TT SYD钢制扬克缸的实际应用和现场体验
2014-02-20 05:13:54PaoloRaffaelli
生活用纸 2014年13期
Paolo Raffaelli
TT SYD钢制扬克缸的实际应用和现场体验
TT SYD Steel Yankee Dryer
Paolo Raffaelli

介绍
扬克缸是干燥部的主要组成部分,也是确保生活用纸质量的关键设备。扬克缸和气罩的共同作用决定了纸幅的干度,因此它对纸厂的生产能力有着重要影响,确切地说,如果想要获得较大的热交换能力,它影响更大。纸幅的干燥也是个热能密集的过程,扬克缸的某些区域具有节能的巨大潜力。
历史
纸机用钢制烘缸的制造始于上世纪60年代初。自此以后各公司制造了1,200多台钢制烘缸,在制造、工艺和故障排除等方面,积累了大量的参考数据。
1999年,钢制烘缸被广泛应用,同时一些公司开始使用有限元法(FEM)和3D技术等现代化分析手段,设计和检验钢制扬克缸的结构。
一年后,第一台直径为2,500mm的加肋钢制扬克缸的原型被制造出来了,并经过运行测试。两年后,第一台直径为3,660mm的钢制扬克缸成功投入运行;2006年第一台直径为4,572mm的钢制扬克缸投放市场,而2010年第一台直径为4,876mm的钢制扬克缸被安装就位。
如今,10多年的经验和现场数据有助于设计更先进的钢制扬克缸,在技术上,可供使用的钢制扬克缸直径可高达5,486mm,最大缸体宽度可达7,200mm,并符合美国机械工程师协会(ASME)、欧洲压力容器标准(PED)、中国特种设备标准(CSEI)和日本工业标准(JIS)等制造标准。现有的技术背景、现场数据以及有效的制造流程有助于进一步优化扬克缸的设计、制造和工艺。
设计和制造
钢制扬克缸的制造从设计、3D示意图确定和利用有限元法(FEM)分析开始,在运行时,缸体产生的应力和变形都是承受的负载和受到的制约造成的。下列条件评估一般适用于任一扬克缸:
● 工作条件:评估扬克缸运行状态下的应力和排汽量。
● 损纸条件:在这种配置下扬克缸不与湿纸幅接触。
● 流体检验条件:评估扬克缸在流体检验条件下的应力和排汽量。
利用应变仪和排汽量测定法进行实验室检测,验证理论分析。
在纯惰性气体环境中,使用合格的钢板和螺栓、经验证的几何结构和自动化的制造工艺,还有在制造钢制扬克缸的不同阶段进行质量、尺寸和无损检验,这些都确保了钢制扬克缸最终能达到相应规范和工艺要求的质量标准。
定期进行检验
钢制扬克缸运行时现场测量和控制的数据将继续为这种设备的进一步发展积累经验。
到目前为止,几乎所有已安装的钢制扬克缸都进行了定期检验。建议定期检验应包括以下几个方面:
● 用传统方法(MT、UT、其他无损检验)进行检验,以及用最新一代仪器(即相控阵检验仪)对所有结构焊缝和螺栓以及压力最高区域进行检验。
● 冷凝水排出系统检验。
● 金属镀层检验。
● 在室温和高温环境下的径向振摆检验。
● 钢制扬克缸在带纸和不带纸情况下的温度横向分布检验。
近10多年的检验数据表明,钢制扬克缸在经过4亿次以上的疲劳周期后,摆幅小于0.05mm。
现场数据和经验概述
钢制扬克缸10多年的应用经验构成了以今天大量有用现场数据为基础的技术和工艺标准。
用钢材代替铸铁可显著降低缸体的厚度,减小热传递阻力。其结果是,钢制扬克缸内的蒸汽冷凝作用大于一般扬克缸和气罩系统,因此干燥能力更大。就能源需求而言,钢制扬克缸是最有效的干燥设备,运行中最大允许工作压力在10bar以内。
已安装的钢制扬克缸证实,在尺寸和操作压力都相同的情况下,钢制扬克缸的热交换率和冷凝能力一般比铸铁扬克缸至少高30%。同样,用钢制扬克缸代替铸铁扬克缸可全面提高纸机的干燥能力。

表1 5.5bar压力下的两种加肋扬克缸比较

表2 7.8bar压力下的两种加肋扬克缸比较
在不同操作压力下,直径4,572mm钢制扬克缸和铸铁扬克缸的干燥效率比较(根据现场数据),见图1:

图1 钢制扬克缸和铸铁扬克缸的干燥效率比较
钢制扬克缸的隔热端盖可提高热效率和节能3%~5%。

图2 钢制扬克缸使用的隔热端盖
通过现场数据可知,理论上计算的热损失是偏低的。图3为直径4,876mm,缸体宽3,995mm的钢制扬克缸在不同隔热层厚度下通过端盖的热损失。
通过热扫描等方法对运行的钢制扬克缸进行现场检测,验证了以上数据。

图3 钢制扬克缸热损失与隔热层厚度的对比
由扬克缸尺寸大小决定的热流量,已确认会随端盖表面温度的显著下降而降低。
TT SYD钢制扬克缸的运行——故障排除
以下为扬克缸最常出现的问题:
● 虹吸管堵塞
● 由于刮刀架定位有误或者其他外部原因(如不均匀或不正确的喷涂)造成金属镀层的不均匀磨损
● 异物通过压区造成的意外损伤
● 纸幅出现湿条痕。
表3给出了锅炉用水一些推荐的水质参数,仅供参考,以维持水在蒸汽发生器的多次循环,水-蒸汽系统通过水-蒸汽管线与钢制扬克缸相连。
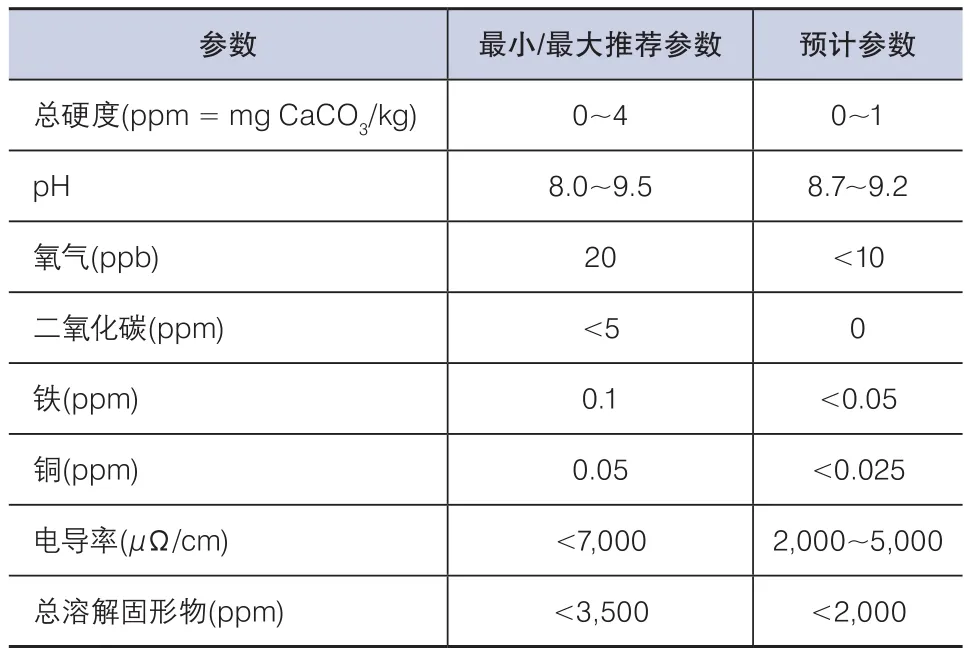
表3 纸厂锅炉用水水质参数
实践经验证明,虹吸管的堵塞经常是由于蒸汽质量差造成的,因为蒸汽质量差有可能会导致扬克缸内部形成过多黑色氧化物(四氧化三铁锈层),并随后发生脱落堵塞虹吸管。
对以上参数进行控制,将可获得最理想的生产条件,即确保黑色氧化物的成形薄而均匀,并牢固地附着于钢制扬克缸的内表面。
在铁氧化量与熔化的氧化物量还没处于均衡状态之前,紧密且附着的四氧化三铁锈层可提高反应阻力,减缓发生锈蚀现象,保持四氧化三铁锈层厚度不变(这种反应是自身限制的)。实际上,四氧化三铁锈层是防锈蚀层。
图4为自2000年以来一直在运行的加肋钢制扬克缸内表面相片。检查时发现其内表面牢牢地附着一层均匀且薄的黑色氧化物。这层氧化物保护烘缸内表面不被锈蚀,制造时机械工具留下的痕迹仍清晰可见。

图4 加肋钢制扬克缸内表面相片(2011年5月摄)
上述数据是检验锅炉用水质量的标准。另外,为了确保质量参数正确无误,额外的数据还可用于帮助纸厂技术人员准确地对采样点、化学品加入点、用量和种类进行定位。
刮刀架准确定位可有效避免金属镀层和刮刀本身的过度磨损;刮刀过度磨损就得频繁地更换刮刀,这意味着增加了磨刀量,并且还会增加停机时间和减产。影响刮刀寿命的其他重要因素还有缸面涂层的均匀性和化学品混合的均匀性,这两个因素对确保刮刀固有性能必不可少。虽然这些都
是一般性准则,但是还需纸厂受过专业培训的技术人员进行定期检验。

图5 不均匀磨损的蓝钢刮刀
有些时候,纸厂会生产出带湿条痕的卫生纸。在过去10年中已出现了各种各样的案例。红外线技术的使用对根治纸病非常有效。
现场数据表明,在这些案例中,92%都与扬克缸无关。在其余的8%中,湿条痕的产生通常与虹吸管的堵塞有关。虹吸管堵塞是由于蒸汽质量差,导致产生了过多的黑色氧化物,而黑色氧化物随之发生脱落,堵塞虹吸管。
从图6中能观察到带湿条痕的纸卷的温度记录。
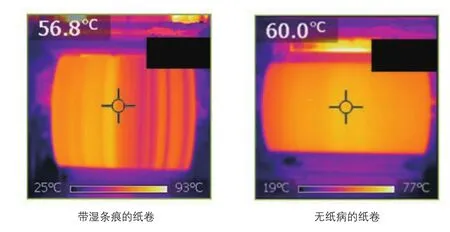
图6 带湿条痕与无纸病的纸卷的温度记录对比
多年以来,异物通过压区造成钢制扬克缸外表面损坏屡见不鲜。在每个案例中,出事后立刻对扬克缸进行检验,检验缸体的结构完整性,并确认结构完整性是否受到破坏。对异物通过区域进行必要的无损检测发现,损坏仅发生在金属镀层上,不会影响扬克缸的运行。钢材的机械性能使其比较脆的铸铁更耐冲击。

图7 螺钉通过压区后真空托辊包胶上出现的伤痕

图8 螺钉通过TT SYD钢制扬克缸压区后缸面出现的伤痕

图9 螺钉通过TT SYD钢制扬克缸压区后缸面出现的伤痕尺寸
结论
上述证据表明,现在已有大量有关钢制扬克缸的制造、运行和故障排除的现场数据。
拥有10多年的经验以及超过90台的应用,如今钢制扬克缸的设计技术已日益成熟,但仍需进一步改进。
(黎的非编译,陈海昌审校)
猜你喜欢
陕西水利(2022年12期)2022-11-30 06:09:58
黑龙江水利科技(2021年10期)2021-10-25 02:29:18
选煤技术(2021年6期)2021-04-19 12:21:58
南京师范大学学报(工程技术版)(2021年4期)2021-02-22 04:03:36
南京师范大学学报(工程技术版)(2021年4期)2021-02-22 04:03:36
有色设备(2020年2期)2020-05-18 06:49:26
山东冶金(2018年4期)2018-09-04 09:52:48
中国核电(2017年2期)2017-08-11 08:01:04
天津造纸(2016年1期)2017-01-15 14:03:26
水利科技与经济(2016年9期)2016-04-22 01:07:40