
组合螺纹烟管锅炉制造安装运行需要关注的问题
2014-01-29 09:28梁耀东李之光北京盛昌锅炉公司
中国特种设备安全 2014年4期
徐 甫 梁耀东 李之光 北京盛昌锅炉公司
郑子辉 于 洋 盘锦市特种设备监督检验所
组合螺纹烟管锅炉制造安装运行需要关注的问题
徐 甫 梁耀东 李之光 北京盛昌锅炉公司
郑子辉 于 洋 盘锦市特种设备监督检验所
我国自行开发的水火管锅炉,现已出现第三代产品——组合螺纹烟管锅炉(非锅壳式)[1]。
组合螺纹烟管锅炉是在我国大量应用30载并积累相当丰富经验的新型水火管锅壳锅炉[2]基础上,发展起来的一种崭新锅炉炉型,如图1所示。
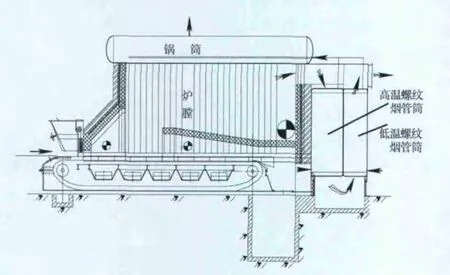
图1 组合螺纹烟管锅炉示意图
组合螺纹烟管锅炉与一般水管锅炉的主要区别体现在对流受热面:前者为数个拼在一起的两排高效传热螺纹烟管筒——高温烟管筒与低温烟管筒,而后者为被炉墙包围起来的排管、蛇形管、旗片U形管等。正是这种区别给组合螺纹烟管锅炉带来明显优点:钢耗显著降低、十分便于制造安装、大容量锅炉的高度明显偏低等。
已投运测试效果颇佳的29MW组合螺纹烟管锅炉与目前比较流行的双横锅筒排管式水管锅炉的结构对比,二者长宽基本相同,而高度相差4.5m;二者材料消耗过于悬殊:金属件相差约一倍(见表1)。
至今,已投运的组合螺纹烟管锅炉有:29MW热水型、10t/h蒸汽型、5.6MW压力相变热水型、4t/h蒸汽型,均已进入第二年运行。目前,已设计完成待生产的为91MW大容量组合螺纹烟管锅炉。为了顺利发展具有明显优点的此型锅炉,本文根据已积累的经验,对其制造安装运行需要特殊关注的问题进行详细论述。

表1 29MW两种锅炉耗材对比
1 制造安装
此型锅炉制造工艺与一般水管锅炉基本相同,其中螺纹烟管与高温管板需要给予特别关注。
1.1 螺纹烟管
经大量考察,实践证明,只要螺纹几何尺寸(主要是螺纹高度,如图2所示)能够保证,其高效传热效果十分显著[2]。但是,至今仍有一些生产厂家对此重视不够。按经过大量锅炉运行长期考验过的计算方法,进行对比计算的结果,见表2。
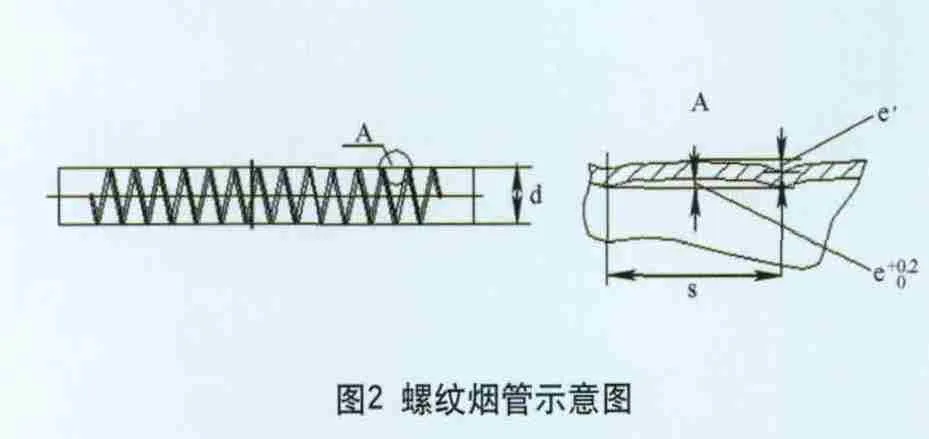
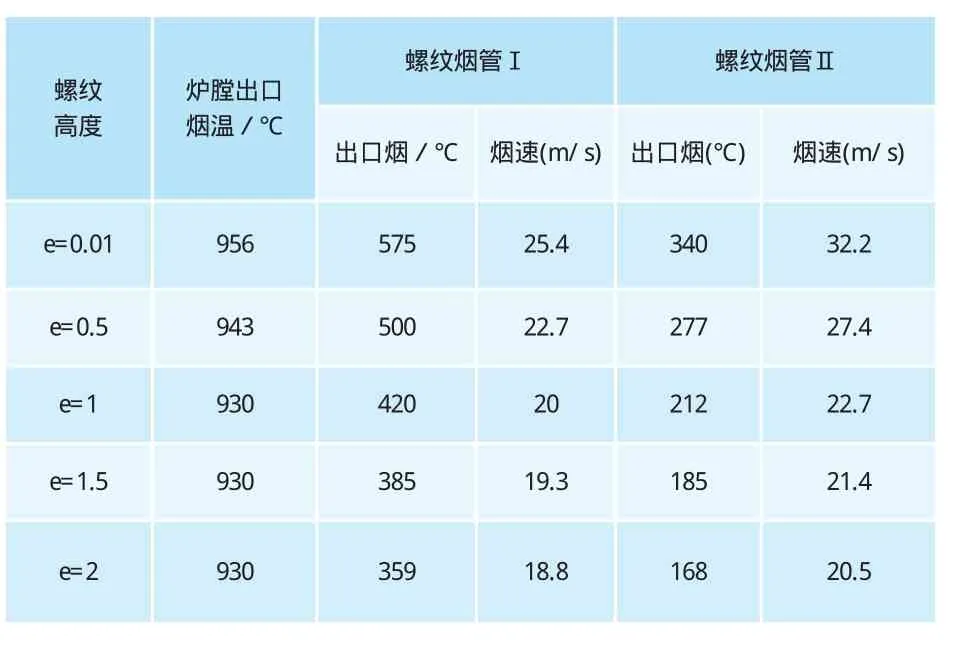
表2 螺纹高度对锅炉烟温的影响*
* 同一结构锅炉,皆为额定负荷。
由表2可见,如螺纹高度e=2mm减少至1mm,锅炉排烟温度上升44℃。以前对螺纹高度不够的新型锅壳锅炉热力对比测试结果,与以上完全相符。
采用螺纹烟管对流受热面是本锅炉的基本特点,对它的加工、检验必须严格满足要求。
●1.1.1 螺纹高度
螺纹高度e对烟气放热、流阻的影响最大:e增大,放热加强,但流阻明显增大。应严格保证图纸的要求!对此必须建立严格监检制度。
需要找出内壁高度e与外壁深度e′(见图2)的关系。
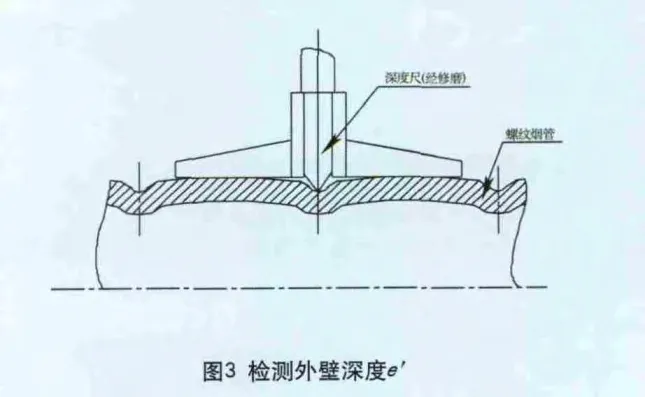
1)检测外壁深度e′
检测外壁深度e′的方法见图3。
2)检测内壁高度e
首先切割成“瓦片”,再测内壁高度e,见图4。

图4 检测内壁高度e
●1.1.2 螺纹宽度
螺纹宽度(2R)对传热效果也有一定影响。
R为滚轮的轧制半径,见图6。2R代表螺纹宽度。R愈小,管内壁的纵向形线愈有利于换热(破坏层流边界层);R过小,会损坏壁面。

如R=4~5mm时,断面趋向波浪状,内壁螺纹较圆滑,不利于破坏层流边界层,另外,宽度(2R)较大时,轧制功率也较大。经试验与运行考核,建议:R=1.5mm。
●1.1.3 螺纹节距
螺纹节距s对放热、流阻的影响较小,也不难保证。
1.2 高温管板
组合螺纹烟管锅炉高温烟管筒管板入口烟温低于950℃,略高于新型水火管锅壳锅炉高温管板。
●1.2.1 高温管板烟管端部工作特点
国内外锅炉强度计算标准规定,高温管板烟气入口端必须严格满足图6所示结构要求,且锅水水质满足锅炉水质标准要求时,管板长期运行安全可靠,国内外皆如此。

由于烟管入口烟温较高,烟速也较大,如烟管端头过长,会使端头冷却欠佳、导致温度过高,不仅端头烧损,而且引起焊缝较大热应力,后者是多次启停后焊缝漏水与管板孔桥开裂的重要原因。由于焊缝不可能十分平齐,则焊脚尺寸K沿周界不会一样。如端头长度1.5mm对应最长焊脚,则较短焊脚部位的端头长度将大于以上要求。端头长度较大部位的温度必然较高。因此,端头的上述要求应该对应最短焊脚处,端头多余长度应切削去,不会影响连接强度。
消除管子与管板之间的间隙也是防止焊缝漏水、管板开裂必须保证做到的重要措施。因为间隙中停滞的水会蒸发,再进入水,再蒸发,逐渐积垢,对应的管段温度明显上升,引起焊缝较大热应力。由于全部完工后无法检查是否已经消除了间隙,故在施工生产过程中应不断进行监检。
未达到上述要求,经一冬运行的螺纹烟管筒的高温管板发生烧损事故如图7所示。
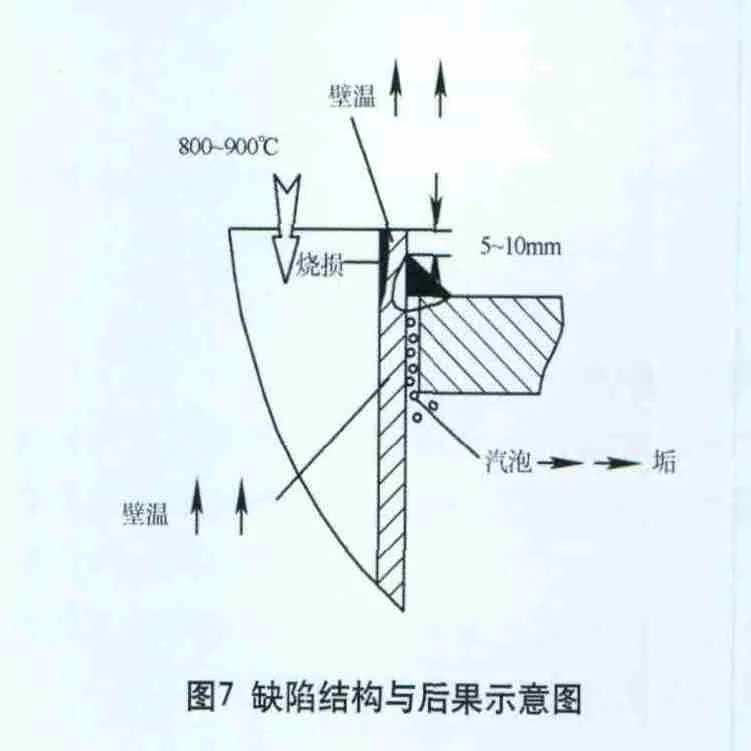
1)大部分烟管端头超出焊缝δ约5mm,个别超出约10mm,皆已明显超过图10要求的0~1.5mm。超出较长者由于端头难以冷却,端头烟气侧温度明显升高,致使氧化脱皮,而且启停时使焊缝产生交变应力。
2)烟管与管板之间未能满足国家标准要求的必须消除间隙。该段烟管运行一段时间后逐渐结垢难以冷却,启停时使焊缝产生交变应力。
3)因焊缝高度沿周向不一,则管头温度沿周向必有差异,多次启停后,管头变为非圆形。
●1.2.2 高温管板烟管端部可靠性补充措施
为防止高温烟管筒入口管端烧损,应采取如下措施:
1)将刚玉型陶瓷套管伸入烟管内(如图8所示)。

2)高温烟管筒烟管与入口管板的焊接:应该先焊后胀[6],或胀-焊-胀,并且最好采用坡口焊缝。
●1.2.3 管板引出管切忌插入壁内
如引出管在制造现场安装时,误插入于管板以内,烟管筒充水时,插入段难以排出空气;运行时,可能形成蒸汽层。而空气或蒸汽的冷却能力远低于水或汽水混合物,将导致烟管壁温明显上升。
1.3 防止高温烟气旁通
此型锅炉在车间制造现场安装时,应采取措施防止组合烟管筒形成烟气旁通问题。
2 运行
组合螺纹烟管锅炉运行时,可能遇到以下问题。
1) 清除后拱上部积灰
为了降低锅炉原始排尘浓度,后拱开有一定数量的落灰孔,可落下大部分积灰。应观察落灰孔是否落灰顺畅,如堵塞,应及时通开,否则,灰层会不断加厚,增加拱的载荷,另外,灰尘过高时,烟速增大,还影响灰尘继续沉降。
2)清除烟管积灰
烟管受热面区别于其它形式对流受热面的一个突出优点,是便于清除积灰与结渣。
锅炉调试期间,可能遇到很低负荷,锅炉在以后运行时,也有可能在低于一半负荷以下运行,此时由于烟管筒后部烟速较低,会逐渐积灰。燃烧生物质时,也可能于高温烟管筒的烟气入口处结渣。在上述情况下,可利用正对烟管筒上部的检查孔与进入烟管筒下部的烟气转向室进行清理。如不清除积灰,额定负荷下的排烟温度可能明显升高。
3)清除烟管筒下部烟气转向室的积灰
运行实践表明,烟管筒下部烟气转向室中,烟气180°转向的灰尘分离效果颇佳。如不定期清除积灰,积灰过多,灰层表面可能高低不齐,致使烟气流量不均,使各烟管烟速差异较大。尤其高温烟管筒烟速较大烟管的入口端工作条件变得更差。较大容量锅炉应采用自动清灰装置。
4)烟管筒水侧检查与清洗
组合螺纹烟管锅炉的烟管筒不是锅壳(锅筒),不可能设置人孔,仅设置检查、清洗孔,同样可观察到烟管束的外圈烟管状态(与锅壳锅炉一样)。应通过检查、清洗孔定期窥视内部,必要时进行烟管筒内清洗处理。
1 李之光,等.工业锅炉现代设计与开发.北京:中国质检出版社、中国标准出版社,2011
2 李之光,李柏生.新型锅壳锅炉原理与设计.北京:中国标准出版社,2008
3 吴向红,等.浅析管板或锅筒与管件的连接方法.工业锅炉,2013,2
2013-12-23)
猜你喜欢
设备管理与维修(2022年1期)2022-03-10
科技研究·理论版(2021年15期)2021-12-12
化工机械(2021年2期)2021-05-18
热力发电(2020年9期)2020-12-05
河南科学(2020年3期)2020-06-02
化工进展(2020年2期)2020-04-11
中文信息(2019年10期)2019-10-21
制造业自动化(2015年19期)2015-09-13
中国重型装备(2014年2期)2014-09-19
中国特种设备安全(2014年3期)2014-03-28
- 中国特种设备安全的其它文章
- 基于midas NFX 某游乐设备的结构分析设计
- 基于ANSYS的桥机金属结构校核