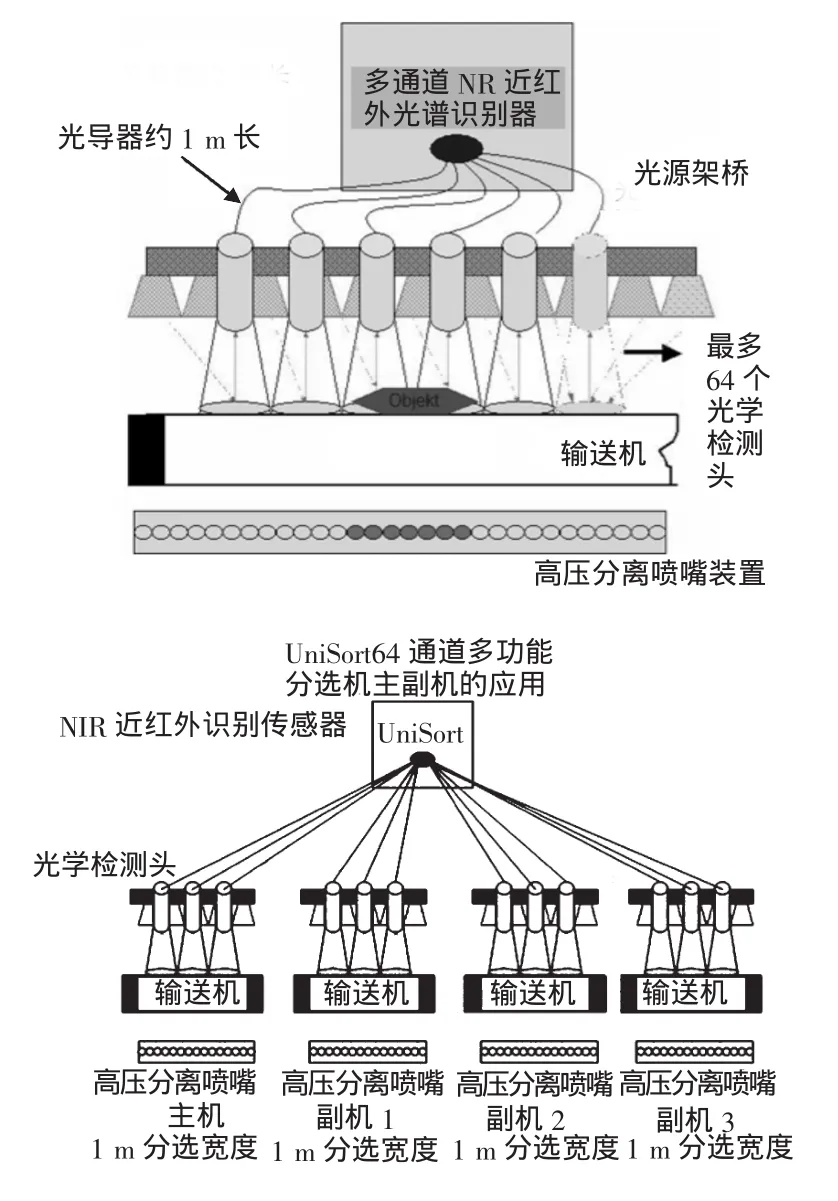
图3 UniSort标准设备
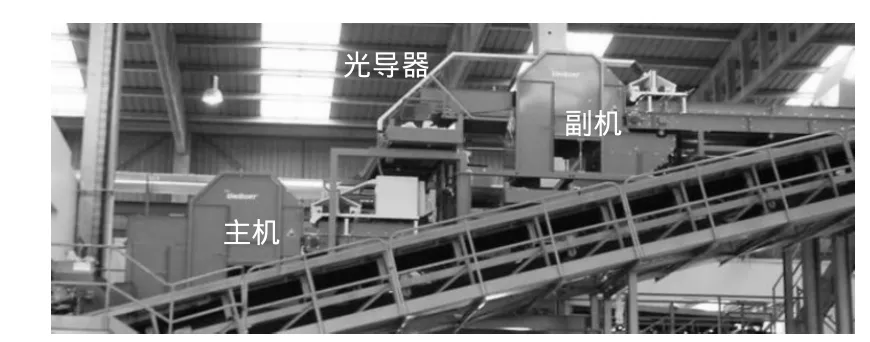
图4 西班牙塞维利亚工厂使用的主副机
2.2 工作原理
每个副机的收发单元通过光导器将光谱数据传输给主机,主机根据来自副机的光谱数据做出判断,从而发出指令将其分选出来。无论是主机或者是副机,所有设备都可以作为实现单喷嘴一类或双喷嘴二类物料的分选,同样可以设置为“分割槽道”实现1台设备多种物料的同时分选,灵活性高,能满足用户的不同需求。
UniSort Master-Slave的1个识别传感器具有4 m分选宽度。该UniSort主副机形式可代替4个常规1 m宽度的独立分选机,实现多种物料的同时分选。此外,UniSort Master-Slave还可根据用户需求分割分选宽度,最大可能地分别按照处理能力和工艺选择分选设备的宽度。
3 手持物料识别扫描器
UniSort的另一个技术创新,即手持物料识别扫描器(如图5所示) 可以与UniSort P分选机组合使用。当UniSort P分选工作的同时,手持物料识别扫描器可以单独进行物料的识别和光谱数据的扩展输入,不需要增加单独的计算机和显示器。
通过手持物料识别扫描器既可以控制分选质量,还可以识别材料。手持物料识别扫描器预先安装了相应的控制软件UniSort Lab Win和数据库,包括在UniSort P分选机上的应用程序和识别分析软件。用户可以通过扫描新物料扩展数据库满足对新物料的分选。
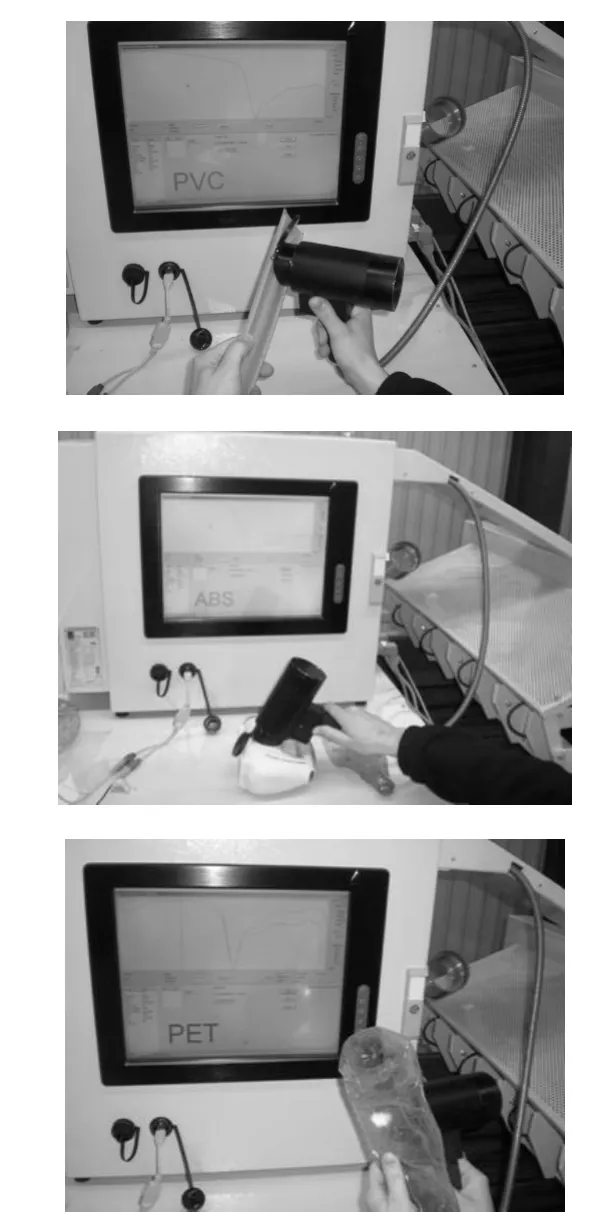
图5 手持物料识别扫描器
4 光电分选设备的处理能力确定
光电分选设备是利用光电识别传感器检测分选物料的表面,其处理能力(D,g/h)由物料单位面积质量(FG,g/m2)、输送机速度(BG,m/s)、带宽物料分布率和带宽(SB,m) 共同决定,即D=FG×BG×3 600×带宽物料分布率×SB。有效工作的带宽物料分布率通常按不超过30%计算,即带宽物料分布率≤0.3。其中,物料的单位面积质量FG通过以下方法测定:将分选物料单层均匀摆开放置在地面指定区域(1 m2)内,直至指定区域看不见地面为止,然后将物料称重,得出100%的带宽物料分布率下的单位面积质量。部分分选处理物料的处理能力测定结果见表1。
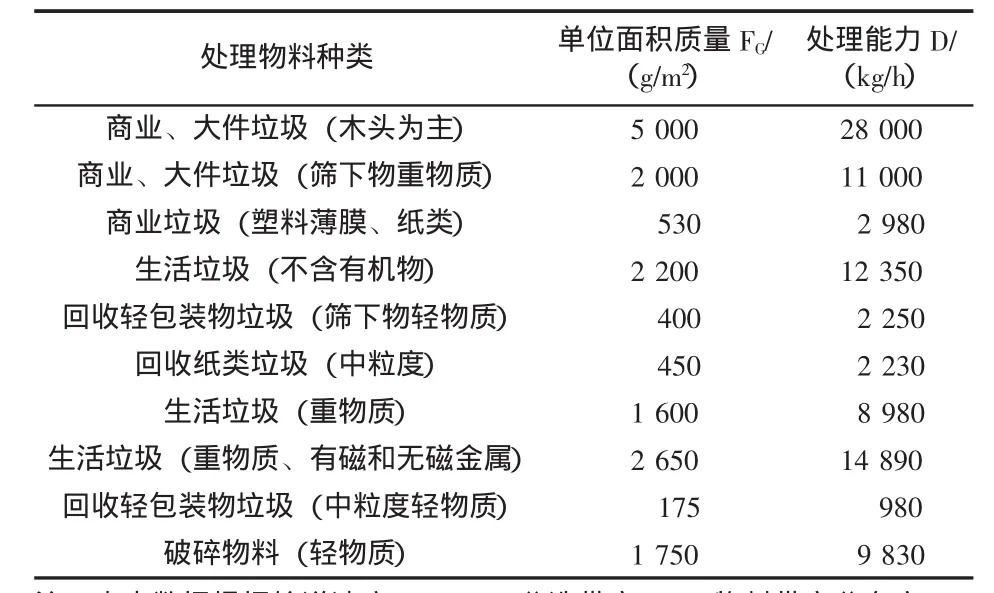
表1 部分分选处理物料的处理能力测定结果
5 光电智能分选系统的应用
UniSort P4000型光电智能分选系统应用主副机技术,设备有效分选宽度4 000 mm,专为衍生替代辅助燃料(RDF)分选设计,同时适用于其他废物的分选,能够满足目前和将来各种废物料的分选,处理能力大,功能多,操作方便,运行可靠。设备可以很容易地进行手动或通过设备总控系统自动切换分选物料种类要求,同时实现远程操作控制和诊断维护。能够处理单位面积质量小的轻物料(如纸类和薄膜的分选),性价比很高。
经过智能分选后RDF热值为16 000~25 000 kJ/kg,有利于提高垃圾发电的规模和效益,比用原生垃圾焚烧发电,效率提高25%~35%,使大规模的热能循环利用成为可能;RDF经分选、脱氯(PVC含量小于0.3%~0.7%)、脱硫处理,可大大减轻烟气对设备的腐蚀,烟气和灰渣比原生垃圾焚烧时减少2/3,烟气中的重金属、氯化合物、二恶英呋喃等含量远低于欧盟有关标准,减少了相关处理设备的投资。生活垃圾在水泥窑、电厂、RDF焚烧厂掺烧处理拓展了垃圾处理途径和提高了能源综合利用率,具有良好的环境效益和社会经济效益。
6 结束语
在固体废物资源化综合利用中,近红外线NIR智能分选系统技术不仅可用于生活垃圾处理分选设备中可回收物按照物料材质、颜色的精细分选,还可用于在各种垃圾分选预处理中按照材质、颜色分选各种塑料类、纸类、木头类等可回收物分类分选。该系统能够提高资源循环利用的附加值,特别是主副机技术的应用,提高了设备的性价比,能满足大处理能力的需求。在垃圾转化能源生产RDF过程中,应用该技术能够去除杂质聚氯乙烯(PVC),从源头降低二恶英产生的可能性,减少盐酸对设备的腐蚀,最大限度实现资源化。
猜你喜欢
科普童话·学霸日记(2021年2期)2021-09-05
当代陕西(2019年24期)2020-01-18
小太阳画报(2018年10期)2018-05-14
医学研究杂志(2015年5期)2015-06-10
人生十六七(2015年5期)2015-02-28
自动化博览(2014年7期)2014-02-28
发明与创新·中学生(2014年1期)2014-01-24
中国洗涤用品工业(2012年2期)2012-03-20
销售与市场·管理版(2009年21期)2009-09-03