
流动床TM(MBBRTM)生物膜工艺在污水处理中的运用
2014-02-26 09:25:02薛萍乐山高新区管委会环保局乐山61400
化工管理 2014年14期
薛萍(乐山高新区管委会环保局 乐山61400)
一、企业概况
XX医药生产企业拥有抗生素、合成药、中药、保健药、兽用药等系列产品,具有年生产两千余吨土霉素、链霉素、新霉素、庆大霉素等抗生素原料药、3亿支水针剂、1亿支粉针剂、15亿片剂、1亿粒胶囊、冲剂及制药机械120多个品种的生产能力,是国家重点抗生素药品生产基地。
二、抗生素生产废水来源
生物发酵类抗生素生产工艺流程如下:
菌种→孢子制备→种子制备→发酵过程→发酵液→预处理及过滤→提取过程→精制过程→成品检验→成品分包装→出厂检验
一般说从菌种到发酵属于“生物合成”,即发酵;从发酵液预处理到精制则属于“化学工程”,即提炼。抗生素生产的发酵、分离、提取和精制等过程都产生高浓度的有机废水[1]。
抗生素生产废水主要包括以下几个部分:
1.高浓度废水
高浓度废水包括提取废水、发酵废液。提取废水是指经提取有用物质后的发酵残液,所以有时也叫发酵废水,含有大量未被利用的有机组分及其分解产物,如果不含有最终产品,BOD5一般在1500—13000mg/L之间。
2.洗涤废水
洗涤废水来源于发酵罐的洗涤、分离机的清洗和其他清洗工段及清洗地面等。水质一般与提取废水(发酵残液)相似,但浓度低,一般CODCr在500—2500mg/L、BOD5在200—1500mg/L。
3.其他废水
抗生素制药厂大多有冷却水排放,一般污染物浓度不大,可直接排放。有些制药厂还有酸、碱废水,经简单中和后可达标排放。
三、抗生素废水的水质特征
抗生素废水因品种交替,生产计划变更或生产事故以及提取生产本身分批操作等原因,废水的水质、水量随时间的变化很难控制,造成废水水量、水质波动较大。影响该类废水处理的主要水质特征如下:
1.CODCr浓度高
CODCr浓度高达3000—80000mg/L,主要为发酵残余基质及营养物、溶媒提取过程的萃取余液、经溶媒回收后排出的蒸馏釜残液、离子交换过程排出的吸附废液、水中不溶性抗生素的发酵过滤液以及染菌倒罐废液等。
2.SS浓度高
废水中SS浓度高达500—25000mg/L,主要为发酵的残余培养基质和发酵产生的微生物丝菌体。
3.难降解
废水中含有微生物难以降解甚至对微生物有抑制作用的物质。发酵或提取过程中因生产需要投加的有机或无机盐类,如破乳剂PPB(十二烷基溴化吡啶)、消泡剂泡敌(聚氧乙烯丙乙烯甘油醚)以及黄血盐(K4[Fe(CN)6·H20])、草酸盐及生产过程中排放的残余溶媒(甲醛、甲酚、乙酸乙酯等)和残余抗生素及其降解物等,在废水中这些物质达到一定浓度会对微生物产生抑制作用。
4.硫酸盐浓度高
如链霉素废水中硫酸盐含量为3000mg/L左右,最高可达5500mg/L,青霉素废水为5000mg/L以上。
5.水质成份复杂
废水中含有中间代谢产物、表面活性剂和提取分离中残留的高浓度酸、碱和有机溶剂等原料,成份复杂,易引起pH波动,影响生化处理效果。
四、企业生产废水状况
生产废水水质水量如下所示:

表1 企业生产废水状况表
已建成一座日处理能力为6000吨的制药废水处理站,废水经酸化调节池,SBR工艺池(6个单体,总池容6900立方米),接触氧化池(3个单体,总池容1200立方米),气浮工序处理后排放,但由于经过SBR工序后废水生化比下降至0.2左右,故造成接触氧化池挂膜困难,处于闲置状态。工艺流程缩短后,排放废水只可达到《污水综合排放标准》(GB8978-1996)中的二级排放标准。
SBR池排放出水年均指标如下:


图1 废水处理原工艺图
五、工艺运用
为达到《发酵类制药工业水污染物排放标准》(GB21903-2008)排放,企业采用挪威安能国际的流动床TM(MBBRTM)生物膜工艺对接触氧化工艺进行了改造。
1.MBBR工艺简介
流动床TM生物膜工艺运用生物膜法的基本原理,充分利用了活性污泥法的优点,又克服了传统活性污泥法及固定式生物膜法的缺点。技术关键在于研究和开发了比重接近于水,轻微搅拌下易于随水自由运动的生物填料。生物填料具有有效表面积大,适合微生物吸附生长的特点[2]。填料的结构以具有受保护的可供微生物生长的内表面积为特征。当曝气充氧时,空气泡的上升浮力推动填料和周围的水体流动起来,当气流穿过水流和填料的空隙时又被填料阻滞,并被分割成小气泡。在这样的过程中,填料被充分地搅拌并与水流混合,而空气流又被充分地分割成细小的气泡,增加了生物膜与氧气的接触和传氧效率。
2.改造后工艺流程简述

图2 改造后污水处理工艺图
MBBR池:改造池池容800立方米,日处理量6000吨生产废水,投加安能国际的K3型填料400立方米;新增L41LD、30KW风机三台;安装卡能士曝气系统和出水装置;
主要工艺参数:
——BOD5面积负荷:5g/m2·d
——气水比:5.5:1
3.MBBR生物膜的培养
根据流动床生物膜的特点,在一定温度(不低于15℃)和满足DO(DO:5mg/L)的前提下,进行生物膜的培养工作。
(1)初期生物培养
采用连续挂膜法进行系统挂膜,即将原工艺SBR段的泥水混合液排入生物流化床系统,循环1-2次后即连续进水,并使进水量逐步增大。这种挂膜法由于营养物供应相对较好,只要控制挂膜液的流速,即可保证微生物的吸附。待挂膜后再逐步提高水力负荷至满负荷[2]。
为能尽量缩短挂膜时间,以监测数据为依据,按需投加了一定量的氮肥及磷肥,保证C:N:P比在100:5:1,并通过调整SBR工艺段,保证进水CODCr稳定在700mg/L左右同时。
在挂膜过程中,采用镜检方式观察到在挂膜初期附着在载体上是单个的累枝虫和钟虫,而菌胶团附着量很少。这个时期由于菌胶团与载体之间相合力较弱,附着上的菌胶团容易再次被冲离载体表面[4]。
(2)后期生物培养
在接种已完成的情况下,结合水质状况调整了进水量、及营养比,逐步培养出了一定数量的菌体。采用镜检方式观察到生物相的变化为:生物膜逐步成熟,轮廓较为平滑;在生物膜生长的成熟期还观察到有轮虫、线虫等较高等的微型生物存在。原生动物以生物膜上的微型生物或细菌为食,具有松散生物膜,抑制生物膜的过度增厚,促进生物脱落等功能,可使生物膜不断更新,经常保持良好的活性和净化功能。此时形成的成熟生物膜密实、淡黄色、透明[3]。
(3)数据分析(4)运行中的问题及其排除
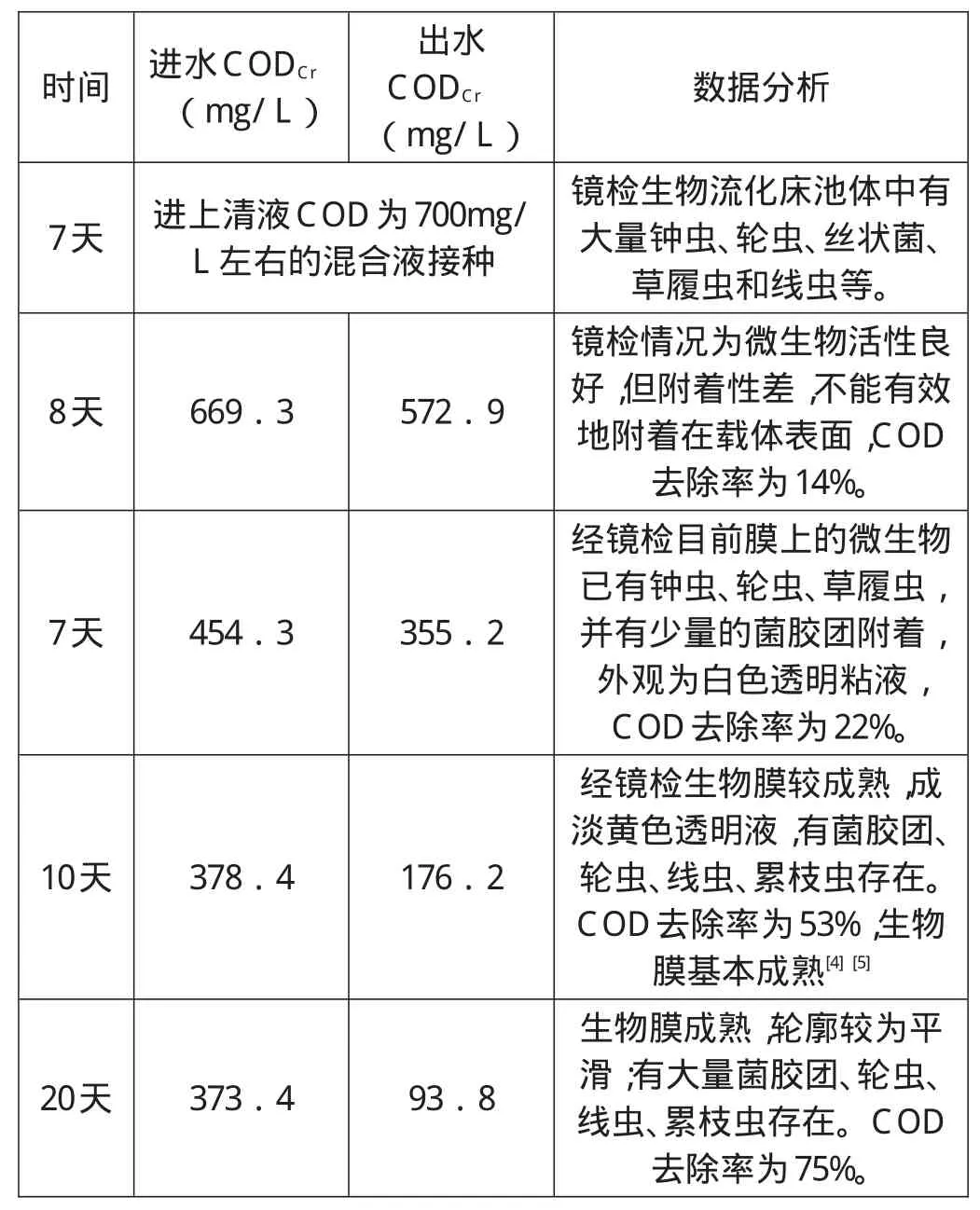
表2 数据分析表

表3 运行问题及排除表
通过调试期的实际工作,确定运行不稳定与上表所列的因素有关并提出以下解决办法:
A、pH/碱度:PH值太高或太低都会抑制微生物的活性。当PH值回到正常后,通常需要几天才能回到正常的处理效果。
B、溶解氧浓度(DO):溶解氧浓度对有机物和氨氮的去除都很重要。
C、营养:营养物(氮和磷)的浓度很重要。
D、毒性:抑制物的类型和浓度决定抑制的程度。多数抑制物来源于工业污水。如果怀疑有抑制物情况,应该进行彻底的检测。
E、机械问题:机械问题会以多种方式导致工艺的不稳定运行,应建立定期检查制度。
F、污水水质及组成:污水成分会随时间而变化。如果运行不稳定不是以上原因所致,应该检查污水的成分是否与设计时不同。
(5)技改工程结果
经过近两个月的工艺调试,企业排放废水COD值达到《发酵类制药工业水污染物排放标准》(GB21903-2008)标准,即COD-c r≤100mg/L,生物流化床工艺段COD的去除率在75%左右。
出水年均指标如下:
COD:80mg/L;BOD:20mg/L;NH4-N:15mg/L;SS:40mg/L;PH:6.8结论
1.抗生素废水的水质特征复杂,主要有CODCr浓度高、SS浓度高、难降解、硫酸盐浓度高、水质成份复杂等特点。抗生素废水的这些复杂特征也相应地增加了的其处理的难度,提高了其处理工艺技术的选择要求。
2.MBBR反应器具有推流反应器和完全混合反应器的特征,这种接触反应流态使反应器中微生物分级明显,有利于形成高级种群、种属的微生物,又能强化污染物、生物膜、溶解氧之间的传质并使微生物不断更新维持较高的活性。
3.SBR+MBBR工艺,对于处理抗生素废水具有相对显著的处理效果,COD设计去除率高达90%以上,出水水质可以达到《发酵类制药工业水污染物排放标准》(GB21903-2008),企业排放废水实现达标排放。
[1]俞文和主编.新编抗生素工艺学[M].中国建材工业出版社,1996年9月.
[2]谢冰,徐亚同编著.废水生物处理原理和方法[M].中国轻工业出版社,2008年5月.
[3]周平,钱易.内循环生物流化床反应器的理论分析[J]环境科学,1995,16(2):88-90.
[4]黄晓东,于达丰、王占生,等受污染珠江水源水的生物处理事宜研究[J].给水排水,1998(.7):35-37.
[5]李亚新、候建荣生物砂滤池处理微污染原水工艺特性研究[J].给水排水,1997,(7):,6-9.
猜你喜欢
现代临床医学(2021年5期)2021-11-02 05:21:18
昆明医科大学学报(2021年4期)2021-07-23 01:22:08
潍坊学院学报(2020年2期)2021-01-18 07:02:00
材料科学与工程学报(2016年2期)2017-01-15 13:34:49
石油化工建设(2016年4期)2016-02-27 15:03:14
化工进展(2015年3期)2015-11-11 09:18:15
环境科技(2015年3期)2015-11-08 12:08:34
环境科技(2015年4期)2015-11-08 11:10:48
中华皮肤科杂志(2014年4期)2014-12-19 12:55:59
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12 05:15:34
