
火车定量装车自动控制系统的设计与应用
2014-03-08 05:46:59张明星许海梅
自动化与仪表 2014年12期
张明星,许海梅,刘 峰,李 民
(中国石油克拉玛依石化公司,克拉玛依 834003)
某石化公司地处我国西北边陲,远离内地消费市场,产品运距长。长期以来,公司生产的产品除成品油依托管道输送外其它都需要通过汽车运输,在乌鲁木齐中转后通过铁路运输至疆外市场,中转环节多、运输成本高、运输周期长,在一定程度上削弱了公司产品的市场竞争力。2010年12月10日,该石化公司铁路专用线开通运行。为铁路专用线配套设计的火车定量装车控制系统也同时投入使用,该系统运算速度快、抗干扰能力强、可扩展性好,实现了火车发油的自动控制和计算机管理,提高了装车速度,降低了人员的劳动强度,减少了人为因素的参与,使操作和管理更加完善,有力保证了装车安全平稳准确地进行。
1 系统工作原理
火车定量装车系统[1]主要由上位机、RS485总线、网络连接设备、定量装车仪[2]、RTU、现场仪表、输油管道、罐车等部分构成。
定量装车仪是整个系统的核心,完成火车自动装车和控制。主要完成装车量大小、监控装车的瞬时流量、阀状态、静电接地状态、溢油状态以及与上位机通讯等任务。借助RS485总线和网络连接设备构成集散控制系统,一台上位机可以管理多套定量装车仪。上位机软件主要负责装车控制和其它工艺流程的监控及操作功能。
2 控制系统硬件设计
该自动控制系统采用二级布网方式,根据石化公司现有管理模式形成以控制室[3]操作站为集中管控单元,现场装车仪为分散独立控制单元的集散控制系统,该系统预留石化公司上位机通讯接口,以达到整个系统监控管理集中、控制风险分散的目的,保证系统安全、环保、可靠、高效地运行。
新建操作室包括上位机管理系统部分 (1台工程师站兼操作站、1台操作站及通讯设备),装车站(28套定量装车仪),辅助部分(2套RTU)及现场仪表。工程师站及操作站用于对火车装车的控制及其它工艺流程的监视及操作,系统具有动态图形化显示,数据采集和处理功能,故障报警及生产报表的生成打印功能,通讯功能。
定量装车仪采用一机两位的方式,即一套装车仪控制2个鹤位分时或同时装车;装车仪与上位机的通讯通过以太网来实现,即现场通过RS485总线的方式把28套装车仪分为4组分别挂在RS485总线上,然后通过RS485-TCP/IP转换器,连接到以太网上。
在装车栈桥附近设一个远程RTU,用于对装车区域及泵房的传感器[4]、变送器、泵、阀门等状态信号的采集、运算以及生产过程的自动化控制。由于RTU离控制室距离比较远,所以RTU采用光纤通讯方式与上位机通讯。整个控制系统结构图如图1所示。
3 工程软件设计
在硬件及通讯[5]上采用冗余配置,提高系统的可靠性,在软件设计上采用急停、防溢、防静电联锁保护,顺序控制等技术来保证整个装车过程的平稳运行,防止罐车超装,避免冒罐等事故的发生。程序设计对重要的参数和重要的操作进行历史趋势和报警记录,可以实现故障的追溯和事故原因的分析,便于用户总结经验,提高故障处理能力和水平。同时对重要操作设置相应的权限保护,根据身份选择用户名及密码进入系统,避免非正常用户操作,确保操作的准确性,提高整个系统运行的可靠性和安全性。
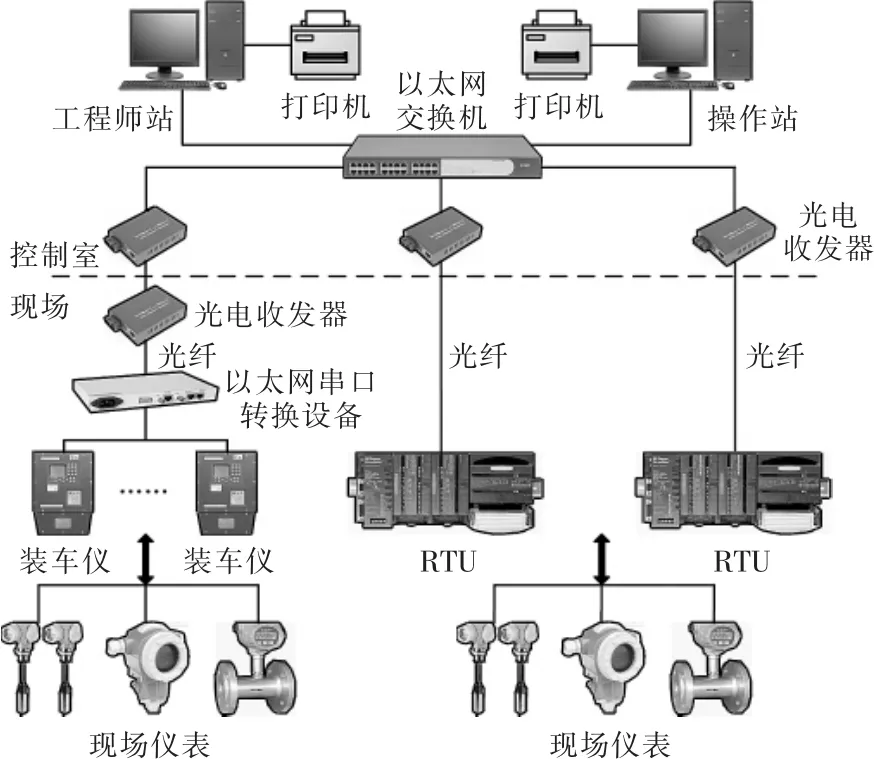
图1 控制系统结构图Fig.1 Structure diagram of the control system
3.1 下位机程序软件及设置
下位机编程软件[6]采用VersaPro2.04,该软件支持多种编程语言,除了具有一般编程软件的功能外还能在RUN模式下下载程序,并能进行在线梯形图比较以及具备完善的帮助等强大功能。逻辑程序采用梯形图语言RLD,根据装车控制需要,对程序段进行科学规划,能重复使用预配置指令和图形目标,把实现同一功能的不同设备的程序做成功能块,通过主程序调用功能块实现不同设备的控制功能,提高了系统的可维护性和可扩展性。
3.2 上位机监控软件及设置
上位机用于工艺流程的操作及监视,设备状态的监视、设备故障的监视及确认,图形化动态显示,现场检测点的显示、检测和报警,工艺参数的设定、阀门的远程控制、过程趋势的显示及存储、故障及生产报表打印等。上位机监控软件采用iFix[7],iFix是全球领先的自动化监控组态软件,能提供生产操作的过程可视化、数据采集和数据监控。同时iFix可以帮助用户精确地监视、控制生产过程,并优化生产设备和企业资源管理。iFix系统结构灵活,方便扩展系统规模,具有良好的扩展性和集成性。iFix最大限度地发挥在线组态功能,进行组态修改时无需关闭或重新启动iFix,不影响正常生产过程,界面友好的多用户开发与组态环境适用于工程协同,提高生产率,提高用户收益,该人机界面实现如下功能。
1)工艺流程画面显示
该系统动态显示现场装车系统的工艺流程,动态显示生产过程中的物料流向,显示各种生产操作流程,采集装车现场设备状态、流量等参数,并以数字、棒图、表格等形式反映数据变化。有总貌图、分区图、单罐图、测点图等画面。根据生产需要,操作人员可以在操作室通过键盘、鼠标修改控制值、调整工艺参数。
2)报警
对生产过程中出现的故障及一些重要参数进行声光报警,提醒操作人员。报警根据严重性和轻重缓急划分为不同的报警级别,不同级别的报警具有不同的表现形式。点击报警记录按钮,能显示报警记录窗口,通过报警记录窗口可以查看报警情况,同时通过权限设置可以修改仪表等报警限值,显示并确认报警。生成报警数据库,查询并生成相应的报警报表。
3)趋势
点击趋势按钮,查看实时趋势和历史趋势画面并显示趋势信息,历史趋势可根据需要设计成 8 h、24 h、1周和1月的趋势。
4)发液控制
进入流程图画面后,在参数画面输入二级密码后才能进行相应的参数设定,根据相应设定可生成发液单据并打印输出;显示自动装车系统阀门、泵、流量计等设备的相关状态;发液相关数据自动记录及数据库生成;生成并输出发油报表;远程监控发液过程;可在工艺流程画面上控制装车台现场设备。具体发液控制流程图如图2所示。
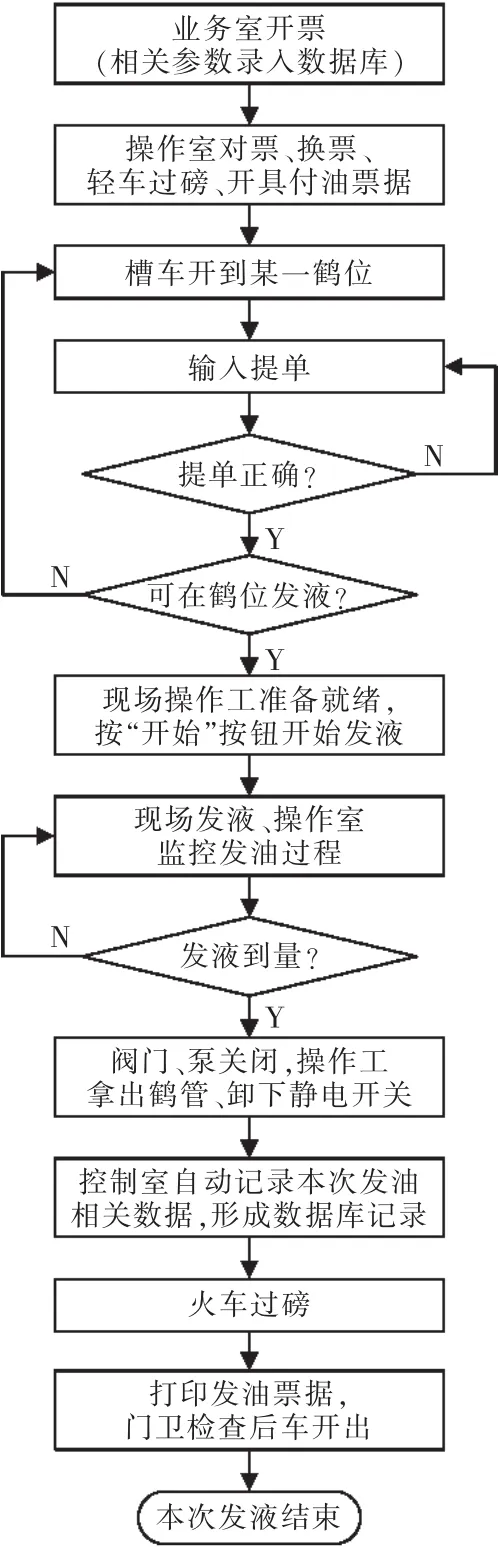
图2 发液控制流程图Fig.2 Flow chart of refined oil distribution control
5)数据处理及报表
系统可对采集的数据进行分类、统计、计算等;系统可生产班、日、月、季、年等各类报表;系统提供查询接口,可以按一个或多个查询条件查询数据库并形成相应的报表。
6)系统自诊断
系统故障自诊断,显示系统故障位置、类型、时间等信息,便于维护和维修。
7)安全管理
通过账号管理机制,限制不同人员的访问权限来实现系统安全。该控制系统中设置了3个级别的访问权限,不同的操作员具有不同的操作员代码和口令,口令和操作代码可修改。系统的一些重要的相关操作均要验证操作员代码和口令,这些操作发生时系统将自动记录操作员代码、操作开始时间和结束时间以及操作内容,防止非法操作。
8)通讯功能
上位机与信号采集及控制设备 (定量装车仪)之间通过RS485通讯网络及相应的通讯协议来达到数据采集、装车管理和流程控制的功能。
4 定量装车仪功能
定量装车仪是实现定量自动装车的核心设备。其主要功能是对发油过程进行程序控制和安全联锁,定量装车仪完成的主要功能如下:
1)参数设置功能
装车仪可以根据发油需要,通过远程监控计算机或装车仪设定发油参数。这些参数包括:流量系数、提前量、开阀延迟时间、流体密度等与发油有关的参数。
2)定量发液控制
定量装车仪在接收到上位机下单或者现场输入提液数量后,开始进行自检并检测现场静电的状态,待一切正常后,现场按启动按钮开始装车,现场手动启泵(根据现场要求也可由定量装车仪发出启泵信号),同时分段开启装车阀,开始正常装车、流量计开始计量,同时液位开关开始监测高液位,待装车达到设定提前量,装车阀开始分段关闭,并保持极小恒流,当装车达到最后设定提前量或高液位时,关泵,关阀,装车结束。
3)静电接地保护功能
当检测到系统没有安全接地时,禁止启动发液,如正在发液过程中,则系统自动紧急停止发液。
4)掉电保护功能
发液过程中出现意外掉电时可保存当前所有发液参数,待通电后可继续发液。
5)数据采集功能
定量装车仪可采集流量脉冲信号或标准电流信号、各种阀门的标准信号及开关量信号,还可接入静电接地夹等开关信号。
6)阀门和泵的顺序控制功能
在装车开始时按预定时间顺序依次打开装车阀及泵,装车到定量时再按照预定的时间和顺序依次关装车阀及泵,完成自动装车作业。
7)现场急停功能
定量装车仪和远程监控画面上均应设有急停按钮,若发油时现场发生紧急情况,操作员只需按急停按钮即可立即停止发液。
8)远程和就地实时监视功能
定量装车仪配有高亮度液晶显示屏,就地操作时,实时显示发液进程和相关设备的状态,远程操作时,远程监控计算机与定量装车仪同步实时显示发液进程和相关设备的状态。
9)远程/就地发油模式转换功能
一般正常情况下均通过上位机远程发液,也可根据需要在现场直接发液,本系统中每台定量装车仪是一个完整的计量、控制和显示单元,独立于上位机。
5 使用效果
该定量装车系统自2010年12月正式投用以来,由于系统的高可靠性、多重安全设计、灵活的联网功能以及高效的装车速度保证了油品的及时出厂,降低了职工的劳动强度;由于采用了一系列先进安全的保护措施杜绝了装车过程中的跑、冒现象;同时由于采用的是鹤管全密闭装车,实现了挥发介质的密闭装车,良好的工作环境保障了员工的身体健康和周围环境。
6 结语
由定量装车仪及其附属设备构成的火车定量装车系统实现了整个系统监控管理集中、控制风险分散的目的,确保了系统安全高效运行,尤其对公司来说减少了中间中转环节,提高了公司产品的市场竞争力。该系统投用以来,由于系统硬件采用了模块化设计,易于维护[8],系统日常维护量小,操作简单,安全可靠,总体运行效果良好,满足了火车装车的需要,值得在各种汽车[9]、火车鹤管装车等行业推广应用。
[1]AWZ型隔爆型分布式定量装车控制仪使用介绍[Z].奥图威尔科技,2010.
[2] 陆德民.石油化工自动控制设计手册[M].3版.北京:化学工业出版社,2000.
[3] 王同尧.SH/T 3006-2012石油化工控制室设计规范[S].北京:中国石化出版社,2013.
[4] 黄步余,李丽华.SH3005-1999石油化工自动化仪表选型设计规范[S].北京:中国石化出版社,1999.
[5] 王树清,乐嘉谦.自动化与仪表工程师手册[M].北京:化学工业出版社,2010.
[6] 邱宣振.工程自动化设计应用手册[M].北京:国际科教文出版社,2004.
[7] 翟天嵩,刘尚争.iFIX基础教程[M].北京:清华大学出版社,2013.
[8] 乐嘉谦.仪表工手册[M].2版.北京:化学工业出版社,2004.
[9] 刘兴全,隋雪刚,董有智,等.柴油定量装车系统的设计与应用[J].石油化工自动化,2011,47(1):78-81. ■
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:15:28
新能源汽车报(2019年13期)2019-06-11 11:01:41
车迷(2018年12期)2018-07-26 00:42:22
爱你(2017年26期)2017-09-12 05:33:28
中国老区建设(2016年3期)2017-01-15 13:53:26
山东工业技术(2016年15期)2016-12-01 05:31:14
现代工业经济和信息化(2016年3期)2016-05-17 05:35:08
当代化工(2015年12期)2015-10-27 01:42:27
学习月刊(2015年3期)2015-07-09 03:51:04
汽车电器(2014年8期)2014-02-28 12:14:27
