
线切割机床加工质量影响因素分析
2014-03-07 02:15孟繁雪丁兆梅
哈尔滨轴承 2014年3期
孟繁雪,丁兆梅,孙 涛
(1. 哈尔滨轴承集团公司 生产管理部,黑龙江 哈尔滨 150036;2. 哈尔滨泰来推力轴承有限公司,黑龙江 哈尔滨150036;3. 中航工业哈尔滨轴承有限公司 中大型套圈工部,黑龙江 哈尔滨 150025)
线切割机床加工质量影响因素分析
孟繁雪1,丁兆梅2,孙 涛3
(1. 哈尔滨轴承集团公司 生产管理部,黑龙江 哈尔滨 150036;2. 哈尔滨泰来推力轴承有限公司,黑龙江 哈尔滨150036;3. 中航工业哈尔滨轴承有限公司 中大型套圈工部,黑龙江 哈尔滨 150025)
针对线切割机床经常出现加工尺寸与表面粗糙度达不到技术要求、断丝等问题,通过反复的试验和分析,找出了影响因素及解决办法,提高了加工质量。
线切割;加工尺寸;加工精度;表面粗糙度;断丝
1 前言
数控线切割机床在加工零件时,有许多复杂因素直接影响加工工件的尺寸精度、表面粗糙度等。通过数年的加工经验总结出一些加工体会。数控线切割机床的外形和加工原理见图 1 和图2。

图1 数控线切割机床外形
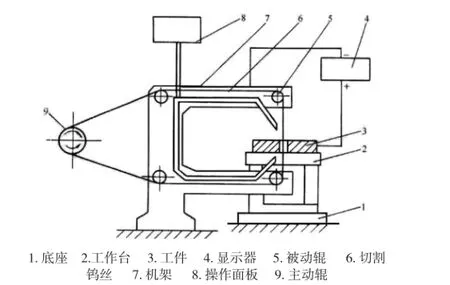
图2 数控线切割机床加工原理
2 影响工件尺寸精度的因素
(1)由于某些材料热处理不当,就不能消除内应力,而使材料在切割过程中产生严重变形。当工件无穿丝孔由外面切入时,有时由于变形将丝夹住而造成断丝。当有穿丝孔时,也只能切入一段距离后切缝就明显变窄,最终将丝夹住造成断丝。
(2)在加工过程中有时发现切割封闭图形后不回起点,如X、Y方向均有误差,这时应查找程序中的计数方向,计数方向错了就会回不到起点。
(3)调整变频进给快慢对加工尺寸也有影响,在切割圆孔时能明显地表现出来。当变频调整得快时,工件表面粗糙度不好割缝变窄,从而影响孔的尺寸大小;当变频调得慢时,切割出来的工件表面粗糙度好一些,割缝变宽,工件孔也大一些,前后两者相比可差0.01~0.015mm。
(4)丝筒转速太快,使钼丝抖动厉害也会影响加工精度;当丝松时,丝也会抖动,同样也会影响工件尺寸精度。
(5)步进电机上齿轮的固定螺钉如有松动,就会造成一些数据丢失,也会影响精度。
(6)机床X、Y坐标方向的丝杠和丝母,由于长期使用出现磨损现象,产生间隙,使加工尺寸偏小,从而影响工件精度,但它不是随机的,是属于系统误差,可通过补偿来修正。
3 影响工件表面粗糙度的因素
(1)在加工时,其他情况均不变化,如乳化液不变,工件材料、厚度不变时,脉冲电源的脉宽及峰值电流的改变都会影响工件表面粗糙度。
(2)加工工件表面有时出现高低和颜色深浅不均的条纹,这种条纹的出现实际上是由于钼丝正反向不同的加工条件所形成的,造成这一现象的原因是丝松,当丝筒正转与反转时丝的拉紧程度有一定的差异时,切缝宽度不同,造成工件表面不平,而出现明显的条纹,此时只需将丝绷紧即可。
(3)当轴承磨损就会产生轴向和径向间隙,而轴向间隙会使导轴产生轴向窜动,或轴长时间使用产生磨损,这时在与导轴平行的坐标轴上加工出的工件表面却没有条纹,表面粗糙度好。遇到这种情况就应及时更换轴承及导轴,以保证工件的表面粗糙度。
(4)丝架上有两个进液管,如果进液量不足,工件又厚,那么加工表面会发黑、发暗不光亮,这样就要调整进液量。如果有其中一个进液管不好用或流量小,那么丝筒在正反向加工时,工件上也会产生条纹,这种现象尤其在用水为工作液时更为明显,其原因是这种工作液有微弱电解作用,当工作液上不来或不足时电解不好,使条纹发黑。
4 断丝因素
(1)在切割厚工件时容易频繁断丝,而造成这种断丝的原因就是工件太厚,切缝窄,腐蚀物不能及时排出窄缝,钼丝冷却条件差,造成短路将丝烧毁。根据这种情况采取加大脉宽,将脉宽放在最大档,这样脉冲能量大,会增大放电间隙,使切缝变宽,有利于工作液的注入,结果很少断丝。
(2)丝筒同心度不良产生偏心及丝筒导轨反向间隙过大也会造成断丝。
(3)加工厚薄变化,即加工变截面工件时,应及时调整进给速度,否则就会使跟踪不好造成短路烧丝。
(4)有的生产厂家钼丝质量不好,新丝上面就有斑点,丝的直径不均匀,有粗有细,这种丝抗拉强度极差,往往在上丝过程中,就会断掉,选丝时一定要选黑亮粗细均匀的丝。
5 结束语
影响以上情况的因素还有许多,希望同仁能在今后的工作中相互借鉴互相交流,以期共同提高。
[1] 毕承恩,丁乃建.现代数控机床(下) [M].北京:机械工业出版社.
(编辑:钟 媛)
Analysis on influence factors of processing quality of linear cutting machine
Meng Fanxue1, Ding Zhaomei2, Sun Tao3
( 1. Production Management Department, Harbin Bearing Group Corporation, Harbin 150036, China; 2. Harbin Tailai Thurst Bearing Co., Ltd., Harbin 150036, China; 3. Department of Medium and Large Rings, AVIC Harbin Bearing Co., Ltd., Harbin 150025, China)
Linear cutting machine often showed problems of machining dimension and surface roughness could not meet technical requirements and broken wire. By making repeated experiments and analysis, the influence factors and solving method were found, so that processing quality was improved.
linear cutting; machining dimension; surface roughness; broken wire
TG66
B
1672-4852(2014)03-0022-02
2014-04-25.
孟繁雪(1981 -),女,助理工程师.
猜你喜欢
结构工程师(2022年2期)2022-07-15
能源工程(2021年3期)2021-08-05
建材发展导向(2021年11期)2021-07-28
甘肃科技(2020年20期)2020-04-13
模具制造(2019年4期)2019-06-24
劳动保护(2019年3期)2019-05-16
铁道通信信号(2018年7期)2018-08-29
小学生优秀作文(低年级)(2017年12期)2017-11-13
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
