
国产高温高压汽动鼓风机组在大高炉上的应用实践
2014-01-20 06:16王庆丰马忠民
冶金动力 2014年4期
王庆丰,刘 伟,马忠民
(安阳钢铁股份有限公司动力厂,河南安阳455004)
国产高温高压汽动鼓风机组在大高炉上的应用实践
热电
王庆丰,刘 伟,马忠民
(安阳钢铁股份有限公司动力厂,河南安阳455004)
【摘 要】
安钢3
#
高炉配套鼓风站AV100-18汽动鼓风机组采取一系列工艺技术措施优化配置,并成功实现国产风机的定风量定风压运行,投运以来,安全经济,稳定可靠,技术优势和经济效益显著。
国产;高温高压;汽动鼓风机组;应用
1 概述
安钢公司在2009年决定启动铁前配套系列工程,作为大高炉配套的鼓风站经过全面论证,采用两炉两机模式,站内配置2台240 t/h高温高压全燃高炉煤气锅炉,1台60 MW汽轮发电机组,一期上马1台汽轮机驱动的全静叶可调AV100-18鼓风机组,预留1台备用鼓风机组。新上的AV100-18鼓风机组采用杭汽工业汽轮机和陕鼓轴流压缩机,高温高压蒸汽驱动,在国内同等级高炉首次采用国产配套设备,是国内高炉功率最大的汽动鼓风机组,并成功实现国产风机的定风量定风压运行,投运以来,安全可靠,效益明显。
2 工艺技术选择
2.1 机组采用高温高压蒸汽驱动
钢铁企业同等级或以上高炉鼓风多数采用电动鼓风,电拖鼓风机优点:系统简单,故障率低,故障点少,启动时间短;缺点:投资大,运行成本高,富余煤气需要发电或其它形式回收利用。汽拖鼓风机优点:占地小,投资少,能源转换直接,运行成本低;缺点:启动和恢复时间长,系统复杂,故障点多,管理要求高。结合安钢资金紧张、位置紧张的实际情况,根据以往2200 m3和2800 m3高炉汽动鼓风积累的经验,我们在大高炉上选择汽动鼓风机组,该机组是目前国内高炉功率最大的汽动鼓风机组。国内在4000 m3级高炉采用汽动鼓风机组的只有两座,其中一套机组为梅山钢铁全套进口MAN公司的DK100/220R垣AV90-15中温中压汽动鼓风机组,汽机进汽参数:压力3.43 MPa(a),温度435益,E点平均风量7100 m3/min,轴功率为35799 kW,另外一套就是目前安钢在用的国内最大的HNK63/90/ 120垣AV100-18高温高压汽动鼓风机组,汽机进汽参数:压力8.83 MPa(a),温度535益,E点平均风量7615 m3/min,轴功率为36958 kW,A点平均风量8777 m3/min,轴功率为46081 kW,该机组采用全新设计工艺,机组蒸汽循环热效率比中温中压机组循环热效率高13.6%左右,以目前安钢能源介质定价计算,成本降低率为10.24%。高温高压蒸汽驱动效率和成本分析如下:
2.1.1 高温高压蒸汽驱动效率分析
蒸汽循环热效率的提高具有很大的经济意义。首先,它能节约大量的燃料,热效率提高1%,每小时即可节约标准煤200耀250 kg,同时汽耗率也随之减少,致使设备尺寸和重量减小,金属消耗量减少,制造成本降低。
热效率的公式ηt=h1-h2/h1-h2忆,热效率ηt由h1h2和h2忆三个数据决定。新蒸汽的焓h1由其压力P1和温度t1决定,饱和水的焓h2忆由膨胀终了的压力P2(即凝汽器中的压力)决定,参数P1、t1、P2又决定着绝热膨胀终了的焓h2,因此热效率ηt完全由参数P1、t1、P2来决定。
在进汽压力P1和排汽压力P2保持不变的情况下,提高蒸汽初温t1可以提高循环热效率。
如图1所示朗肯循环1-2-3-4-5-6-1,其进汽温度为t1(即循环的上限温度),平均放热温度T1,平均吸热温度为T2。若进汽温度由t1提高到t1忆,则形成另一朗肯循环1忆-2忆-3-4-5-6-1忆,该循环的进汽温度为t1忆,平均放热温度,平均吸热温度为。由于吸热的上限温度提高(t1忆﹥t1),平均吸热温度提高(T1忆﹥T1),平均放热温度又未改变(T2=T2忆),故新循环比原循环具有更高的热效率。由此可见,提高进汽温度,可以提高朗肯循环的热效率。同时从图中看出,提高进汽温度,还可以提高排汽的干度,这对汽轮机的工作极为有利。
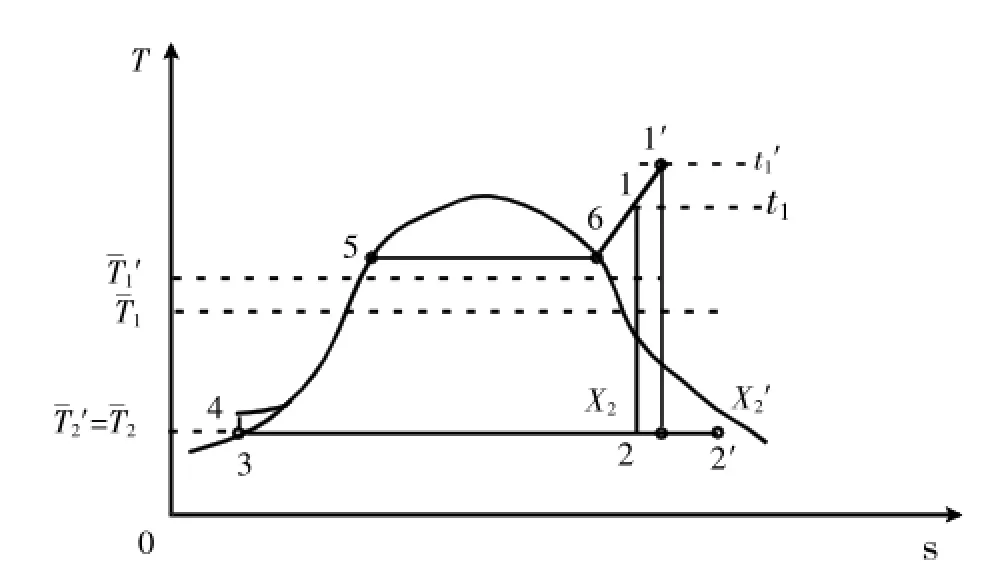
图1 朗肯循环示意图
在进汽温度t1和排汽压力P2保持不变的情况下,提高进汽压力P1也可以提高循环热效率。
如图2所示朗肯循环1-2-3-4-5-6-1,其进汽压力为P1,平均吸热温度为T1,平均放热温度T2。若将该循环的进汽压力由P1提高到P1忆,则形成另一朗肯循环1忆-2忆-3-4忆-5忆-6忆-1忆。进汽压力提高后的循环的进汽压力为P1忆,平均放热温度T2忆,平均吸热温度为T1忆。提高后进汽压力,循环的上限温度t1和下限温度T2未改变,主要是蒸发段5-6的蒸汽温度(即饱和温度)提高了,平均吸热温度由T1提高T1忆(T1忆﹥T1)。因而循环热效率提高。
由此得出,在排汽压力P2保持不变的情况下,提高蒸汽的初参数P1、t1可以大幅度地提高朗肯循环热效率。

图2 提高进汽压力后的朗肯循环示意图
高温高压蒸汽拖动风机工艺流程:根据朗肯循环定律,高炉煤气在锅炉炉膛内燃烧将燃料的化学能转换成热能,使水加热变为过热蒸汽;在汽轮机中蒸汽的热能转换成机械能,拖动汽轮机旋转;并带动风机旋转产生具有一定压力能的压缩空气向高炉送风。过热蒸汽在汽轮机内膨胀作功后变成湿蒸汽,湿蒸汽向循环冷却水放热,凝结成为凝结水(饱和水),并经凝结水泵升压后进入除氧器除氧,再经高压给水泵升压送至锅炉进行热交换,从而形成汽水的密闭循环。
现代汽轮机中,排汽压力P2设计值为0.004耀0.005 MPa.其对应的排汽温度为28.981耀32.90益。中温中压和高温高压汽轮机排汽压力P2相同都在0.005 MPa时,两台机组蒸汽按朗肯循环工作,其热效率的比较:
1)根据P01=3.35 MPa、t01=435益由未饱和水与过热水蒸汽表查得:h01=3305.8kJ/kg S01=6.9818 kJ/ (kg.K);P1=8.83 MPa、t1=535益由未饱和水与过热水蒸汽表查得:h1=3476.64 kJ/kg S1=6.7813 kJ/(kg. K);由饱和水蒸汽表查出P2=0.005 MPa时:t2=32.90益、h2忆=137.77 kJ/kg、h2义=2561.2 kJ/kg、S2忆=0.4762kJ/ (kg.K)、S2义=8.3952 kJ/(kg.K)。
2)在P01=3.35 MPa、t01=435益中温中压机组:
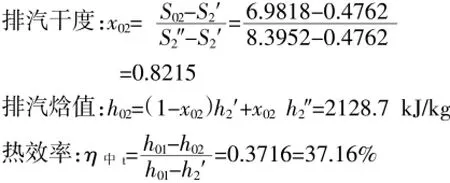
3)在P1=8.83 MPa、t1=535益高温高压机组:
2.1.2 成本比较
根据公司目前能源介质单价和一年来AV80、AV90和AV100机组实际运行数据,中温中压和高温高压鼓风机组成本比较:
1)P01=3.35 MPa、t01=435益中温中压鼓风机组
蒸汽平均成本:140元/t
鼓风平均成本:508元/万m3
鼓风3.3 t/万m3
2)P01=8.83 MPa、t01=535益高温高压鼓风机组
蒸汽平均成本:150元/t
鼓风平均成本:456元/万m3
鼓风2.5t/万m3
3)高温高压机组相对中温中压机组成本降低:
508-456=52(元/万m3)

2.2 优化回热给水系统
2.2.1 回热加热系统特点
中冶赛迪和杭州汽轮机股份有限公司接受安钢技术人员工艺要求,在凝结水回热加热系统中,取消了传统工艺的高压加热器,在汽轮机首次采用一级抽汽两级加热系统,一级工作压力0.085 MPa(a),设计面积130 m2,二级工作压力0.432 MPa(a),设计面积180 m2,凝结水进凝结水泵升压经2台低压加热器加热至120~130益送至除氧器。回热加热系统特点:进入汽轮机的蒸汽量分两部分,一部分蒸汽量经基本的循环过程,从初态的蒸汽压力、焓值一直膨胀做功到终态蒸汽压力、焓值;另一部分蒸汽量从初态膨胀做功到相应的中间参数(蒸汽压力、焓值),然后抽到低压加热器去加热给水。采用回热循环后,将使汽轮机的进汽量增加、排汽量减少,从而有利于汽轮机高压部分效率的提高和末级余速损失的减少,在一定程度上提高汽轮机的相对内效率,进一步提高汽轮机的热经济性。
2.2.2 疏水系统特点
加热器疏水水位过高或过低,不仅影响机组的经济性,而且会威胁机组的安全运行。当水位超过正常水位就会产生水击(当水位接近或超过进汽口时)、减少冷却面积降低给水温度等,当水位低於正常水位时就会破坏虹吸现象(当水位降到低於吸水口)会造成蒸汽泄漏产生热损失、疏水冷却段进口处和疏水冷却段内产生冲蚀使管子损坏等。以前采用的疏水调节器是浮球式(具体结构类似卫生间中的抽水马桶的进水阀)它由浮球、杠杆和阀门所组成,这种疏水器虽结构简单但容易卡涩、浮球破裂等,因而造成加热器水位失控。
为此,我们在汽轮机低压加热器疏水系统采用两相流水位控制装置。汽液两相流疏水器基於“汽液两相流”原理,摒弃了传统浮球式液位控制疏水器的缺点,自动调节加热器疏水流量,从而达到稳定水位的目的。大大地消除设备和管道产生汽蚀和振动。工作系统见图3。
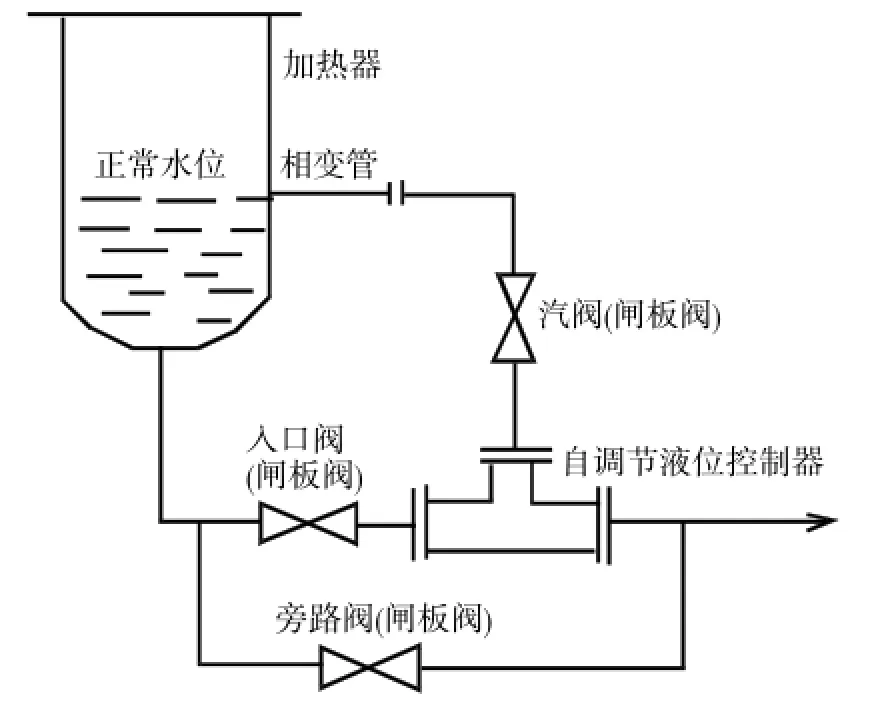
图3 自调节液位控制装置工作系统图
如图3示意,疏水由阀体的入口进入阀腔,相变管根据加热器液位高低采集汽相、液相信号直接进入阀腔,与疏水混合后流经特定设计的喉部。当液位上升时,汽相信号减少,因而疏水流量增加;当液位下降时,汽相信号增加,减小了喉部有效通流面积,疏水流量降低,从而达到水位恒定的目的。
2.2.3 操作特点
常规事故放水阀装在快放调节阀前,开机时需要现场派人操作,开度靠手动控制调整凝汽器液位,很不稳定,并且精度不高,人力浪费,现场变更凝结水事故放水接口位置在快放调节阀后,便于开机时集中控制,节省人力和时间。
2.3 在国内大高炉成功实现国产风机的定风量定风压自动运行
为减少对高炉炉况的影响,鼓风机组在热风炉换炉过程中实现定风压运行,换炉结束后实现定风量运行。定风压调节的控制风压以风机排气侧为准,定风量调节的控制风量以风机送风风量为准。(无放风)风机启机后,采用手动调节静叶,在正常送风后,选择投切开关,采用定风量自动调节。另外,取四个热风炉充风阀的非闭信号作为热风炉充风信号(常开信号,充风时闭合)。热风炉换炉时,热风炉充风信号闭合,即充风灯变绿,静叶自动控制切换为定风压自动调节,风压设定值为切换时的风压瞬时测量值。热风炉换炉结束,热风炉充风信号断开后,即充风灯变红,静叶控制自动切换为定风量自动调节,定风量设定值取定风压运行前瞬时测量值。热风炉换炉过程中,即静叶定风压运行过程中,当风量波动(相对于切换前的风量)大于450 m3/min或风机故障(停机或安全运行)时,静叶控制自动切换为手动控制模式,这时风机运行人员应联系高炉询问情况,正常后静叶控制再选择自动切换。
采用自动充风后,风量变化规律性强,高炉炉况稳定,铁水质量较高。
2.4 单机运行主要技术措施
2.4.1 设计取消故障率高的轴头主油泵,采用2台高压电动油泵,一开一备,联锁控制。
2.4.2 关键设备和阀门采用进口高质量产品,例如fisher调节阀和送风阀等,避免影响生产。
2.4.3 优化联锁停机、拨风条件,减少控制系统假信号误动作停机,保证正常拨风。
2.4.4 加强职工培训,推行标准化作业,规范操作程序,避免人为误操作。
2.4.5 建立多重点检维护防御体系,杜绝任何人为疏漏。设备点检维护方面,立足班组岗位点检,落实具体人员分工,让运行人员逐步熟悉点检项目和标准,做好时检;加强专业点检,成立机械液压、电气点检小组,做好日检和周检,全面点检的同时结合运行点检信息,强化点检带病运行设备,每周把发现隐患汇总,制定检修计划和备件计划,联系检修队伍落实“及时适时维护、持续不断改进”原则,能够及时处理的缺陷和隐患见缝插针地及时消除。
3 应用效果
2013年3月14日风机开机,3月19日向高炉送风,3月20日高炉正常出铁,运行各项指标均达到了设计参数,同时投入定风量风压自调节,安全经济,稳定可靠。
本项目的AV100-18高温高压汽动鼓风机组,采用目前的工艺配置,可利用12~13万m3/h高炉煤气,相当于发电负荷35 MW,正常生产不仅减少煤气放散量、节约二次能源,相对于电动鼓风而言,还可直接减少公司外购电量,经济效益和社会效益可观。符合公司实际情况,真正实现了低成本运行。
本项目一次性投资10000万元左右,按运行330天、功率按35 MW计算,能源介质及原材料等价格参照安钢企业内部结算价格确定,考虑煤气成本,年经济效益为2564万元,投资回收期为3.9年左右。不考虑煤气成本,年经济效益为14444万元,投资回收期为8.3月左右。
4 讨论
4.1 高炉休风时间多数论小时计算,汽动鼓风机组停机须盘车3~5天才能停止,本体和油系统故障消缺不能进行,单台设备和运行管理无法克服,鼓风系统安全性值得重视,建议抓紧上马备用风机,建议采用“一机两拖”的汽动鼓风发电机组。
4.2 高温高压汽动鼓风机组系统复杂,技术和管理要求较高,工艺路线需要结合单位实际情况科学合理选择。
[1]李笑乐.工程热力学(第2版).北京:水利电力出版社出版,1993.
App lication of Home-made High-tem perature High-pressure Steam-driven Blower in Large Blast Furnaces
WANG Qingfeng,LIU Wei,MA Zhongmin
(The Power Supply Plant of Anyang Iron and Steel Co.,Ltd.,Anyang,Henan 455004,China)
The AV100-18 steam-driven blower unit for the No.3 blast furnace of Anyang Steel adopted series of technological measures to optimize process resources and suc原cessfully achieved fixed-volume and fixed-pressure operation of home-made blast blower, which has operated safely,stably and reliably,showing significant technical and economic ad原vantages.
home-made;high-temperature high-pressure;steam-driven blower unit;appli原cation
TH44
B
1006-6764(2014)04-0030-04
2013-11-19
王庆丰(1973-),1995年毕业于北京科技大学机械工程专业,工程硕士,高级工程师,现从事高炉鼓风和发电生产技术管理工作。
猜你喜欢
水泵技术(2021年3期)2021-08-14
防爆电机(2020年5期)2020-12-14
汽车维护与修理(2016年10期)2016-07-10
当代化工研究(2016年2期)2016-03-20
汽车维护与修理(2015年7期)2015-02-28
汽车与新动力(2015年1期)2015-02-27
现代冶金(2015年4期)2015-02-06
河南科技(2014年22期)2014-02-27
河南科技(2014年7期)2014-02-27
汽车与新动力(2014年6期)2014-02-27
