
Web Tension Regulation of Multispan Roll-to-Roll System using Integrated Active Dancer and Load Cells for Printed Electronics Applications
2014-02-07 12:44ZUBAIRMuhammadPONNIAHGaneshthangarajYANGYoungJinandCHOIKyungHyun
ZUBAIR Muhammad,PONNIAH Ganeshthangaraj,YANG Young Jin,and CHOI Kyung Hyun*
Department of Mechatronics Engineering,Jeju National University,Jeju,690-756 Korea
1 Introduction*
The future of electronic devices is in the form of printed electronics.Printed electronics offer cost effective,flexible,and environmental friendly technology.The conventional lithography,chemical or physical vapor deposition,and etching processes demand special conditions,which make them expensive.Printed electronics uses contact and non-contact printing systems at room temperature and room pressure[1].In contact printing there is roll-to-roll(R2R)system integrated with gravure,offset gravure printing or flexographic printing while non-contact printing include inkjet printing[2].R2R system,also known as the web processing or reel to reel process,offers the scheme for mass production of printed electronics.In R2R system highly regulated web tension is required.The web is the flexible material that can be plastic,paper or a metallic sheet.The web used in this paper is made of polyethylene terephthalate(PET).The R2R based printing system can use gravure,gravure offset,micro gravure,electro hydrodynamics,screen printer or slot die printing system.The PET substrate is dried after printing on it by passing through a drying mechanism.Infrared heating system is installed in this experimental setup for the drying process.The performance of device is dependent on layer thickness and roughness of printed pattern[3].The roughness,thickness,and register error are dependent on the regulation of web tension[4–5].The electronic devices comprise of more than one layer of printed patterns.The alignment of one layer over other is critical as this error known as register error will cause failure of device.Similarly,the roughness and thickness will have to be within certain limits or else the device malfunctions.
Web handling industry has been practicing tension control for a long time in graphics printing,clothes and metal industries but a highly regulated web tension is required for printed electronics.Many researchers[4–29]have explored web tension control.R2R system is a multiinput-multi-output(MIMO),time variant and nonlinear system.There exist strong interactions in between spans of R2R system[6].The change in unwinder and rewinder rolls diameter makes the system time variant.PID control is insufficient for a system with significant variations in system dynamics[7].A two span R2R system modeling,comparison of analytical and tuning control designs was performed by LIU and DAVISON[8].Encoders based motorized register control for graphical purposes was performed by CORKRELL[9].TRAN and CHOI[10–13]used genetic algorithm to tune the back-stepping algorithm for web tension control for printed electronics.PONNIAH et al.tried to reduce the tension disturbances produced by gravure offset printer using fuzzy logic.CHOI,et al[15],studied the nonlinearity of changing roll diameter of winder and unwinder rolls.YOSHIDA,et al[16],implemented PD control for register control for a three span graphical rotogravure printing system.PI speed control scheme was used for control of a three span R2R system with high tension requirements(100 N)by SONG and SUL[17].LEE,et al[18],discussed the variations in web tension caused by high temperature during ink drying process on plastic web,for printed electronics.WANG,et al[19],simulated a single span web tension control using neural networks.PAGILLA,et al[20],used a decentralized control scheme and modeled a two span R2R system as time variant system.KANG,CHEN and SAKAMOTO et al[21–23],modeled and simulated a R2R system as a nonlinear,MIMO and time variant system assuming that there is no slip in between nip rolls and no rotational inertia of idle rolls.The comparison between web tension regulations by using load cells or a dancer system was described by ELBER,et al[24].LIN[25]and OKADA et al[26]accomplished a single span R2R system modeling and observer-based control.VALENZUELA,et al[27],used estimation techniques and a dancer system to control web tension in a paper-processing machine.MCDOW and RAHN[28]proposed an adaptive web tension control using dancer system showing significant reduction of error.Dancer modeling and effects of active and passive dancers have been studied under different control algorithms in Refs.[29–30].
In this work,web tension control for printed electronics,was achieved by a combination of load cells and active dancer system for a three span R2R system.Decentralized multi-inputs-single-output(MISO)Artificial Neural Networks was used to control motors and active dancer pneumatic cylinder.The neural networks backpropagation algorithm was written in National Instruments LabVIEW®environment by using regularization and variable learning rate.A two-step neural network control was implemented on dancer to estimate the position of dancer corresponding to tension error in span and a position control to move the dancer to the specified position with the help of position feedback by a potentiometer.The adaptive,nonlinear and multi-input scheme of neural networks copes with the nonlinear,MIMO interactions in between the spans of multi-span the R2R system.
2 Roll-to-Roll Printing System
2.1 Experimental setup
The R2R system consists of four spindles coupled to AC servo motors housed in industrial machine frame.The spindles are unwinder,infeeder,outfeeder and rewinder.The web unwinds at the unwinder.The infeeder act as the master speed control and is responsible for the speed of the web in R2R system.Infeeder is run on velocity control mode.The outfeed moves the web to rewinder.Rewinder rewinds the web.The R2R system with all its parts is shown in Fig.1.
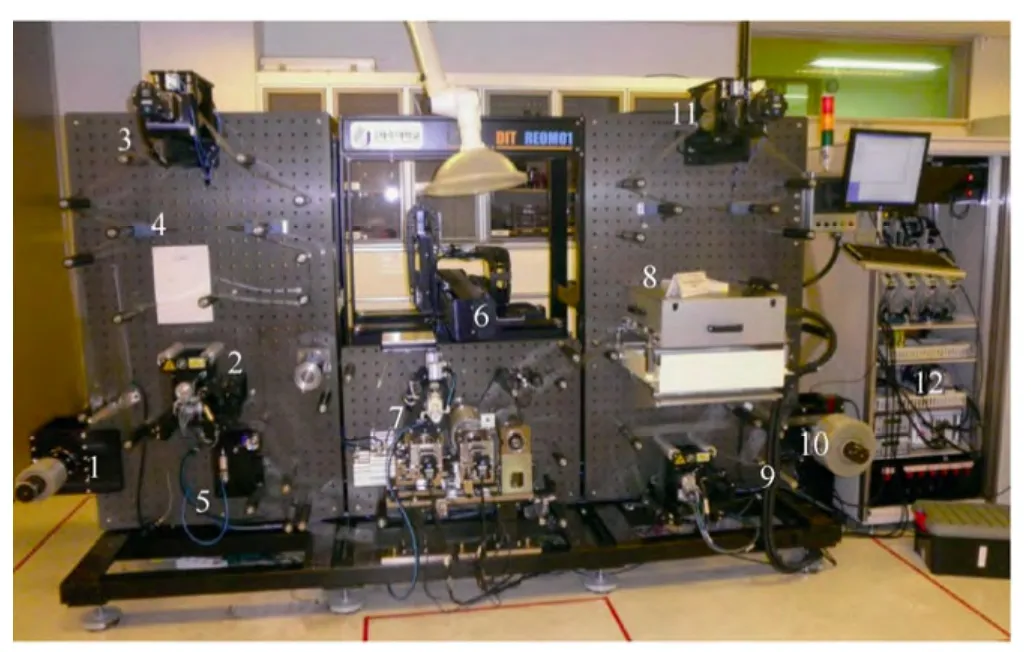
Fig.1.Roll-to-roll system
A span is the length of web in between two driven rolls.First span of R2R system is comprised of web from unwinder to infeeder.The second span is Web from infeed to outfeed.Third span extends from the outfeeder to rewinder.Second span is also known as process span as the printing systems including slot die,electro hydrodynamic printing and gravure offset printing systems can be used in process span.The printing system used depends on the electronic device structure requirement.A device may require more than one printing system.One lateral control units was used in second and third spans each.Lateral control units help in maintaining the lateral displacement control of the web.The lateral control unit placed in process span controls the lateral error before the printing process.The lateral control unit placed in rewinding span avoids telescoping in rewind roll.Two static eliminator bars were used to neutralize static electricity charges in web.The path of web is shown in Fig.2.

Fig.2.Web path of roll-to-roll system
The experimental R2R system consists of four Mitsubishi AC servomotors HC-KFS73 with Mitsubishi Servo amplifier MR-J2S-70A which drive the unwinder,infeeder,outfeeder and rewinder.Four Magpowr CL250 Cantilevered load cells were used to measure web tension in the spans.Two Magpowr US-2 Ultrasonic Sensors were used to measure the diameter of the unwinder and rewinder rolls.Pneumatic cylinder used for dancer system was Fujikura BF FCS-25-26-S1.A potentiometer J50S 20K was used to know the position of the dancer.Static eliminator bar of Exair model 7009 was used to eliminate static charges.The web is composed of PET(Polyethylene terephthalate)whose properties are shown in Table 1.
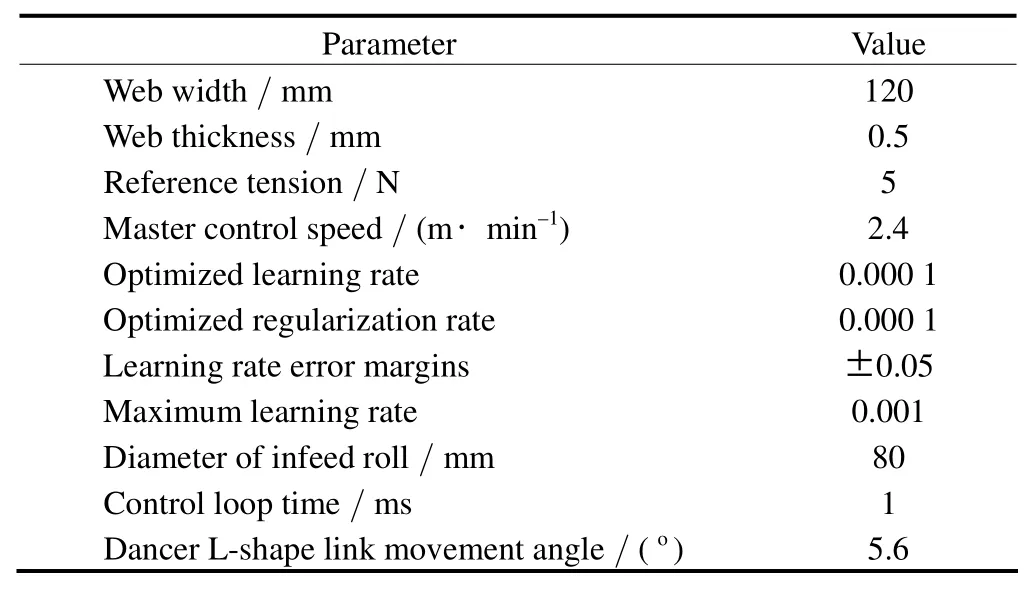
Table 1.Experimental Parameters for roll-to-roll system control using regularized variable learning rate back propagation neural networks
2.2 Interface of hardware
A National Instruments 1042 PXI was used for the interface and control of R2R system.A National Instrument FPGA 7813R was used to interface all motors and sensors to PXI.The lateral control units were connected to the PXI with profibus protocol.The gain parameters of lateral control unit were adjusted in LabVIEW®8.6.Four load cells were used in the R2R system.One in the first span and last span while in process span two load cells were used such that one load cell was used before the printing process and the other one after the printing process.National Instrument 24 bit Analog to digital converter modules were used to read load cells and ultrasonic sensors.Ultrasonic sensors were used to calculate the diameter of the unwinder and rewinder rolls.The diameter of rolls serve as the input to the control system and also provide the limit for the complete unwind of unwinder roll.A National Instruments 16 Bit Analog to digital converter was used to measure a potentiometer for the position of the dancer.The potentiometer provided the limits for the dancer actuation.The drives of AC motors and incremental encoders were connected to the FPGA using National Instruments digital input output modules.The electrical connection scheme is shown in Fig.3.
The control algorithms used in PXI and FPGA was written in LabVIEW.LabVIEW provides parallel computing hence full resources of hardware can be utilized.The calibration of load cells,counting of pulses from quadrature encoders and calculation of speed was performed in FPGA.The control algorithm for the motors and dancer control using back propagation neural networks was performed in PXI.

Fig.3.Electrical connection diagram of roll-to-roll system
3 Dancer System
A dancer system was designed to regulate tension in the web.The dancer system was integrated in the process span as shown in Fig.1.The infeeder acts as the master speed controller of R2R system.Any change in speed of infeeder can cause overshoot or undershoot in the tension of web in process span.Now outfeeder and dancer systems regulate the web tension in process span where the printing system was installed between the dancer system and outfeed.The dancer system was designed in an L-Shape link as shown in Fig.4(a).A pneumatic cylinder was the prime mover of this dancer system.The cylinder produces a proportional pressure from 0 to 800 kPa to the input voltage range which is from 0 to 10 VDC.A potentiometer was attached to know the position of dancer.The rotation of dancer on its pivot is of 5.6° which gives 2.60 V to 3.25 V signal span for the complete movement of dancer.A spring was attached to the dancer so that in the absence of applied pneumatic pressure the dancer should remain in its initial or zero position.The dancer system,components and free body diagram of dancer is shown in Fig.4(b)and Fig.4(c)respectively.
As shown in Fig.4(c)the spring system tends to bring the dancer system to its initial position while prime mover pneumatic cylinder moves the dancer in opposite direction.The movement in dancer system from initial position by cylinder generates potential energy in spring.By controlling the position of dancer,web tension in the process span was regulated.
The control of dancer was done in two step where in first step position of dancer is estimated which would be required to overcome web tension error using load cells and other related inputs.This estimated position of dancer was used as a preset to apply a position control on dancer using the position feedback by potentiometer.Hence,the web tension control was achieved by using an active dancer.
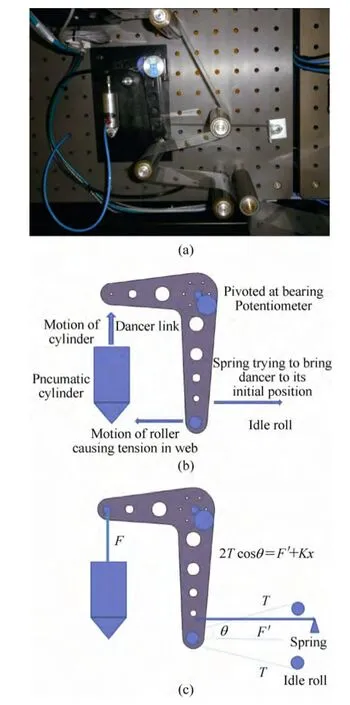
Fig.4.Dancer system on the roll-to-roll system
4 Control algorithm for R2R system using Neural Networks
In this research,decentralized multi-input-single-output(MISO)regularized backpropagation with variable learning rate(BNP)was used.Neural Network control algorithm written for the control of R2R system offers the MIMO interface,auto tuning and nonlinear computations.The control scheme of R2R system is shown in Fig.5 where U1 and U2 are the ultrasonic sensors.V1,V2,V3 and V4 are the velocities and E1,E2,E3 and E4 are the encoder counts of the unwinder,infeeder,outfeeder and rewinder motors respectively.T1,T3 and T4 are the web tension values acquired by load cells of span 1,2,and 3 respectively.T2 is the web tension acquired by load cell 2 present in second span before the printing process.TA1,TA3 and TA4 are the control outputs for the unwinder,outfeeder and rewinder motors respectively.VA2 is the velocity control output for the infeeder motor.P1 is the potentiometer value read for the position of dancer.PR1 is the control output for the pneumatic cylinder control.PS is the preset value of position of dancer corresponding to the web tension in load cell 2.
Artificial neural network is simply called as neural network(NN).NN is an adaptive and nonlinear control system.NN is based on layers of neurons.Weights of each neuron are updated to reduce the root mean square error.This process is known as the training of NN.The first layer of neurons,which get all inputs,is known as input layer.The last layer producing outputs of NN is termed as output layer.All in between layers in a NN are named as hidden layers.
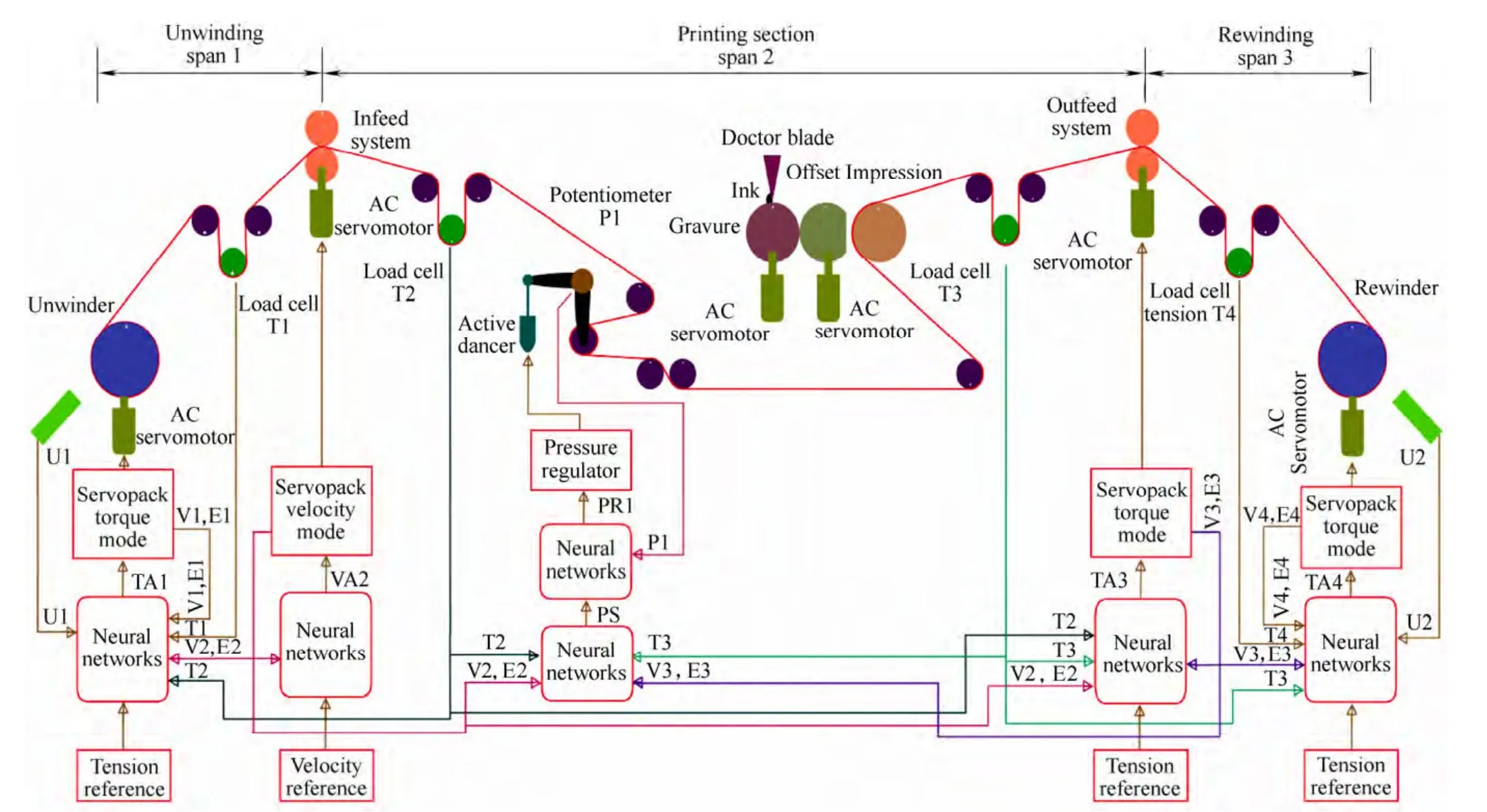
Fig.5.Neural network control scheme of roll-to-roll system
A single neuron gets the inputs,multiplies that inputs to the respective weights,adds bias value and then applies the activation function to get the output of that neuron.This structure of neuron is shown in Fig.6.A single neuron is written as

where a is output of neuron,z is the intermediate value in a neuron before the activation function is applied,W is weight corresponding to inputs x,b is bias,l is the layer number.The layer number for input layer is 1,j specifies the neuron number in the layer,and f is the activation function.All inputs have been scaled down to 0.1 to 0.9 for better performance of NN.

Fig.6.Structure of a single neuron
All neurons in one layer must have a same activation function.Different layers can have different activation functions.In this paper sigmoid activation function has been used for all layers.Sigmoid function is nonlinear function presented as

The derivative of sigmoid activation function is shown as

Calculation from inputs to outputs in multilayer NN without any feedback is known as feedforward propagation.The layer structure of NN is shown in Fig.7.This configuration of NN is equivalent to fuzzy logic design in an essence as proved by LI,et al[31].
Feedforward NN result is presented as

In back propagation the error is propagated back through the network and weights are adjusted.BNP has two main steps,which are error calculation for each neuron and the updating the weights of each neuron according to the error.The error in the output layer is calculated as


The error values equation are
The weights are updated after calculating the error vales of each neuron where α is the learning rate:


Fig.7.Layered structure of Neural Networks is shown
The learning rate affects the speed and quality of learning in BNP.The updating of weight is known as training of NN.Initially all weights are randomly selected from 0 to 1.Now after feedforward computation the output of NN is obtained.This output and desired output are used to calculate the errors and new weights are calculated.Once NN is within the error limits the learning or training is stopped.The outputs of BNP are amplified to be given to the servo amplifiers.This program scheme is presented in Fig.8.
The learning rate range in NN is from 0 to 1.This rate has to be optimized for better response of NN.If learning rate used in NN is small then NN will take more cycles to converge but for a very high value of learning rate,the system may oscillate and become unstable.
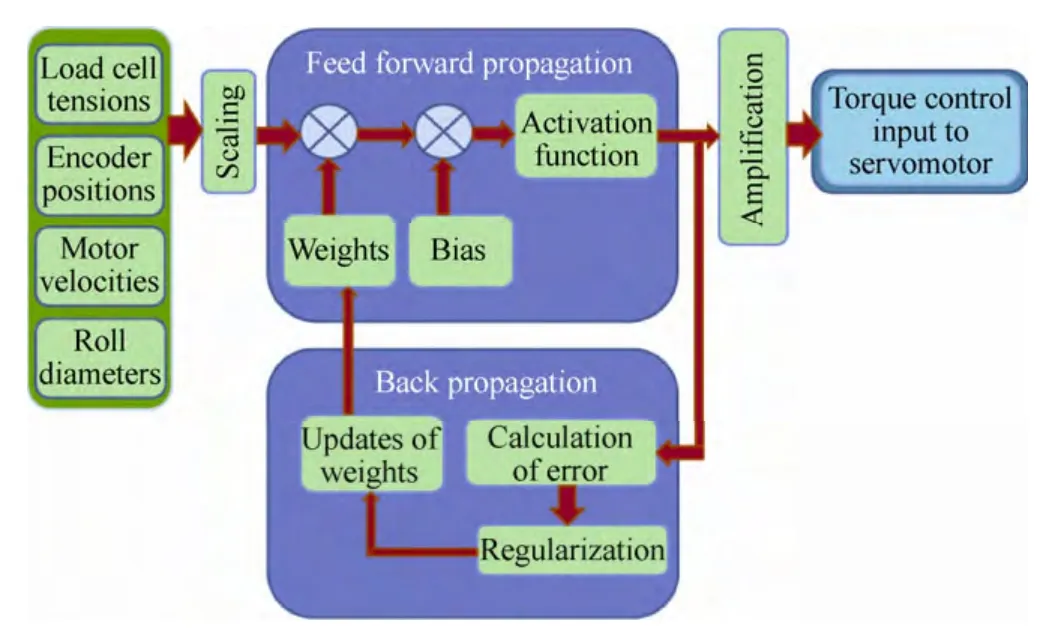
Fig.8.Programming scheme of back propagation neural network
Variable learning rate scheme was used in this study to increase the rise time of the system.This scheme is presented as follows:

Where aoptis optimum learning rate,amaxis maximum learning rate after which the system goes to oscillations,E is the error,and b,c are error ranges.The optimum and maximum learning rate are found by experimentation on the actual R2R System.
In learning of NN,the network tries to memorize the values corresponding to the training set.For any disturbance,the NN prediction capabilities can be poor.This problem is termed as overfitting.To overcome overfitting the weights of NN are regularized.The regularization rate λ makes the system able to cater for the disturbances.

5 Experiment
Changes in web tension give good demonstration of the control algorithm.Reference web tension values of R2R system is changed to 10 N and 15 N and then back to 5 N in static mode where the master speed control of system was zero is shown in Fig.9.In dynamic mode,where the master speed control of system was at 2.4 m/min,the changes in web tension are shown in Fig.10.

Fig.9.Tension regulation of process span while changing in the reference tension in static mode
The comparison with the classical PID control is an essential to present the usefulness of the designed control algorithm.The unwind span was controlled using PID controller.Changes in tension were performed and the master reference speed was changed from 0 to 1.2 m/min.Under the changing roll diameter of unwind roll the changes in tension were observed which are shown in Fig.11.

Fig.10.Tension regulation of process span while changing the reference tension in dynamic mode

Fig.11.PID web tension regulation of unwinder span while the roll diameter is changing
The position control is very important aspect for a dancer system control.Position control of dancer was achieved where dancer is moved from 0° o 5.6° by feedback from potentiometer in range of 2.60 V to 3.25 V.Fig.12 shows the position control of dancer.
The ramp input increase in master speed control give the output performance of the R2R system.The speed of infeeder with roll diameter of 80 mm was changed from 0 to 1 rad/s which was equal to 2.4 m/min in a ramp form.This infeeder velocity was the master speed of R2R system while unwinder,outfeeder and rewinder were in tension control mode and they follow the speed of infeeder motor keeping the web tension at reference value of 5 N.Learning rates are optimized to have a fast response are presented in Table 1.The web tension regulation under change of velocity form 0 m/min to 2.4 m/min without use of an active dancer is shown in Fig.13.The same experiment was repeated just by adding the dancer system.The response of the system is shown in Fig.14.Fig.15 shows the input output curves of dancer at work during the web tension control experiment presented in Fig.14.
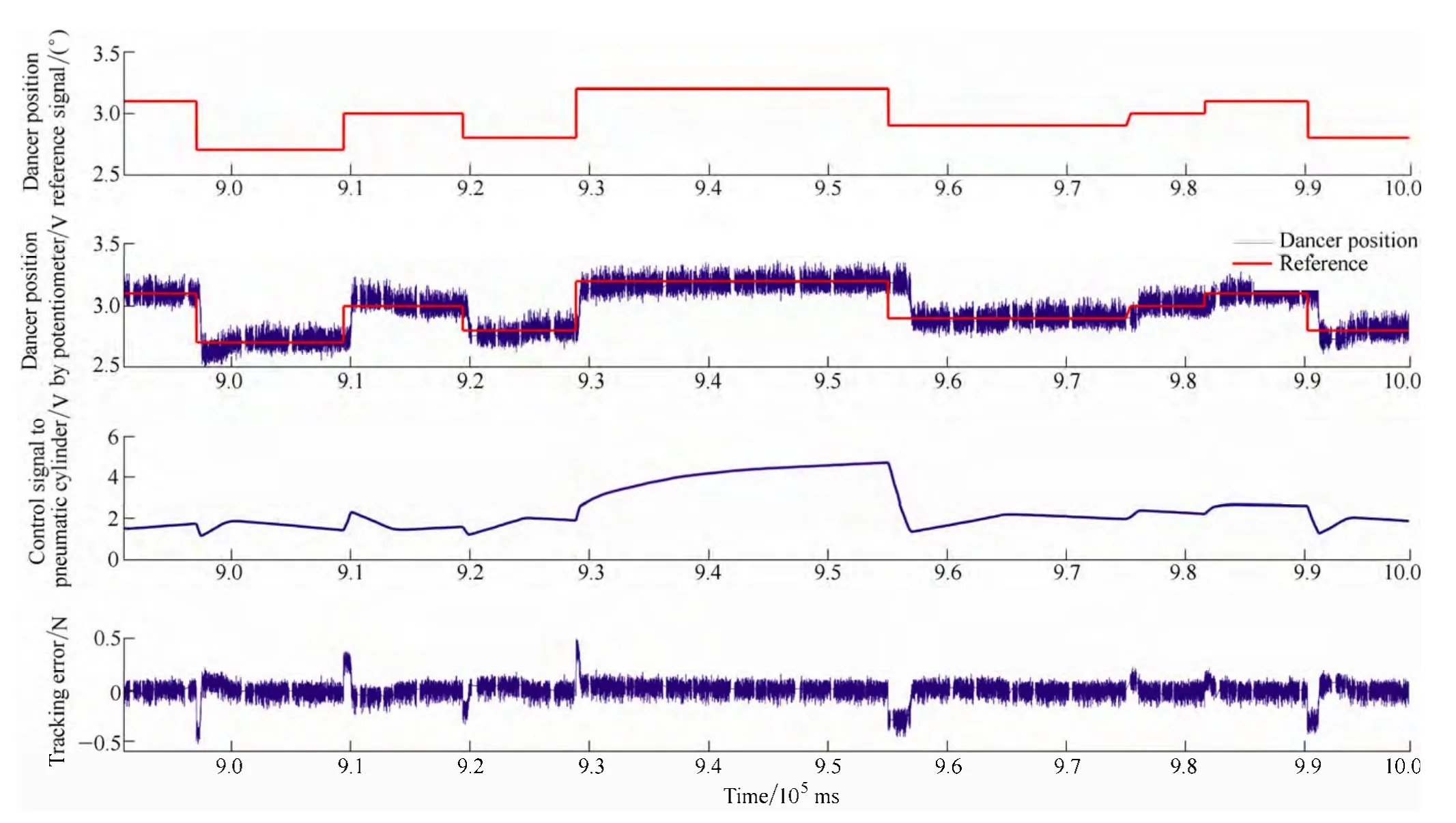
Fig.12.Position control in dancer system

Fig.13.Web tension control of roll-to-roll system where dancer system is not activated'

Fig.14.Web tension control of roll-to-roll system while dancer system is active

Fig.15.Input output of dancer system during integrated web tension control of roll-to-roll system
6 Results and Discussion
The reference tension for printed electronics was specified as 5 N so that devices can be printed under least amount of tension.This ensures that after printing there is no contraction of web;as contraction can crack the printed device making it nonfunctional.Low web tension also makes sure that the web remains in elastic limits even in IR drying system where higher temperature changes the Young’s modulus and thermal coefficient of that part of web.R2R system is a nonlinear,time variant and MIMO system.The ability of neural network to learn enables the system to change the span lengths,printing system and other parameters,as there was no requirement of remodeling or rewriting the control algorithm for any change in printing system.The auto tuning also enable R2R system to handle any disturbance in system.The pneumatic active dancer with servomotor makes sure that the disturbances in the web tension are at a minimum level.
Figs.9 and 10 shows that the change of web tension form 5 N to 10 N and 5 N to 15 N and back in static and dynamic state.The overshoot was 2.5 N and rise time was less than 150 ms while the settling time was 0.5 s.
The PID control of R2R system is shown in Fig.11 where the change in diameter of time variant system led to mismatch of PID gains.At each new set of roll diameter,new gains of PID were required for smooth web tension control.The noise and vibrations in web tension control can bring the multispan R2R system to instability.
In Fig.12 it is shown that the position of dancer was controlled using the potentiometer feedback.This was the essential part of dancer control where the force of spring against the pneumatic pressure of cylinder was used to move and achieve position control.
Fig.13 shows the web tension control of R2R system without dancer system.Here in second span,before the printing process a lag in tension is shown by load cell 2.In steady state form the load cell show web tension around 3.7 N.Back propagation neural networks cater the time variant behavior of R2R system.For the changing roll diameters in case of unwind and rewind a corresponding change in the input torque of motors of unwind,and rewind was presented.
In Fig.13 the dancer was also acting to control the web tension.Comparison of Fig.13 and 14 shows that in second span,in load cell 2,the web tension was improved from 3.75 N to 4.75 N.The web tension regulations under change of master speed control form 0 to 2.4 m/min.The overshoot was less than±2.5 N and steady state error was within±1 N where load cells have a signal noise of±0.7 N.Overall control loop cycle was less than 1 millisecond.
Fig.15 shows the input and output of dancer system where in load cell 2 web tension was lower than reference web tension this causes the preset for dancer to increase.With the increase of preset the position control on dancer is performed.As shown in Fig.14 the web tension was improved from 3.75 N to 4.75 N.Now here with the dancer the R2R system offers a better web tension control with regularized variable learning rate back propagation neural networks.
7 Conclusions
(1)The tension control of promising future roll-to-roll system for mass production of printed electronics technology with MIMO,time variant and nonlinear system behavior is achieved by integration of active dancer and load cells.
(2)Regularized back propagation neural networks control algorithm is written in LabVIEW for web tension control of three span roll-to-roll system for printed electronics applications.
(3)Hybrid system of active dancer and load cells used for accurate web tension control in process span web tension regulation of±1 N is achieved.
(4)Nonlinear roll-to-roll system is catered by nonlinear activation functions and training of neural network.The system has rise time of 150 ms and settling time of 0.5 s.
(5)Strong interlinking of multi-input-multi-output(MIMO)roll-to-roll system is accommodated by introducing inputs from previous span to create a multi-input-single-output(MISO)control algorithm.
(6)Time variance of roll-to-roll system,changing unwinder and rewinder diameter is regulated by continues auto tuning of neural network.The highly regulated web tension provides a base for registration control in printed electronics.
[1]KHAN A,RAHMAN K,KIM D S,et al.Direct printing of copper conductive micro-tracks by multi-nozzle electrohydrodynamic inkjet printing process[J].J Mater Process Tech,2012,212:700–706.
[2]KHAN S,DOH Y H,KHAN A,et al.Direct patterning and electrospray deposition through EHD for fabrication of printed thin film transistors[J].Curr Appl Phys,2011,11:S271–S279.
[3]WANG Y,SUN X W,GOH G K L,et al.Influence of channel layer thickness on the electrical performances of inkjet-printed In-Ga-Zn Oxide thin-film transistors[J].IEEE T Electron Dev,2011,99:1–6.
[4]LEE C,KANG H,KIM C,et al.A novel method to guarantee the specified thickness and surface roughness of the roll-to-roll printed patterns using the tension of a moving substrate[J].J Microelectromech S,2010,19(5):1243–1253.
[5]LEE C,LEE J,KANG H,et al.A study on the tension estimator by using register error in a printing section of roll-to-roll e-printing systems[J].J Mech Sci Technol,2009,23(1):212–220.
[6]SAKAMOTO T.Decentralized controller design of web tension control system in terms of interactions[C]//Proceedings of the IEEE International Symposium on Industrial Electronics,ISIE,1999,3:1466–1471.
[7]HOU Y,GAO Z,JIANG F,et al.Active disturbance rejection control of web tension regulation[C]//IEEE Conference on Decision and Control,2001,5:4974–4979.
[8]LIU W,DAVISON E.Servomechanism controller design of web handling systems[J].IEEE T Contr Syst T,2002,11(4):555–564.
[9]COCKRELL W.Electronic register control for multicolor printing[J].Transactions of the AIEE,1946,65(8):617–622.
[10]TRAN T T,CHOI K H,CHANG D E,et al.Web tension and velocity control of two-span roll-to-roll system for printed electronics[J].J Adv Mech Des Syst,2011,5(4):329–346.
[11]CHOI K H,TRAN T T,KIM D S.Back-stepping controller based web tension control for roll-to-toll web printed electronics system[J].J Adv Mech Des Syst,2011,5(1):7–21.
[12]CHOI K H,TRAN T T,SU Y B,et al.An new approach for intelligent control system design using the modified genetic algorithm[J].Int.J.Intelligent Systems Technologies and Applications,2010,9(3):300–315.
[13]CHOI K H,TRAN T T,KIM D S.A precise control algorithm for single-span roll-to-roll web system using the back-stepping controller[C]//IEEE International Symposium on Industrial Electronics ISIE,2009:1709–1714.
[14]PONNIAH G,ZUBAIR M,DOH Y H,et al.Fuzzy decoupling to reduce propagation of tension disturbances in roll-to-roll system[J].Int J Adv Manuf Technol,2013.DOI 10.1007/s00170-013-5400–4.
[15]CHOI K H,ZUBAIR M,PONNIAH G.Web tension control of multispan roll-to-roll system by artificial neural networks for printed electronics[J].P I Mech Eng C-J Mec,2013,227:2361–2376.
[16]YOSHIDA T,TAKAGI S,MUTO Y,et al.Register control of sectional drive rotogravure printing press[C]//The 41st CIRP Conference on Manufacturing Systems,Tokyo,Japan,2008:417–420.
[17]SONG S H,SUL S K.Design and control of multispan tension simulator[J].IEEE T Ind Appl,2000,36(2):640–648.
[18]LEE C W,LEE J W,KIM H J,et al.A feed-forward tension control in drying section of roll-to-roll e-printing system[C]//Proceedings 17th IFAC World Congr.,Seoul,Korea,2008,17(1).
[19]WANG C,WANG Y,YANG R,et al.Research on precision tension control system based on neural network[J].IEEE T Ind Electron,2004,51(2):381–386.
[20]PAGILLA P R,SIRASKAR N B,DWIVEDULA R V.Decentralized control of web processing lines[J].IEEE T Contr Syst T,2007,15(1):106–117.
[21]KANG C G,LEE B J.MIMO Tension modelling and control for roll-to-roll converting machines[C]//Proceedings of the 17th IFAC World Congress,2008,17(1):11 877–11 882.
[22]CHEN C L,CHANG K M,CHANG C M.Modeling and control of a web-fed machine[J].Appl Math Model,2004,28(10):863–876.
[23]SAKAMOTO T,FUJINO Y.Modelling and analysis of a web tension control system[C]//Proceedings of the IEEE International Symposium on Industrial Electronics ISIE,1995,1:358–362.
[24]EBLER N A,ARNASON R,MICHAELIS G,et al.Tension control:dancer rolls or load cells[J].IEEE T Ind Appl,1993,29(4):727–739.
[25]LIN K C.Observer-based tension feedback control with friction and inertia compensation[J].IEEE T Contr Syst T,2003,11(1):109–118.
[26]OKADA K,SAKAMOTO T.An adaptive fuzzy control for web tension control system[C]//Proceedings of IEEE,Industrial Electronics Society,IECON,1998,3:1 762–1 767.
[27]VALENZUELA M A,BENTLEY J M,LORENZ R D.Sensorless tension control in paper machines[J].IEEE T Ind Appl,2003,39(2):294–304.
[28]MCDOW B C,RAHN C D.Adaptive web-tension control using a dancer arm[J].TAPPI J,1998,81(10):197–205.
[29]PAGILLA P R,DWIVEDULA R V,ZHU Y,et al.Periodic tension disturbance attenuation in web processing lines using active dancer[J].J Dyn Syst-T ASME,2003,125:361–371.
[30]DWIVEDULA R V,ZHU Y,PAGILLA P R.Characteristics of active and passive dancers:A comparative study[J].Control Eng Pract,2005,14(4):409–423.
[31]LI H X,CHEN C L P.The equivalence between fuzzy logic systems and feedforward neural networks[J].IEEE T Neural Networ,2000,11(2):356–365.
 Chinese Journal of Mechanical Engineering2014年2期
Chinese Journal of Mechanical Engineering2014年2期
- Chinese Journal of Mechanical Engineering的其它文章
- Mesoplasticity Approach to Studies of the Cutting Mechanism in Ultra-precision Machining
- Interactive Training Model of TRIZ for Mechanical Engineers in China
- Constant Speed Control for Complex Cross-section Welding Using Robot Based on Angle Self-Test
- Annoyance Rate Evaluation Method on Ride Comfort of Vehicle Suspension System
- Optimizing the Qusai-static Folding and Deploying of Thin-Walled Tube Flexure Hinges with Double Slots
- Experimental Study on Occupant’s Thermal Responses under the Non-uniform Conditions in Vehicle Cabin during the Heating Period