
Advantage™ NTT®概念
——注重质量、能耗和灵活性的生活用纸生产新技术
2014-02-22 01:27SvenerikOlsson维美德
生活用纸 2014年19期
Svenerik Olsson 维美德
Advantage™ NTT®概念
——注重质量、能耗和灵活性的生活用纸生产新技术
Svenerik Olsson 维美德
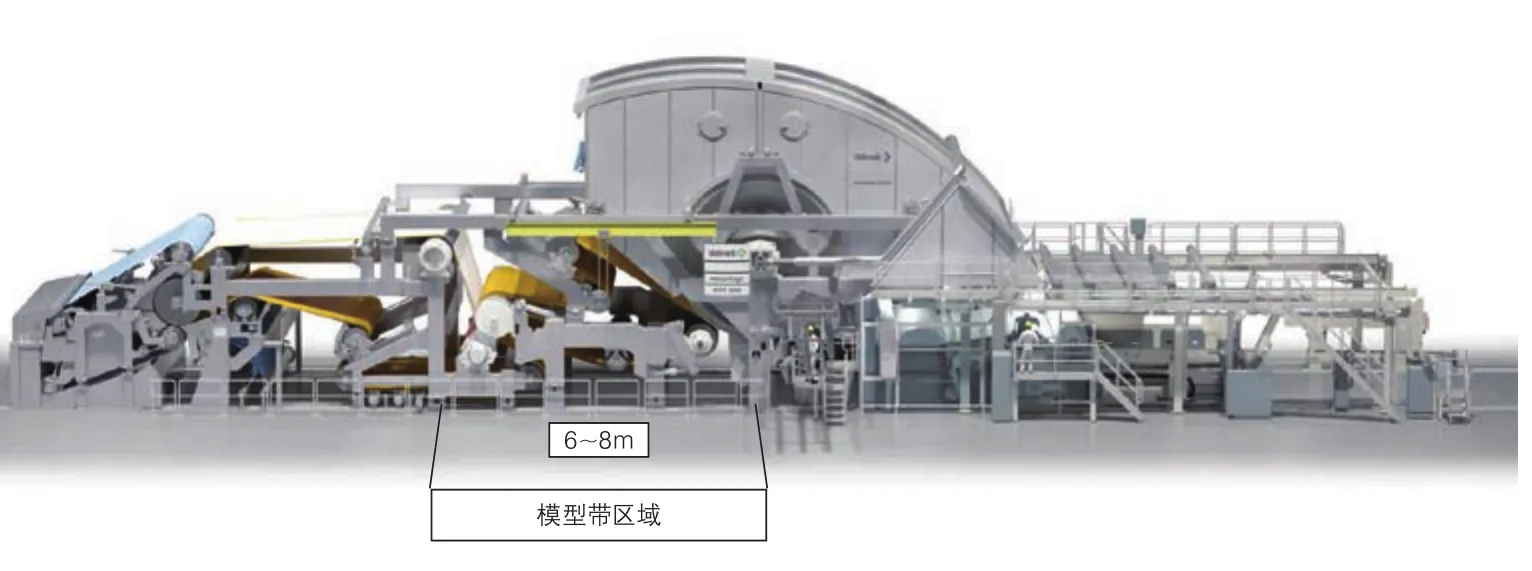
图1 NTT纸机模型带示意图
维美德为生活用纸生产提供3种方式:最基本的一种是大家熟知的干法起皱方式:纸幅经过压榨后在扬克缸上起皱;另一种TAD(热风穿透)技术,纸幅成形后,热风在大型蜂窝辊内穿透纸幅和成形网对纸页进行干燥。TAD产品具有优异的柔软度和吸水性,但是能耗很大;第三种是NTT技术,其纸页特性接近TAD产品,能耗和DCT持平或更低。
NTT概述
维美德公司Advantage NTT是一项灵活的工艺技术,它将低能耗和高品质结合起来,可以生产高松厚度的纸张,与此同时,将能耗降至传统干法起皱卫生纸的水平。NTT纸机的关键部件就是独立的NTT模型带,使它能在平纹和塑纹模式之间切换,而模型带的更换只需要4h。因此NTT纸机能够生产高松厚度
的塑纹纸或传统的干法起皱生活用纸。使用平纹模型带生产的生活用纸和DCT纸机类似;使用塑纹模型带生产的生活用纸,其松厚度高、吸水性强。
NTT纸机上所用的功能单元都已经在维美德的纸机上得到广泛验证。纸幅在压榨区获得塑形纹路,然后通过模型带传递到扬克缸,干燥后塑纹保持不变。因为在干燥期间,塑纹特性一直保持,所以最终的松厚度、柔软度和吸水性都比传统的干法起皱产品高。

图2 Advantage™ NTT®纸幅路径
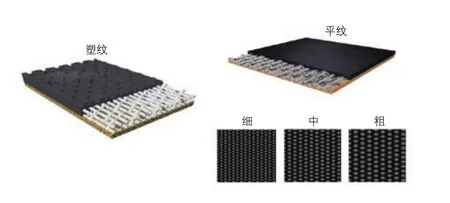
图3 各种模型带
NTT模型带具有很好的耐磨性,不同纸种可以选用不同图案的模型带。模型带上的图案采用激光雕刻,形式多种多样,是细压花工艺无法实现的;使用平纹模型带能够生产出没有塑纹的纸页,能耗最低,松厚度优于传统的干法起皱纸。图3列举了几种图案,但也可以是完全不同的设计,如直线或波纹。模型带的纹路可以分为细、中和粗3种。细模型带适用于提高松厚度,粗模型带设计用于擦拭纸和高松厚度产品。
2013年7月,首台NTT商业纸机在墨西哥成功运行。购买方San Francisco公司曾购买过3台维美德的DCT纸机,运行优异。这次项目中,他们决定投资建造一条最新的生产线,既能生产高档生活用纸,也能高效地生产普通产品。公司使用这台2.7m幅宽的NTT卫生纸机,创造了日产170t的新纪录。
不同机型成纸特性对比
从图4可以看出,与DCT纸机相比,NTT纸机产品的松厚度有了显著提高,这是研发NTT纸机的目的。DCT纸机生产的传统生活用纸,松厚度低、吸水性差但相应的表面柔软度好。而TAD产品的松厚度和柔软度非常好,但能耗很高,初始投资也相当可观。同样,在手感柔软度和厚度上,这3种纸机生产的产品也有差别(图5),更高的厚度意味着生产相同定量的产品时,NTT比DCT使用更少的纤维。从手感柔软度来说,NTT也要优于传统干法起皱的DCT产品。

图4 4种生产方式成纸松厚度和柔软度的比较
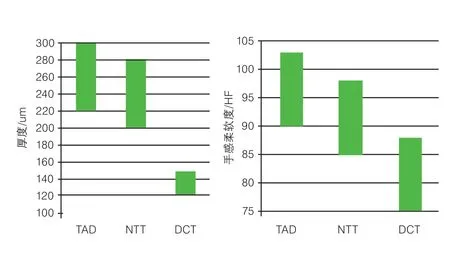
图5 3种机型成纸厚度和手感柔软度分析
图6以DCT纸机生产成本作为基准,比较了TAD、DCT、NTT平纹、NTT塑纹4种生产方式的生产成本。生产相同规格的面巾纸,由于NTT塑纹模式可以提高松厚度,那么就可以在保证每包张数不变的情况下,降低纸页的定量,在生产成本中,纤维是单项最大的成本,节约用浆将会带来最大的成本降低以及更多的产品利润。
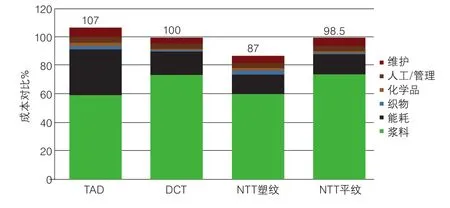
图6 4种生产方式成本对比
与其他纸机相比,NTT工艺流程是非常节能高效的。正如我们所知,到目前为止,与任何热能干燥方式相比,压榨仍是去除水分的首选途径。使用NTT塑纹模式,可在获得高压后干度的同时收获高松厚度。图7显示在干燥将要开始时,TAD、DCT和NTT纸机成纸的松厚度和干度之间的关系,产品均为18g/m2的卫生纸原纸。可以看出,NTT卫生纸的松厚度略低于TAD产品,但干度要高得多。图中的TAD纸机使用了较密的织物,柔软度好,没有压光或轻微压光。但如果使用较疏的织物生产该产品,通常需要经过压光才能获得较好的柔软度。
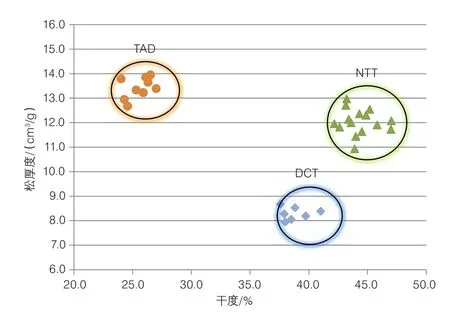
图7 当干燥开始时,不同机型纸页的松厚度和干度对比

图8 不同机型的纸幅和扬克缸接触面积比较
通常将生活用纸的质量等级分为4类:基本、标准、优异和超优异。目前的大多数DCT纸机能够生产质量非常高的生活用纸,从基本到优异都可以涵盖。超优异的生活用纸被定义为高松厚度和高柔软度的卫生纸,以及高松厚度和高吸水性的擦拭纸。TAD产品被消费者认为是超优异的。根据定量和模型带设计的不同,与标准DCT纸机相比,NTT塑纹模式产品的松厚度能够提高50%~80%。使用NTT纸机的经验是不需要压光。由于和扬克缸接触的面积增加,柔软度得到了提高。TAD纸机使用标准TAD织物,其接触面积(也叫关节面积)约为20%~25%(如图8所示),这意味着75%的纸页未经压榨。使用NTT塑纹模式,模型带的接触面积在30%~70%
之间。标准的塑纹模型带典型值约为55%~65%。接触面积的增加引起了起皱效果的提高,从而带来了柔软度的提升。
为什么NTT纸机能够在塑纹模式下生产柔软的纸页,其中一个因素是带图案的模型带,它和扬克缸较多的接触面积,保证了良好的连接性,在接触面积上的起皱过程也得到了高度控制,从而提高了产品的表面性能,这点和DCT工艺相似。没有接触的面积,即“口袋”,提高了松厚度。结构成形的纸幅拥有高柔软度、高松厚度,同时具有卓越的抗张强度。通常横向强度较高意味着高松厚柔软度。与TAD产品相比,模型带中的凹陷部分使NTT纸幅中的纵向强度和横向强度提高。图9表明了接触面积保证了表面光滑度,而凹陷设计保证了松厚柔软度。生产低定量产品时,情况会有所不同。例如生产面巾纸时,通过增加一个纤维成形的方向以提高松厚柔软度。

图9 与扬克缸接触的一面产生了表面光滑度,与模型带接触的一面产生了松厚柔软度
成本分析
当计算运行成本时,NTT的压后干度较高是一项优势,但不是全部优势。例如,NTT纸机的真空需求量和DCT纸机处于同一水平,但与TAD纸机相比,其真空消耗量要低25%。
当使用18ft的扬克缸和标准扬克缸气罩时,NTT纸机在平纹模式下,较高的压后干度能够保证产能提高。当生产高定量产品时,干燥能力往往是提高产量的瓶颈,而这正是NTT概念的巨大优势。总的来说,每提高一个点的压后干度,可以降低4个点的干燥能耗,这就是4∶1的节能效果。将DCT纸机的42%干度提高至NTT平纹模式下的50%干度,产能就可以提高30%。经过计算,对于一台NTT100纸机,利用其最大的干燥能力,产能可以达到180t/d。如果将此标准化计算,幅宽为1m可以达到65t/d的产能,见表1,没有一台DCT纸机能够达到NTT的产能。

表1 DCT纸机和NTT纸机的产能
NTT纸机产品的定量范围很大,特别是与其他的多功能纸机相比。得益于纸机产能高,基本上没有干燥能力瓶颈,高定量产品能够生产,低定量产品也能运行。维美德中试纸机已经成功地运行过低定量产品,论证了12g/m2产品的生产可行性。
总结
NTT的技术特点:
● 仅需几小时,就可在塑纹和传统干法起皱之间切换;
● 平纹模式下产能极高,每米幅宽产能可达到65t/d,例如NTT100纸机的产能可达到180t/d;
● 塑纹纸的松厚度和柔软度优于DCT产品,接近TAD产品;
● 激光刻蚀的NTT模型带赋予了生产商设计图案极大的自由度;
● NTT塑纹产品的压花效果同时具有装饰性和粘连性,能够提高后加工的效率,同时也减少了后加工生产线的总投资;
● 塑纹纸最终产品能够节浆10%~30%;
● NTT纸机扬克缸纸幅传递后的干度为42%~50%,能耗较低;
● NTT纸机易操作,生产效率高,产能高。
(张凯译,钟颖整理)
猜你喜欢
生活用纸(2022年12期)2022-12-11
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
生活用纸(2017年3期)2017-03-24
当代化工研究(2016年7期)2016-03-20
橡胶工业(2015年3期)2015-07-29
中国造纸(2014年1期)2014-03-01
中国造纸(2014年1期)2014-03-01
中国设备工程(2014年1期)2014-02-28
