
顶燃式热风炉热风管道长寿设计浅谈
2014-02-28 03:00滕树满冯飞鄢明黄培真
冶金动力 2014年5期
滕树满,冯飞,鄢明,黄培真
(广西华锐钢铁工程设计咨询有限责任公司,广西柳州545002)
顶燃式热风炉热风管道长寿设计浅谈
滕树满,冯飞,鄢明,黄培真
(广西华锐钢铁工程设计咨询有限责任公司,广西柳州545002)
对顶燃式热风炉热风管道的破损机理进行了分析,就热风管道补偿的设计,管道砖衬结构的设计和耐材种类的选择提出了一些看法,并对热风管道砌筑和烘烤提出了一些建议,以确保热风管道安全使用及长寿。
顶燃式热风炉;热风管道;长寿;设计
1 引言
近年来,随着炼铁热风炉技术的不断进步,特别是空、煤气双预热系统的普遍采用,基本实现了在单烧高炉煤气的条件下热风温度达1250±50℃的目标。但随着风温的不断提高,不少热风炉热风管道出现了管壳温度超高、发红、变形掉砖、甚至开裂漏风等问题[1~2]。一旦出现问题,一般采用临时风冷或水冷,较严重的采用灌浆补救或快速浇注修复,都不能彻底有效的解决问题,且存在较大的安全隐患。这些问题的出现严重影响了高炉的正常生产,也制约了风温水平的进一步提高。
常用的三种结构形式的热风炉中,顶燃式热风炉的热风出口与热风围管高度相差最大,热风总管与热风主管需采用热风竖管过度,热风管系最复杂。本文以顶燃式热风炉热风管道设计为例进行分析探讨。
2 热风管道破损分析
热风管道破损主要集中在热风出口、管道三岔口和管道波纹补偿器区域,这些区域受力情况相对复杂,管道发红易损,是管道的薄弱环节。造成这些事故的主要原因是热风管道的特殊工况、设计不合理、耐材问题和施工不到位等。
热风管道是一组高温、高压管道,其承受的风温为1100~1350℃,风压为0.3~0.6 MPa(表压)。其工作层耐火砖的平均温度可达1000~1300℃,管壳正常温度在80~150℃之间。根据材料的线膨胀系数和使用温度可估算出每米工作层耐火砖的膨胀量约为6 mm,每米管壳的膨胀量约为1.2 mm。热风管道承受如此高的内压,在管道封头、不对称开孔处、管道弯头处等凡是有阻挡气流趋势的地方均会产生盲板力[2]。以2650 m3高炉热风管道为例,热风压力为~0.37 MPa,热风支管直径为1500 mm,管壳内径为2440 mm;热风总管直径为1800 mm,管壳内径为2740 mm;则热风支管盲板力可达1730 kN,热风总管盲板力可达2180 kN。
2.1 热风出口区域破损分析
对热风管道进行热膨胀分析时,可将热风炉底部和热风竖管视为固定点,热风炉炉体受热轴向和径向膨胀,热风支管与热风炉处于垂直相连的状态,则热风支管上所设波纹补偿器需同时吸收支管的轴向膨胀和由于热风炉炉体受热对其产生的横向位移。顶燃式热风炉热风出口设置部位有大拱顶下部和燃烧器下部两种。
(1)如热风出口设置在大拱顶下部时,由于此部位炉体直径较大,则径向膨胀量较大,在支管拉杆受热膨胀共同作用下,使得热风炉在送风周期时间内,
在热风压力的作用下产生一个很大的盲板力矩,该力矩使热风总管向远离热风炉方向移动,造成在炉壳与支管上部交界处出现较大的变形量。外部钢壳的变形必将挤压内部的砖衬,由于一般隔热耐火砖的常温抗压强度~3 MPa,极易被挤碎,造成串风引起管壳温度的升高。进而出现变形加剧、管壳温度不断升高的恶性循环,最终出现热风出口处管壳发红、开裂,内衬变形掉砖等问题。
(2)如热风出口设置在燃烧器下部时,由于此部位炉体直径较小,径向膨胀量较小,使得热风炉在送风周期时间内在热风压力的作用下产生的形变量较小,在热风出口区域所造成的破损要小些。
2.2 管道三岔口区域破损分析
现热风管系设计中热风竖管作为固定点,在热风总管上设置有跨越所有热风支管的全长大拉杆,其余各支架均为滑动支架。理论上假设各支管三岔口处工况是一样的,则这种设置是可行的。但实际使用过程中,热风炉的燃烧、送风的相互交替,各支管三岔口处工况、应力变化不尽相同,这将会导致热风总管上各波纹补偿器工作的无序和混乱。热风总管与支管垂直相连,热风总管的热膨胀无序和混乱必将造成个别热风支管横向变形过大,砖衬将受挤压而损坏。
2.3 管道波纹补偿器区域破损分析
为吸收管道的热膨胀量和方便热风阀的更换,通常都会采用设置波纹补偿器来解决。波纹补偿器是柔性件,不能承受盲板力,故需设置拉杆来抵御盲板力。拉杆在巨大盲板力作用下会产生弹性伸长,并在热辐射作用下会产生热膨胀。若设计不合理,或未考虑拉杆伸长量的补偿,管道衬体留设的膨胀缝将会被拉开串风;同时,如果膨胀缝留设不合理,在实际使用过程中,膨胀缝内填料极易被高速热风冲刷掉,引起串风,最终导致管壳发红、开裂,砖衬坍塌。
3 热风管道优化设计
热风管道耐材设计与管壳钢结构设计是相辅相成,二者互为重要因素,管系不稳定,将导致砖衬错位、掉砖,而砖衬设计不合理,将发生串风,损坏管壳[2]。根据管道的热膨胀合理设计管系的补偿,做到管系膨胀可控,砖衬设计时应根据管道圆周方向温度梯度合理配置耐材,管道轴向设置膨胀缝,并对膨胀缝、波纹补偿器、三岔口等处的耐材结构设计进行局部特殊处理,保证密封性能。
3.1 热风管道补偿的设置
热风管道内需砌筑耐火材料,在考虑热风管道补偿时,所设置波纹补偿器只能吸收轴向位移和少量横向位移,则管系上一般配置高温轴向型波纹补偿器和高温自由复式型波纹补偿器,通过设置拉杆来抵御盲板力。拉杆受管壳的热传导及热辐射,也会有一定的温升,在盲板力、环境温差等因素的综合影响下,拉杆会产生较大的位移并随着风温、风压、环境温差而波动,设计中考虑拉杆的位移及其波动是十分必要的。为了使热风管道有序膨胀、膨胀可控,某顶燃式热风炉热风总、支管补偿的具体设置如图1所示,其特点如下:
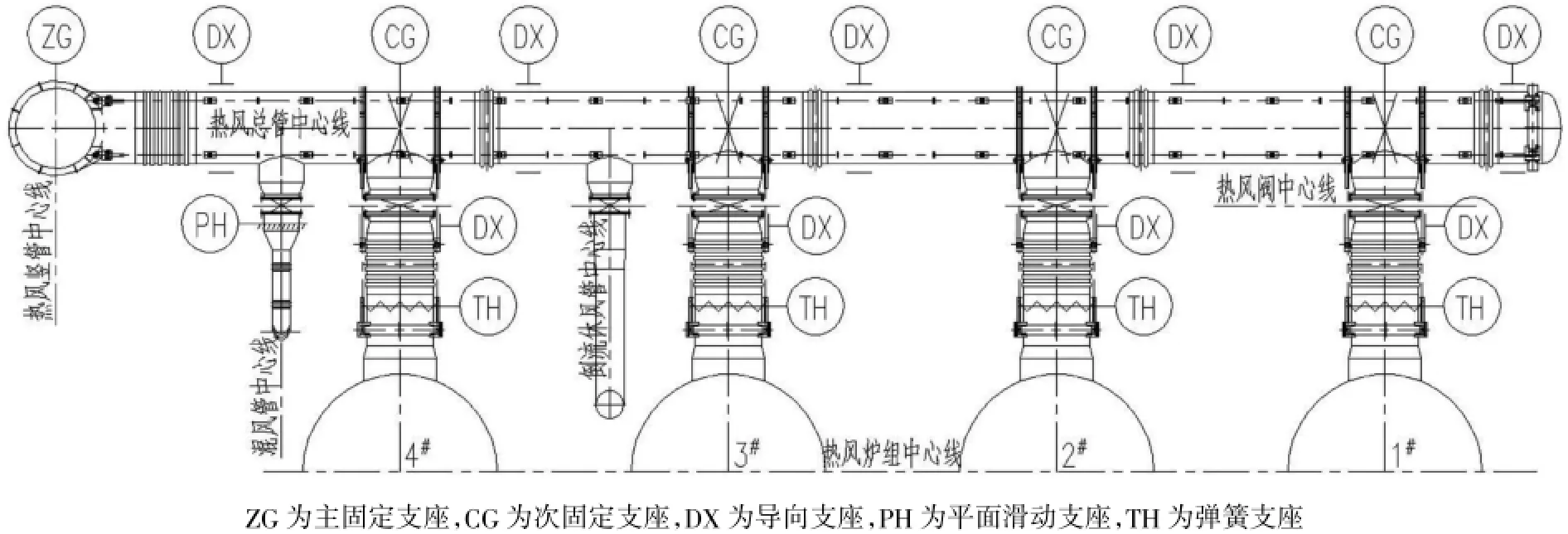
图1某顶燃式热风炉热风总、支管布置图
(1)热风出口设置在燃烧器下部,热风支管上设置有高温自由复式型波纹补偿器,安装于热风出口与热风阀之间,这样就能吸收支管的轴向膨胀和由于热风炉炉体受热上涨对其产生的横向位移;
(2)在每个热风支管与总管三岔口处设置次固定支座,在每两个固定支座之间和总管端部各设置一套高温轴向型波纹补偿器,并设置跨越所有热风支管的全程大拉杆[3],这样能将热风总管的膨胀限制在两座热风炉的支管之间并保证热风支管的中心线固定在一个位置上,同时补偿了拉杆的伸长,各固定支座均不受盲板力。
如果热风出口设置在大拱顶下部,建议将支管
拉杆座设置到热风炉中心。
3.2 热风管道耐材结构的设计
随着热风压力和温度的不断提高,对热风管道耐材结构设计的要求也越来越高,砖衬设计不仅要考虑结构的整体性,还要考虑各向膨胀位移所带来的热应力破损。热风支管、总管、围管内的上半部工作层宜采用带凹凸卡槽的结构以提高整体稳定性。热风出口和各三岔口宜采用组合砖砌筑,同时加厚工作层砖衬和将管道上半圈部分隔热耐火砖改为重质浇注料来增强其抗应力性,热风总、支管三岔口衬里加厚结构示意图如图2所示。
热风管道波纹补偿器处工作层耐火砖、隔热耐火砖均采用特异型砖,并且在膨胀缝处增设导流保护砖,如图3所示,这样能增强波纹补偿器处砖衬的整体稳定性和有效防止膨胀缝内填充的陶瓷纤维毯被气流冲刷走。热风管道膨胀缝可参照波纹补偿器处膨胀缝的设计方式,整体性更好,能有效控制膨胀缝的宽度。

图2两种热风总、支管三岔口衬里加厚结构示意图

图3波纹补偿器衬里构造示意图
热风管道整体砌筑结构为下部240°区域砖衬采用交错砌筑,垫陶瓷纤维挡火板;上部120°区域采用环砌,垫耐温1200℃以上的陶瓷纤维毯。两隔热层砖间环缝采用油纸隔开,隔热层砖与工作层砖间的环缝,下半圆用油纸隔开,上半圆夹入~6 mm厚的陶瓷纤维毡。
3.3 热风管道耐材种类的选择
近年来,由于我国炼铝行业的快速膨胀发展,优质铝钒土矿多已被炼铝行业或地方政府征用、占用,耐火材料用优质高铝钒土资源已近枯竭,不多的高铝钒土熟料(包括均化料)价高货紧,低蠕变高铝砖的生产已近“无米下锅”,在目前价格被招标压得很低情况下,难以采购到真品[4]。为达到设计要求的指标,耐材厂家生产低蠕变高铝砖时主要是通过加入膨胀剂,在莫来石的反应结束时,其抵消收缩的作用将失效,抗蠕变能力大大降低。由于国内低蠕变高铝砖质量难以得到保证,建议热风管道三岔口、波纹补偿器区域采用红柱石砖,其余部位采用红柱石高铝砖。红柱石高铝砖理化指标如表1。

表1 红柱石高铝砖(HRL-55)理化指标
较同级别低蠕变高铝砖,红柱石高铝砖更具价格优势。热风管道膨胀缝处填料建议采用耐温1400℃以上的晶体纤维毯,避免了填料长时间在高温环境下失效发生串风。
4 热风管道砌筑和烘烤
4.1 热风管道砌筑
热风管道施工质量的好坏将直接影响其使用寿命,管道砌筑时需严格按国家相关标准和图纸要求施工,灰缝大小和饱满程度要严格控制,砌筑时需先从热风出口、三岔口、热风阀接口和波纹补偿器处开始,严禁在这些部位合门。组合砖砌筑是重、难点,砌筑时必须遵守一个原则、坚持五个严格和一个严禁的操作方法。即遵守按组合砖组装图“对号入座”依次砌筑的原则;严格保证组合砖底部标高和水平度,严格控制十字中心线,严格控制砌体椭圆度,严格控制砌筑砖缝,严格做好质量检查和交接班工作;严禁在砌筑过程中随意加工任何一块子砖[5]。砌筑过程中还需做好质量记录。
4.2 热风管道烘烤
现热风管道的砌筑多采用磷酸盐泥浆,磷酸盐泥浆硬化温度为~350℃。耐火砖热应力随温度差增加而变大,但在1000℃以上高温下,耐火砖失去弹性,而变成塑性体,应力消失,因此在1000℃以下膨胀被限制时产生的应力必须引起重视[6]。建议烘热风管道温度达1000℃以上。
5 结论
热风管道系统破损原因较为复杂,热风管道长寿是一项系统工程,合理的管道设计是基础,优良的耐材质量是保证,精细的管道施工是关键。热风管道设计时应运用热力学、材料力学和材料学对管道进行分析,使管道有序膨胀、膨胀可控,优化应力集中部位砖衬结构,增强砖衬的抗应力性,合理选择耐材种类,使管道“物美价廉”。
[1]丁汝才,温太阳.首秦高风温热风炉热风管道长寿维护实践[C]//中国金属学会炼铁分会.高炉长寿技术和高风温热风炉技术研讨会论文集.北京:中国金属学会,2012:327-331.
[2]唐耀,赵瑞海,罗志红等.高风温热风炉热风管系设计理念的探讨[C]//中国金属学会炼铁分会.高炉长寿技术和高风温热风炉技术研讨会论文集.北京:中国金属学会,2012:276-280.
[3]陈秀娟,王永涛,吕宇来,吴启常.顶燃式热风炉盲板力问题分析[J].炼铁,2012,31(03):19-22.
[4]李庭寿.我国热风炉及耐火材料的技术发展与建议[R].大连:中国钢铁工业协会,2010.
[5]武汉威林炉衬材料有限责任公司.高炉砌筑技术手册[M].北京:冶金工业出版社,2006:274-283.
[6]项中庸,王筱留,等.高炉设计——炼铁工艺设计理论与实践[M].北京:冶金工业出版社,2007:524-530.
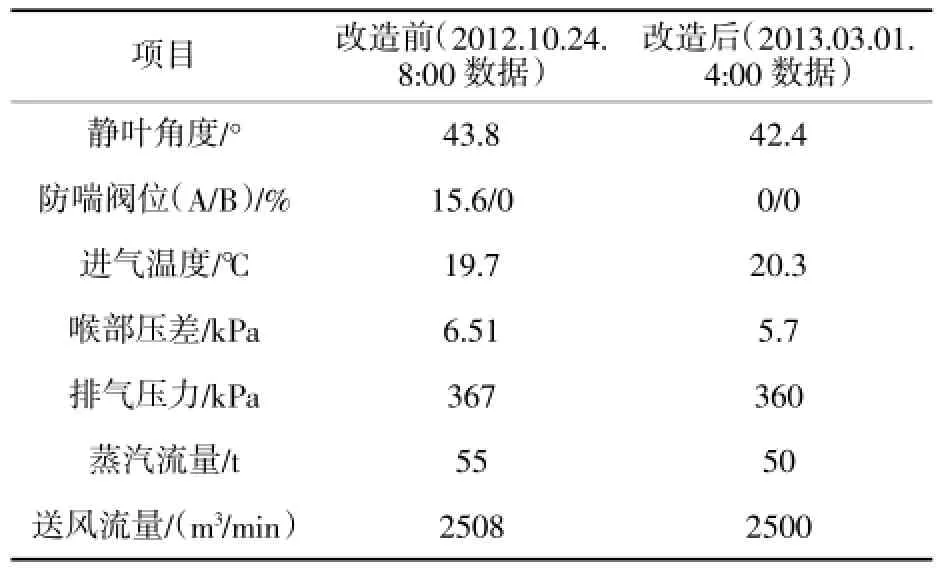
表5 改造前后最接近的两组数据对照
由表5可看出,在改造后所选点输出风压风量和原数据基本一致的工况进行对比的情况下,耗用蒸汽流量有较大的下降,节能效果明显。达到预期目标。
按表5计算,在进气温度为20℃左右的工况下,消耗蒸汽量下降约4~6 t/h,保守按4 t/h蒸汽节省量计算,对应目前蒸汽用于发电的情况,平均1 t蒸汽可发电230~240 kWh,则每小时节省的蒸汽可发电900 kWh,按0.6元/kWh计算,则每小时创造经济效益在540元,每天创造经济效益在12960元以上。一月创造经济效益39万元。
6 结束语
在2012年12月26日改造后风机投入运行以来,自2013年2月风机进入全风状态后,两个防喘阀基本处于全关状态下运行,减少了放风带来的能源浪费。防喘线随进气温度实时变化,使机组在节能运行的同时得到了有效的保护,达到了改造的预期目标。
同时在改造后,防喘阀正常生产时处于全关状态,消除了原运行状态中产生的大量噪音,社会效益也非常明显。因放风带来的防喘阀等设备损耗(防喘阀在有部分放风时振动较大)也同时减少。
由以上可见,经过此次成功的风机自控系统升级改造,风机耗能有了显著地下降,达到了预期的目的。
收稿日期:2013-12-09
作者简介:王麟(1980-),男,湖北工业大学电气工程硕士,电气工程师,维修电工技师。
Long Service Life Design of the Hot-air Pipes of Top-combustion Stove
TENG Shuman,FENG Fei,YAN Ming,HUANG Peizhen
(Guangxi Huarui Iron and Steel Project Design&Consultation Co.,Ltd.,Liuzhou,Guangxi 545002,China)
The damage mechanism of hot air pipes of top-combustion stove is analyzed, opinions are given about design of the pipe lining structure and selection of refractory types and suggestions are put forward for masonry work and baking of the hot air pipes,to ensure safe operation and long life service of the pipes.
top-combustion stove;hot air pipe;long life;design
TF066.3
B
1006-6764(2014)05-0052-04
2014-02-17
滕树满(1964-),男,毕业于武汉科技大学冶金机械专业,高级工程师,现主要从事钢铁行业设计管理工作。
猜你喜欢
山东冶金(2022年1期)2022-04-19
商品与质量(2021年43期)2022-01-18
湖南电力(2021年4期)2021-11-05
天津冶金(2020年2期)2020-04-24
山东冶金(2019年3期)2019-07-10
中国特种设备安全(2018年11期)2019-01-08
电子制作(2017年2期)2017-05-17
现代工业经济和信息化(2016年2期)2016-05-17
电站辅机(2016年4期)2016-05-17
通信电源技术(2016年1期)2016-04-16
