
电感应曲轴淬火机床
2014-02-05 08:59西马克艾洛特姆感应设备技术上海有限公司总经理陈加良
金属加工(热加工) 2014年5期
西马克艾洛特姆感应设备技术(上海)有限公司总经理 陈加良
感应淬火具有高效能量渗透、淬火可限定区域、生产可重复性、质量可控制、可与生产线一体化、高产能及环保的优点,是一种能量可持续并高效及由此而带来曲轴淬火的经济性的技术。
西马克艾洛特姆电感应加热技术

西马克艾洛特姆业务服务涉及基础和详细设计、生产和组装、项目管理、调试、培训和客户支持、改造和更新、备件、检查和保养、融资等,产品系列涉及轴类零件淬火机床、环类零件淬火机床、变频电源技术、感应搅拌系统、激光系统、管焊系统、焊缝退火系统、管材弯曲系统、带材加热系统、圆坯加热系统、方坯加热系统和调质系统等。
艾洛特姆的设备全球都有销售,如长材感应加热工序中美国加利福尼亚钢铁采购了位于高频直缝焊管系统EloWeld™之后的感应焊缝系统EloSeam™(集成到西马克梅尔的管材焊接线中);瑞典的欧沃克钢管&钢环公司采购了位于阿塞尔轧管机之前的感应管材再加热系统EloTube™;沙特阿拉伯的沙特钢管采购了模块化的EloSeam™系列感应加热系统,用于高频直缝焊管的感应焊缝退火。感应热处理工序中向沙特阿拉伯的安赛乐米塔尔出售了一套用于带加厚端石油管材的调质处理的TemperLine™系列感应热处理系统的调试;西班牙的Tubos Reunidos采购了用于管材调质的TemperLine™系列感应热处理系统;东北特钢采购了用于特种合金钢棒材的TemperLine™系列感应热处理系统。圆坯和方坯加热工序中向上海纳铁福出售了模块化EloForge™系列感应加热设备,用于方坯950℃温锻加热和轴的各种锻造;向斯洛伐克的依纳舍弗勒出售了位于卧式压机前的模块化EloBar™系列圆坯感应加热设备;向印度的金达莱钢铁出售了同西马克梅尔的轧线共线的用于轨道加热的LongLine™系列感应加热设备等。淬火工序中向上海纳铁福售出6套模块化EloFlex™系列感应淬火机床,可以加热带有多个淬火区域的各种各样的传动系统部件;美国、墨西哥、韩国和中国的通用汽车公司有5套模块化EloCrank™系列感应淬火机床;中国和德国的采埃孚转向机有4套EloShaft™系列转向齿条淬火机床,能集成到整套生产单元中。

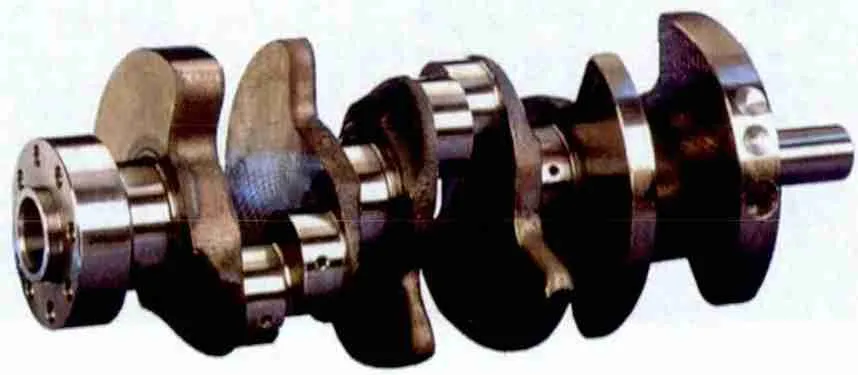
曲轴是内燃机的中心部件,在各种机械传动场合有大量的应用,由此产生不同规格的曲轴。曲轴的任务在于通过连杆将活塞力转换成扭矩,再通过离合器传递至变速箱,工作中存在静止或交变应力,这些力更多情况下为复合的。如通过旋转质量在主轴颈、法兰颈及连杆颈处产生扭矩力,通过振荡质量在活塞及连杆处产生扭矩力(滑移运动),由燃烧产生的气动力。因此,曲轴轴颈表面需要进行强化处理,我们给出的方案就是表层感应淬火。
表面淬火工艺
轴颈表层感应淬火本质上达到两个目的:通过轴颈表面淬火改善抗磨损性,特别是在主轴颈及连杆颈圆角处通过淬火产生所希望的压应力,可改善疲劳强度。曲轴需要淬火的部位有:主轴颈、连杆轴颈、油封轴颈、法兰颈、圆角和曲轴后端等。
电感应加热一般顺序是:电感应加热→喷淋→回火。加热是以高于奥氏体化温度加热轴颈,通过电感应在工件表面产生热量,形成500~2000W/cm2的高能量密度,在数秒内升至约950℃,淬硬层深度通常由频率确定。快速可控喷淋步骤,冷却越快,马氏体形成越多,一般用特殊淬火冷却介质冷却,结果是硬度达到了,但曲轴轴颈面变脆了。接下来的步骤就是降低脆性及机械压力的回火,回火温度200~300℃,这样能使硬度下降,内应力减少,弯曲疲劳强度增强。回火的方式有感应回火、余温回火及炉子回火。炉子回火可以优化结果,硬度降低2~10HRC,缺点是成本高;余温回火的能量成本低,但是硬度降低不规则,一般为2~4HRC;感应回火不产生额外成本,硬度降低2~10HRC(可调),缺点是节拍延长。
滚道及圆角淬火
曲轴使用场合不一,根据不同要求淬硬层分布各异,就需要通过感应器来实现,规格为带冷却功能的加热芯体及一体化喷淋装置的半圆形感应器,钨钢头用于保持加热芯体与轴颈位置规定距离,该设计可以使内部磁场集中以达到能量渗透。
用于滚道淬火的优点是可以主要降低磨损,简单的感应器形状可避免曲轴明显变形。用于圆角及滚道淬火的优点是加固措施可防交变弯曲及弯曲应力,易于磁场集中的径向布置。
艾洛特姆的应用案例中,比较典型的是错拐曲轴的淬火。包含两个连杆颈 30°夹角布置的曲轴我们称之为错拐曲轴,这使得包含90°空间夹角的V6曲轴有同样的点火间隔。此曲轴的感应淬火面临复杂多变的几何形状且不能过热。解决方案是采用两个相互独立的感应器及能量控制。另外一个案例是后截面圆角淬火,曲轴通常主要标示藉以提高强度的后截面圆角,解决方案是位于后标线以下的自动可调加热芯体,另外尚可达到磁场集中分布。
功率控制及小变形淬火
由热量导致材料金相结构变化而造成体积膨胀,故电感应加热中容易导致曲轴变形。影响曲轴变形的主要因素为质量分布、内应力、主轴颈及连杆颈的方向/重叠、平衡块质量、淬火区形成等。艾洛特姆的解决方案是采用无应力加热、变形模拟、优化淬火顺序、能量脉冲、角度控制的能量渗透、特殊固定夹具的。
工件实际能量监测
工件实际能量测量作为艾洛特姆的专利,是测量实际进入工件的电感应能量,原理是考虑整个谐振回路的损失,以此来监控加热过程。监控时在曲轴淬火机床上工件的合格区有一个能量限定的监测窗口,如果实际能量值在窗口内活动,质量就是合格的。如果跳出上偏差或者下偏差,就会报警,设备就会停止。其优点:由于不用剖开曲轴做晶相分析,所以是无损的质量检测;极少产生废品,单件成本微小;使可用于生产的时间增加,生产效率提高;可跟踪各变频器单元效用;如果出现磨损就会有预警;可以确定运行故障的位置。通常我们说的标准测量只是变频器的出口能量值,与艾洛特姆的能量测量有很大的差异,比如感应器有微小损伤时,标准测量很难检测出,而艾洛特姆的实时能量测量就能检测出有大的偏差;又如工件表面出现了裂纹,标准测量的能量出口值是没有变化的,而整个谐振回路的损失有大的变化,会下降到15kW,直接能判断出工件出现裂纹。
猜你喜欢
中国三峡(2022年8期)2022-11-30
电子技术与软件工程(2021年8期)2021-06-16
装备制造技术(2020年1期)2020-12-25
真空与低温(2019年5期)2019-10-18
制造技术与机床(2019年6期)2019-06-25
柴油机设计与制造(2018年3期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
电镀与环保(2017年1期)2017-02-27
红领巾·成长(2016年2期)2016-09-10
柴油机设计与制造(2015年3期)2015-12-05
- 金属加工(热加工)的其它文章
- 感应电源的发展趋势
- 材料因素造成的淬火裂纹
- 扬州首创国内机器人钣金技术