发电机定子绕组端部表面电晕查找试验的方法和标准
2014-01-22 01:16梅志刚王劲松孙士涛白亚民
大电机技术 2014年6期
梅志刚,王劲松,龙 飞,雷 雨,孙士涛,宋 楠,白亚民
(华北电力科学研究院有限责任公司,北京 100045)
0 前言
在旋转电机中的表面放电是指发生在线棒之间的间隙内、线棒与铁心之间的间隙内和线棒端部表面间隙中的放电。为了区别于发生在绝缘内部气隙中的放电,这种表面放电也被称为外部放电。用户关注表面放电是从关注发电机整机起晕电压水平开始的。
2006年2月,某电厂2号氢冷发电机在清理端部油污时发现了大面积的绝缘碳化现象,如图1所示。事故分析报告表明,制造厂工艺不良导致整机起晕电压水平过低,引起表面放电反复灼伤绝缘是事故的根本原因。在发电机检修过程中,定子绕组端部的清扫是需要反复进行的工作。由于该事件的发生,很多用户开始关心这种清扫是否会破坏端部表面的防晕结构,从而引起表面放电。这就促使用户寻求一种评估表面放电水平的方法。
在氢冷发电机中,高压氢气具有抑制表面放电的效应[1]。然而,在空气冷却的发电机绕组中,表面放电所产生的臭氧、氮氧化物可能腐蚀防晕涂层,从而进一步加剧表面放电,最终引起绝缘的失效。因此,修复防晕涂层是空冷发电机在检修时一种常见的工作。图2给出了北京某电厂修复防晕涂层的现场照片。如何评估这种修复效果?这个问题与评估表面放电水平是相同的。

图1 由表面放电导致的某电厂2号发电机定子端部的绝缘碳化区域
工程师提出采用暗室遮光起晕试验来评估发电机定子绕组端部表面放电缺陷的严重程度。进行暗室遮光起晕试验时,工程师通过两种方法记录表面放电缺陷,一种是肉眼观察、口头描述并记录表面放电;另一种则使用电晕成像仪记录。目前这两种方法都缺少标准的现场作业流程。相关的技术标准严重依赖工程技术人员的经验。
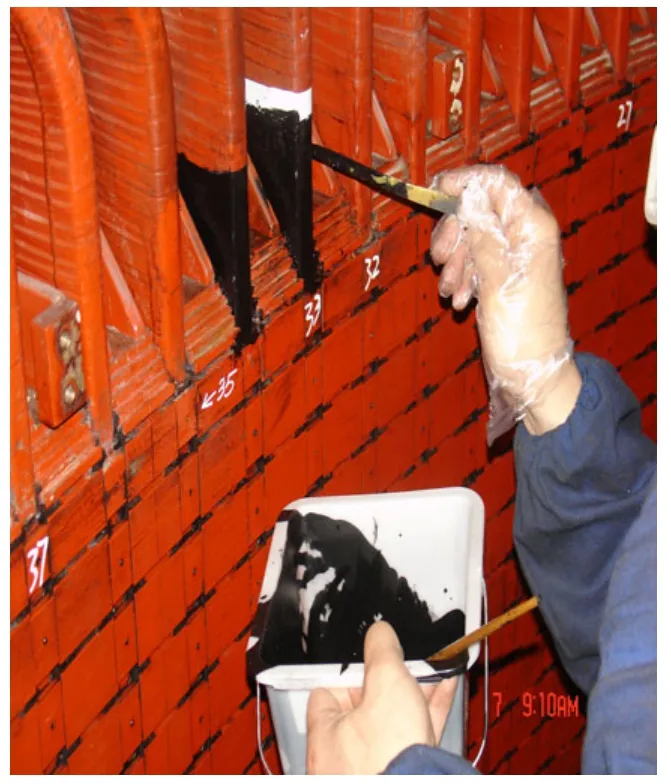
图2 北京某电厂正在修复定子绕组的防晕涂层
1 试验方法简介
进行暗室遮光起晕试验时,需要对被试相绕组施加一定电压,另外两相绕组接地;或者将三相绕组短接到一起施加一定电压。所加电压的数值可参见相关技术标准。加压时间约为 15min,以获得稳定的表面放电活动状态。
使用肉眼观察时,试验应在晚间进行,并在试验过程中关掉电机周围所有的光源。如果不具备完全黑暗的观察条件,则应在电机周围附近搭遮光棚。当观察人员进入遮光棚后,开始施加电压。当表面放电稳定下来以后,观察者的眼睛会适应黑暗,从而观察到表面放电所产生的微弱辉光。
表面放电缺陷所产生的辐射光谱为 280~405nm,其 90%的能量都位于紫外区域,因此它所发射光的主要部分对于肉眼是不可见的[2]。为了提高观察的灵敏度,简化并加速试验过程,试验人员使用电晕成像仪观察并记录表面放电。电晕成像仪的输出可直接显示在视频画面上;有些电晕成像仪具有可见光滤镜,不用关灯就可以观察到表面放电,且更容易定位到缺陷点。
尽管电晕成像仪要比肉眼观察灵敏得多,但是电晕成像仪的示数与仪器对放电点的距离和观察角度有关[3];有时,肉眼观察到的剧烈放电点并不能得到较大的电晕成像仪读数。但在大多数情况下,电晕成像仪所表征的放电点对肉眼都是不可见的。这表明两种方法的试验结果不容易进行对比验证。而目前的国内技术标准大都针对肉眼观察方法,针对电晕成像仪读数的标准仍处于探索阶段,所以发电机定子端部表面放电缺陷查找试验(暗室遮光起晕试验)推荐以肉眼观察方法为主。最好先用紫外成像仪对放电点进行定位之后,再用肉眼重点观察这些部位,并留下相关影像资料。图3给出了使用电晕成像仪查找表面放电所得到的图像。
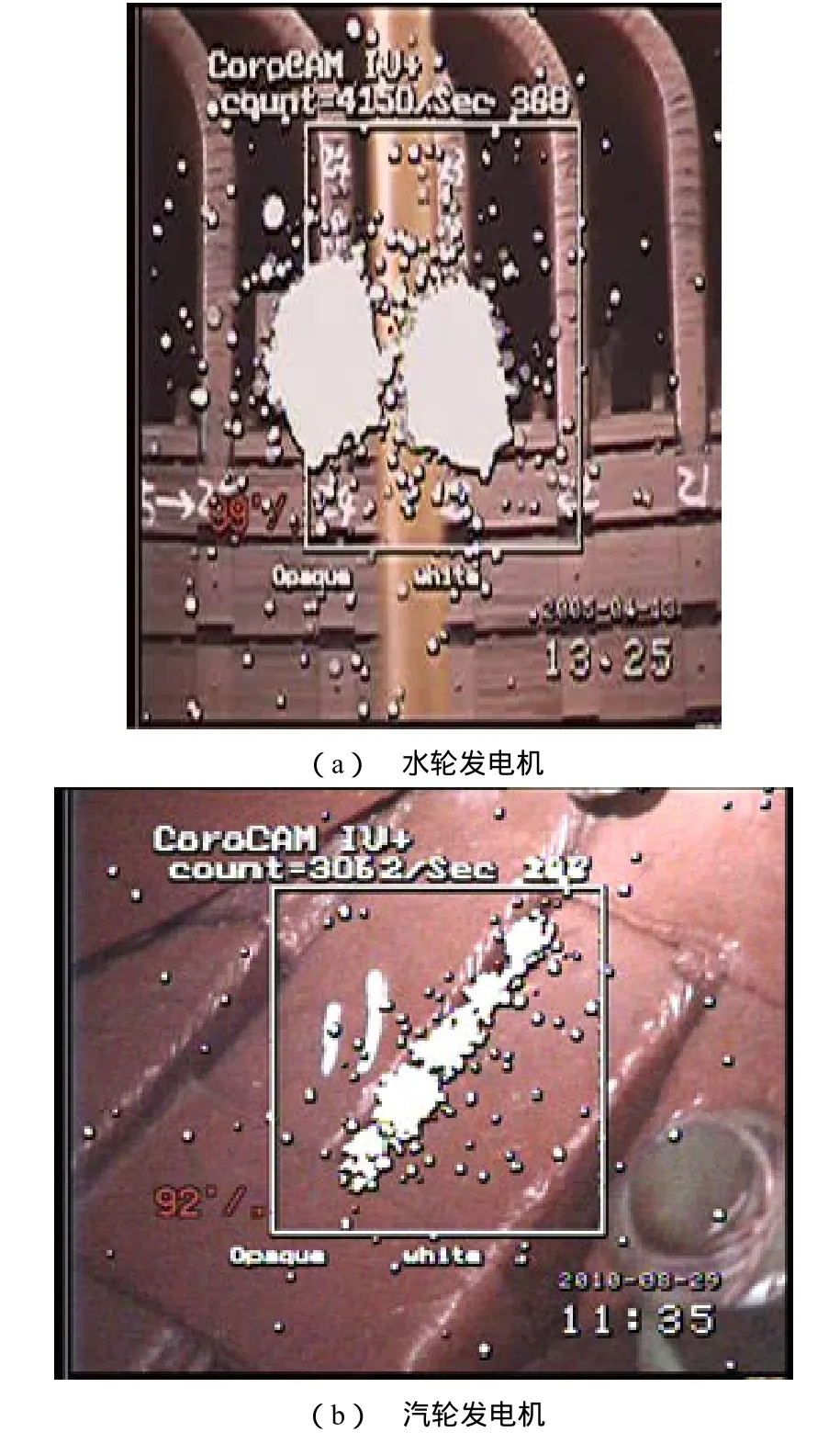
图3 某电晕成像仪在表面放电缺陷查找试验中的读数
2 相关的技术标准
国内现有的标准中,涉及到暗室遮光起晕试验的主要有文[3-6]。除了文[3]外,其余标准都是针对新发电机的;而文[2]则用于制造厂对于新制造或新安装发电机的质量控制。文[2]和[3]同时讨论了肉眼观察方法和使用电晕成像仪进行暗室遮光起晕试验,其余标准则仅针对肉眼观察方法。
对于整机起晕水平,文[4-6]只是简单要求在 1.0倍、1.05倍和1.1倍额定线电压下,定子绕组端部没有明显的晕带和连续的金黄色亮点,并未涉及具体的试验方法。文[2]和文[3]则对具体的试验方法和步骤进行了详细的描述。
文[2]和文[3]都建议试验分为两个阶段。第一个阶段,将绕组三相连在一起加压,也可分相加压,施加电压较低,检查绕组对地的部分是否存在表面放电,重点关注是否存在异物引起的尖端放电、测温元件或监测传感器连接电缆附近、对地间隙和不同阻值防晕涂层的交界面和端部防晕层等部位是否存在表面放电。第二个阶段,分相加压,非被试相接地,施加电压较高,只关注相间间隙中是否存在表面放电。这个阶段即使发现绕组对地间隙中存在表面放电,应予以忽略。所以应在试验前应根据绕组线棒连接图标识好相间间隙的位置。
设UN为定子绕组额定线电压,文[3]区分空气冷却和氢气冷却机组,建议第一阶段施加的电压分别为1.1×UN/和UN/,第二阶段施加的电压分别为 1. 1UN和UN;而文[2]则没有区分机组冷却方式,建议第一阶段施加电压为1.15×UN/,第二阶段施加的电压值U2应根据绕组中各根线棒的电压相量图来计算。毕竟对于额定电压为UN的定子绕组,在运行时相间只有在绕组出线端才承受额定线电压,相间其余部位所承受的电压会远低于这个数值。计算出相间两根线棒所承受的最高电压后,第二阶段施加的电压值2U应在这个值的基础上增加15%。比实际承受电压高出15%是为了补偿运行时机组温度高于试验时所造成的影响。两个标准所施加的电压都有各自的考虑,应结合起来应用。考虑到高压氢气对表面放电的抑制作用,对于氢冷机组宜按文[3]规定的电压数值加压,对于空冷机组,则宜按文[1]规定的电压数值加压。
为了让电晕成像仪满足试验要求,必须对其进行标定。文[3]采用测量试验线棒表面放电时的局部放电量的办法标定电晕成像仪,以此得到电晕起始时所对应的电晕成像仪的示数。而文[1]则采用肉眼观察标准尖板电极起始电晕的方法来检查电晕成像仪的灵敏度是否满足试验要求。文[2]中规定,肉眼观察法得到的电晕起始电压与电晕成像仪得到的电晕起始电压相差不能超过1kV,以此也可以标定电晕成像仪。
就试验标准而言,由于文[2]是针对新机的,它要求在所施加的电压下,对应的部位不应存在表面放电,否则就应对发电机进行修理;而文[3]是针对现场安装的发电机,无论是新机还是已投运处于检修状态下的机组,它规定,表面放电可以在一定程度内存在,是否需要处理应根据电晕成像仪的示数决定。
对于新机而言,文[2]中给出的标定方法更加符合实际需求,毕竟对新机进行暗室遮光起晕试验的目的是为了给出表面放电的起始电压和熄灭电压水平。而对于检修中的机组而言,用户关心的是表面放电的严重程度以及它是否需要进行处理。所以,文[3]中给出电晕成像仪的标定方法和表面放电的评估方法更容易在现场实现。然而,由于电晕成像仪的示数与肉眼观察方法得到的图像之间的对应关系并没有数据支持,所以目前对检修机组的表面放电水平的评估方法宜以肉眼观察方法为主,以电晕成像仪的读数作为辅助手段。而肉眼观察方法需要一定的经验,这就为现场操作带来了困难。与文[3]给出的标准不同,本文建议对所有在第一阶段使用电晕成像仪发现的表面放电点一定要进行处理,其处理办法依据表面放电缺陷表现的不同而不同。
3 表面放电缺陷的表现及其现场处置
发电机定子绕组端部的表面放电缺陷依据其遗留下来的痕迹可分为四种。
由于线棒端部间距不够而造成的表面放电。长期运行之后,它通常会引起线棒表面的电腐蚀现象,即在目视检查时,会发现线棒表面存在大量的白色粉末(臭氧或其他化学物质腐蚀的结果)。这种白色粉末一般出现在运行中处于高电位的线棒上。当它们与灰尘或油混合时,可能变成褐色或者灰色。图4给出了一台水轮发电机定子绕组端部出现的电腐蚀现象。
半导体涂层故障所造成的表面放电缺陷。一般来说,半导体涂层为黑色,如果涂层变成白色、黄色或其他颜色,则发生了这种故障。当端部半导体涂层的交叠部分发生故障时,会引起特殊的电腐蚀现象[7],如图5所示。
脏污造成的表面爬电。在端部间隙不足处如果线棒表面存在脏污,就会引起表面爬电。有时,这种爬电会在线棒表面的绝缘漆上留下放电通道的痕迹,如图6所示。
间隙中的颗粒造成的表面放电。间隙中的颗粒改变了电场分布,尤其是金属或其他导电颗粒会形成局部场强较高的区域,由此引起表明放电。
在制造厂处理表面放电缺陷可能涉及重新绑扎定子端部,增大间隙等措施,有时甚至需要修改电机设计,重新安装线棒。在检修现场处理表面放电缺陷时一般以清扫为主。现场经验表明,哪怕是很小的颗粒都可能造成严重的表面放电缺陷,所以应对端部缝隙应进行仔细的清扫。对表面放电遗留的痕迹进行清理之后,再在绝缘表面喷上绝缘漆。一般情况下,清扫可以很好地消除表面放电缺陷。特殊的情况下,可能需要以某些材料填塞空隙或者塞入垫块以增大间距。这项工作一定不能破坏线棒的绝缘结构。在端部间隙内填塞环氧泥等绝缘材料时,应保证填塞的材料不能影响电机的散热,且不能掉落,以免堵塞转子通风道。此外,如果没有专家的指导,不推荐在现场进行防晕涂层的修复,即尽可能不在现场进行防晕涂层的喷涂工作。
4 结论
(1)发电机定子端部表面放电缺陷查找试验应将肉眼观察方法和应用电晕成像仪的方法结合起来在现场实施;受限于电晕成像仪的普及程度和实施标准,一般以肉眼观察方法为主。

图4 某水轮发电机定子端部电腐蚀造成的白色粉末
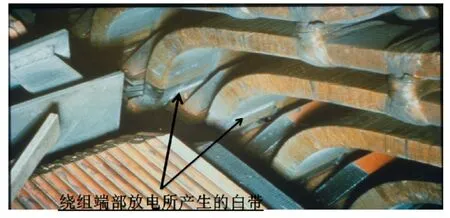
图5 某水轮发电机定子端部出槽口防晕层交叠区域劣化造成的白带

图6 某汽轮发电机定子端部相间间隔块处的爬电碳化痕迹
(2)现有试验标准在施加电压、电晕成像仪的标定以及表面放电的评估方法上有一定差异,现场试验应结合实际情况应用这些标准。
(3)表面放电一般会留下电腐蚀、爬电痕迹等放电迹象。在一定条件下,清扫可以对表面放电缺陷的消除起到很好的效果。在现场应慎重使用在表面放电点处填塞绝缘材料和修复防晕涂层这两种措施。
[1]王绍禹, 周德贵. 大型发电机绝缘的运行特性与试验[M]. 北京: 水利电力出版社, 1992: 57-58.
[2]IEEE P1799/D11, April 2012. IEEE Draft Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars and Windings[S].
[3]DL/T 298-2011, 发电机定子绕组端部电晕检测与评定导则[S].
[4]GB/T 7064-2008, 隐极同步发电机技术要求[S].
[5]GB/T 7894-2009, 水轮发电机基本技术条件[S].
[6]SL/321-2005, 大中型水轮发电机基本技术条件[S].
[7](美)斯通(Stone G.C.), 等. 旋转电机的绝缘——设计 评估 老化 试验 修理[M]. 北京: 中国电力出版社, 2010: 128-131
猜你喜欢
中国设备工程(2022年17期)2023-01-02
大电机技术(2022年4期)2022-08-30
空间科学学报(2020年1期)2021-01-14
水电与新能源(2020年5期)2020-06-17
百科探秘·航空航天(2020年4期)2020-04-24
扬子江(2019年3期)2019-05-24
中国学术期刊文摘(2016年2期)2016-02-13
中国光学(2015年1期)2015-06-06
中国当代医药(2015年31期)2015-03-01
汽车与新动力(2013年6期)2013-03-11