盾构及TBM刀盘驱动电机控制探讨
2014-01-31 07:23:24吴朝来WUChaolai
建筑机械化 2014年6期
吴朝来/WU Chao-lai
(中铁隧道集团有限公司专用设备中心,河南 洛阳 471009)
盾构及TBM刀盘主驱动单元的圆周分布着多台驱动电机,这些驱动电机通过安装在轴上的小齿轮与回转大齿轮啮合,刚性的连接成一个整体,从而驱动整个刀盘。驱动电机的数量和功率随设备的类型和大小而有所不同,一般为6~20台电机或马达。要使盾构机驱动系统安全可靠的工作,每台电机的负荷必须均衡,因此驱动电机必须同步运行。电机的同步控制目前有多种实现方法,交流变频电机驱动有着启动电流小、效率高,调节环路的反映好,维修简单、噪音低、冷却性能好等优点,特别适用于大功率驱动。变频电机被广泛应用在盾构刀盘驱动中。
1 刀盘驱动电机同步控制系统的构成
刀盘驱动控制系统由PLC和变频器及其围辅助电路构成,图1为6台电机的控制系统的结构框图。盾构机刀盘驱动系统采用西门子S7-400PLC为主控器件,采用施耐德Mxeco系列的PLUS250/3153Xpcs的变频器为驱动器件。

图1 刀盘驱动同步控制系统
PLC为上位控制器,通过模拟量控制变频器输出频率进而控制每台电机的速度。变频器通过增量式旋转编码器构成闭环矢量控制方式。旋转编码器的监测信号同时通过PLC得高速数据通道接PLC,从而形成速度双闭环控制。
由于每台电机的编码器信号均需接入PLC,对PLC的计数通道要求度多,S7-400PLC采用模块化设计,利用功能模块FM450-1可方便地接入多路编码器信号。
2 刀盘驱动控制方式
现有盾构/TBM刀盘变频驱动的控制方式大致分为3种形式:V/F控制、开环矢量控制和闭环矢量控制。
目前所使用的盾构/TBM中海瑞克盾构、中铁号盾构、LOVAT盾构、罗宾斯TBM及中铁建盾构均采用开环矢量变频驱动控制模式;WIRTH盾构和NFM盾构采用闭环矢量变频驱动控制模式;日系盾构大多采用V/F变频驱动控模式,如小松盾构、日立盾构等。
2.1 V/F控制
V/F控制方式的最基本原理是V/f=C的正弦脉宽调制模式,其特点是控制电路结构简单、成本较低,机械特性硬度也较好,能够满足一般传动的平滑调速要求。
V/F方式在低频时,由于输出电压较低,转矩受定子电阻压降的影响比较显著,使输出最大转矩减小。另外,其机械特性终究没有直流电动机硬,动态转矩能力和静态调速性能都还不尽如人意,且系统性能不高、控制曲线会随负载的变化而变化,转矩响应慢、电动机转矩利用率不高,低速时因定子电阻和逆变器死区效应的存在而性能下降,稳定性变差等。
2.2 开环矢量控制
开环矢量控制也叫滑差式自适应控制或无速度传感器的矢量控制,是V/F控制基础上的改进方式,该方式可以根据电机负载自动调整电机的输出电压以保证电机磁通的动态恒定,从而提高电机的转速精度和低频带载功能。
当某个电动机力矩偏大时,由于电动机的滑差特性,速度会降低,输出力矩随之降低;当某个电动机力矩偏小时,由于电动机的滑差特性,速度就会增加,输出力矩随之加大(图2)。以此来实现系统的均衡控制。
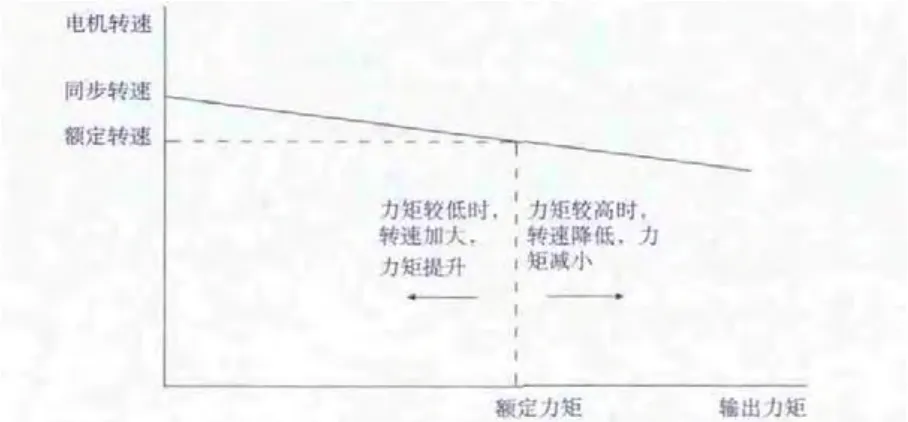
图2 电动机滑差特性
通过PROFIBUS DP总线连接各台变频器,将1号变频器作为主变频器,其将1号电机的扭矩通过DP总线传给PLC,PLC在计算后同时赋予其他7台变频器,从而实现扭矩的协调的控制,系统设计为无级调速,各台变频器的运行情况也通过DP总线返回,各变频器扭矩情况在人机界面上显示。
开环矢量利用电机的滑差特性实现力矩的均衡控制,具有结构简单,控制、调试维护容易等特点,开环矢量充分发挥了电机本身的所具有的滑差特性。也是目前TBM和盾构变频驱动的主要模式。
2.3 闭环控制
闭环矢量控制是有速度传感器的矢量控制,其主要用于高精度的速度控制、转矩控制等对控制性能要求严格的使用场合。在该方式下采用的控制传感器一般是旋转编码器,并安装在被控电动机的轴端。而且闭环磁通矢量控制方式与开环方式不同,通常只能控制1台电动机。
系统通过PROFIBUS DP总线将几台变频器连接,做旋转方向、速度等控制功能及变频器运行信息的检测功能,1号电机作为主电机安装旋转编码器,做速度控制,通过SIMLINK总线连接光缆将1号电机的扭矩传输给其他几台变频器,做扭矩控制,以达到扭矩一致,实现主从控制。简而言之,系统采用“速度控制,扭矩跟随”的控制模式。
3 盾构机刀盘驱动系统的同步控制算法
3.1 PID算法
目前大多数控制系统均采用PID控制算法,理想PID控制算法算式如下

式中u(t)——输出信号;
e(t)——误差信号;
Kp——比例系数;
Ti——积分常数;
TD——微分常数。
对于PLC控制采用数字PID算法,离散位置PID算式如下

式中T——采样周期;
E(k)——第k次采样偏差值;
E(k-1)——第(k-1)次采样偏差值;
E(k-2)——第(k-2)次采样偏差值。
Ki——积分常数,
KD——微分常数,
对于本系统偏差值为速度偏差。
位置算法有可能出现积分饱和出现超调,因此本系统采用增量式的PID算法,刀盘驱动控制的PID控制模型如图3所示,PID算法如下。

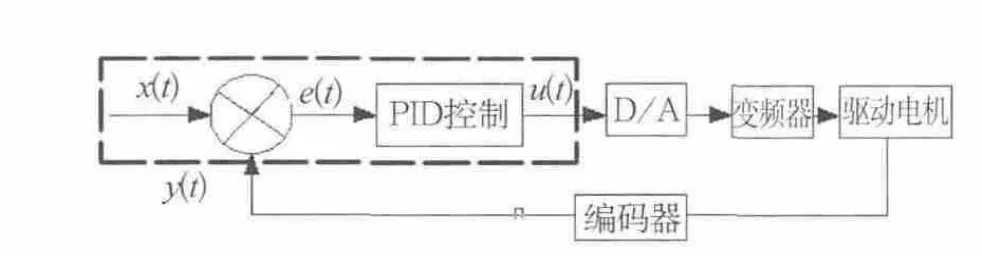
图3 刀盘驱动控制的PID控制模型
3.2 PID参数整定
采样周器T为了减小系统的纯滞后,同时又可有效的调节,采样样周期依据相关经验推荐,对速度调节取为1~2s。本系统取T=1s。
采用扩充临界比例度法确定比例系数、积分常数和微分常数。取控制度为1.05(即模拟控制效果与数字控制效果接近)则Kp和Ki可按下式计算

式中δu——临界比例度;
Tu——临界振荡周期。
采用纯比例控制,在采样周期T足够短的情况下,逐渐缩小比例带直至系统出现振荡,此时的比例度为δu,振荡周期为Tu。在计算机上利用系统控制模型进行仿真可方便地获得Tu、δu。
3.3 算法实现
在s7-400有功能强大的PID调节器,并具有强大的PID算法编程指令。将PID参数和算式用s7-400PID算法指令进行编程。可简单的实现增量式PID控制。
4 运行试验
为了进一步研究盾构刀盘驱动同步控制的实现,以闭环矢量控制的方法控制多电机同步为例,对驱动刀盘进行了运行试验。经过反复仿真试验后取T=2s、Kp=0.5、Ti=0.3、TD=0.15作为初使参数对单台电机空载进行PID调节(变频电机单台功率250kW),经过反复微调电机运转良好,无振荡、异常噪声、调节时间短。
6台电机同时空载运行,在给定频率为45Hz的条件下对电机进行速度监测。监测的速度曲线如图4所示。
由速度监测结果可以看出单台电机速度波动很小(小于0.1r/min),1号电机和2号电机波动范围相同。这说明电机速度平稳,同步性好。
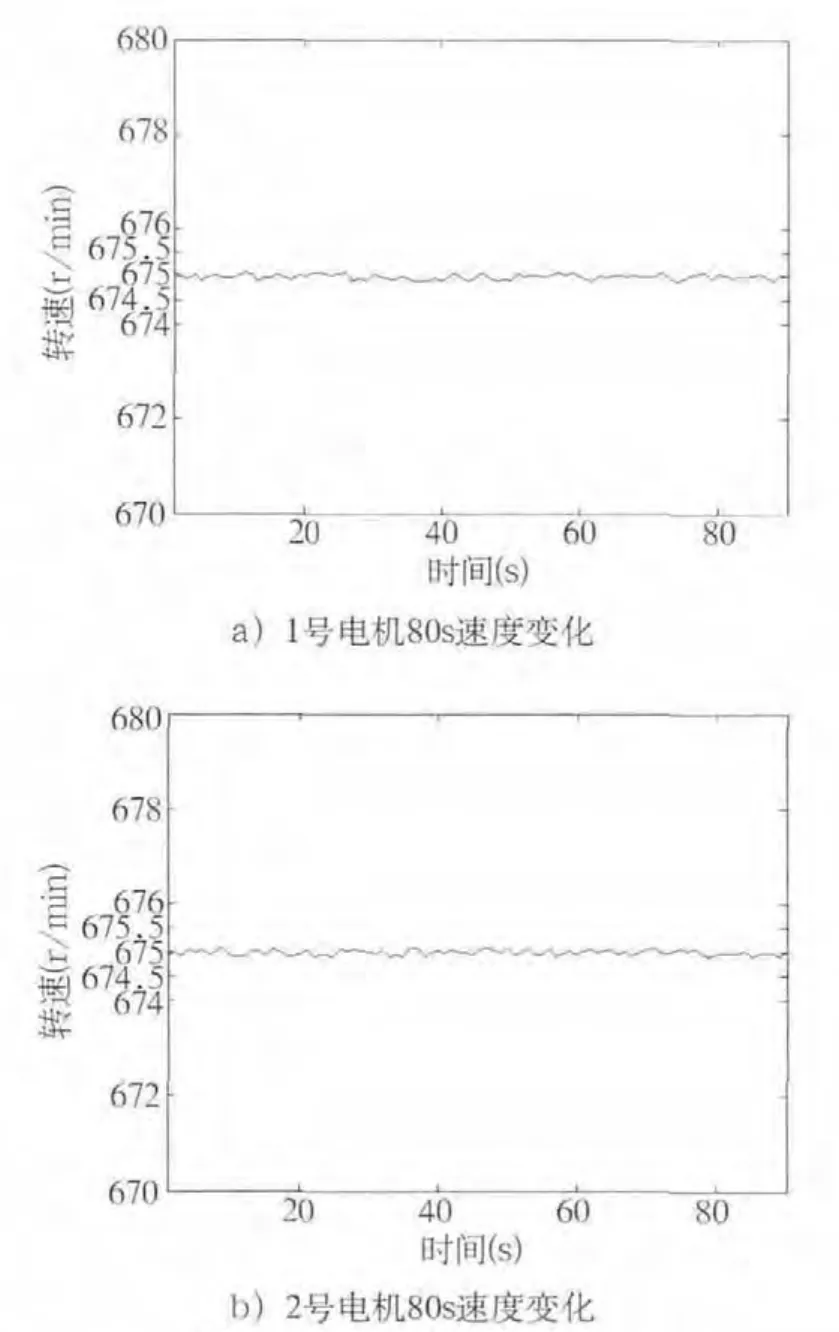
图4 电机速度实时监测
5 结 语
通过对盾构刀盘同步控制方法的研究和实验,V/F控制、开环矢量控制和闭环矢量控制都能实现刀盘驱动电机的同步控制,但V/F方式在低频时,由于输出电压较低,转矩受定子电阻压降的影响比较显著,使输出最大转矩减小,及机械特性等方面的原因,其同步性控制方面不如开环矢量控制和闭环矢量控制;闭环矢量控制同步性控制精度高于前两种方式,适用于对控制性能要求严格的使用场合。但这三种控制方式随控制精度的提高其成本也有大幅提高,因此在设备选型过程中,设计人员应严格按照工况选用合适的控制方式,确保既能满足现场使用,又能减少投入。
猜你喜欢
机械工程师(2023年11期)2023-12-09 02:45:30
电子测试(2018年1期)2018-04-18 11:52:24
隧道建设(中英文)(2017年10期)2017-11-07 07:21:13
黑龙江电力(2017年1期)2017-05-17 04:25:05
环境科技(2016年5期)2016-11-10 02:42:12
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:03
合成化学(2015年4期)2016-01-17 09:01:04
海军航空大学学报(2015年1期)2015-11-11 17:22:41
系统工程学报(2015年2期)2015-02-28 19:53:43
电网与清洁能源(2015年2期)2015-02-28 16:03:12