水轮机接力器压紧行程调整工艺改进
2014-01-13 09:11张传山刘元娇
大电机技术 2014年1期
张传山,刘元娇
(天津阿尔斯通水电设备有限公司,天津 300400)
0 前言
水轮机接力器是控制导叶开关和导叶开度的直接驱动机械。导叶全关时,由于导叶两侧存在压差,会使导叶产生一定机械变形从而两导叶立面之间出现间隙,漏水量会加大。为控制机组停机时导叶处漏水量,需在导叶全关闭后,施加一个力矩使两两导叶之间压紧,此力矩就是用来抵消致使导叶产生机械变形的水力矩。导叶立面间隙小了,漏水量自然就小了。
水轮机接力器的压紧行程就是为了产生此力矩来压紧导叶。最常见的情况是每个机组有左右两个对称分布的接力器,同时控制导水机构的控制环来控制导叶的开关。接力器压紧行程的调整非常重要,最成功的调整结果就是,导叶压紧后两个接力器活塞同时贴紧缸盖,同步且受力一样。下面以三峡地下电站ALSTOM机组接力器调整为例,解析接力器压紧行程的调整过程。
1 接力器操作导叶的工作过程简述
当调速器接到开/停机指令后,调速系统将会给接力器的开启/关闭腔通入压力油,使接力器活塞向开启/关闭方向移动,活寒杆与控制环用大连板连接,推动控制环向开启/关闭方向旋转。控制环下环24个小耳朵分别与导叶摩擦环通过连接板和销子连接,摩擦环与导叶臂之间有剪断销或拉断销连接,导叶臂与导叶轴用骑缝销连为一体。控制环的旋转带动摩擦环/导叶臂/导叶转动,从而控制导叶的开关。
2 ALSTOM机组接力器结构简述
ALSTOM 机组接力器的布置是从上游侧(+Y)看,左右两个接力器对称布置。操作控制环时,一个承受拉力,一个承受推力。右侧接力器设有液压锁定,锁导叶全关;左侧接力器设有手动锁定,锁导叶全开状态。
三峡ALSTOM水轮机接力器设计有两个调整垫片。基础板与接力器后缸之间有一个调整垫(垫片1),接力器安装过程中用于调整接力器的水平与垂直位置的。接力器活塞杆与十字销连接处还有一个调整垫片(垫片2),是用于调整接力器的压紧行程的。
接力器安装时,要靠垫片1来调整接力器的位置。垫片1留有加工余量,一是为了现场调整接力器的水平和垂直的,另外就是补偿接力器基础板到控制环大耳朵之间的距离误差的。

图 1
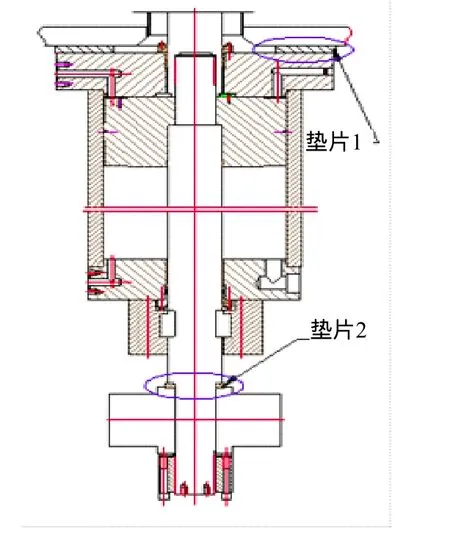
图 2
3 接力器的压紧行程调整
接力器位置调整好后,按测量数据加工垫片1。当垫片1加工完,接力器已安装完毕,十字销(叉头)与活塞杆已预紧,油压系统已调整待用时,就可以进行接力器压紧行程调整了。
3.1 接力器压紧行程的调整工艺
接力器压紧行程的调整最终是为了确定调整垫片的厚度,调整垫片最终的厚度与设计的理论厚度的差值就包含了压紧行程量。在接力器的设计中,左右两接力器的调整垫片的理论厚度值是一样的,并不包含压紧行程值。现场调整时就要准备两个临时垫片,一个垫片(厚度A)比理论值薄10~20mm,另一个(厚度B)则比理论值厚10~20mm。临时垫片加工好后,要用千分尺准确测出两临时垫片的厚度,并记录测量值A和B。
将加工好的临时垫片装到接力器上,导叶全关时,活塞杆往回缩的接力器(右接力器)装上薄的临时垫片,活塞杆往外伸的接力器(左接力器)装上厚的临时垫片。预紧十字销与活塞杆,此时接力器与控制环未连接。用压力油将接力器活塞推到与接力器缸盖接触,左接力器活塞与后缸盖接触,右接力器与前缸盖接触。用内径千分尺测缸盖与十字销的距离X,Y。

图 3
记录下X,Y值。对于调整垫片装在其他位置的接力器,如有的接力器只有与接力器基础间的调整垫片,不论垫片装在接力器任何位置,测量的X,Y值应包含调整垫片厚度。
将接力器与控制环用大连接板连上,控制油系统已调试好待用。准备两块百分表,分别装在两接力器的活塞杆上,测量压紧行程调整过程中的活塞杆的位移。
接力器压紧行程调整所用油压应计算而得。在此油压下,从接力器传到导叶的力矩应能抵消部分水力矩,以免导叶全关时在水力矩的作用下产生变形,两导叶搭接面处形成间隙。另外此油压也不能使剪断销或拉断销产生疲劳损坏。三峡地下电站ALSTOM机组的导叶压紧油压为28Bar。
3.2 接力器压紧行程调整步骤
(1)接力器活塞杆上架百分表,指针接触活塞缸盖,通入5Bar的压力油,将导叶推至全关位置,百分表不再走动,撤除油压,将百分表归零,此为起始位置。
(2)再通入5Bar的压力油,观察百分表不再走动为止,记录此时百分表的读数a1。
(3)再将百分表归零,将油压加到10Bar,观察百分表不再走动为止,记录此时百分表的读数a2。
(4)重复步骤(3)给接力器每步按5Bar逐渐加压并读数,直到油压升到导叶压紧油压为止,记录百分表的数值an。此时保持接力器内油压,用千分尺测量接力器十字销与活塞缸盖间的距离X1,Y1,并记录此数值。
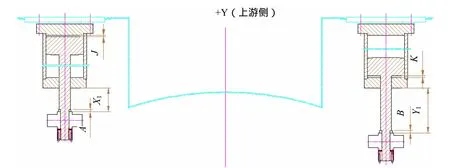
图 4
(5)从第(2)步开始,百分表读数的累加即是压紧行程值a(a=a1+a2+……+an)。根据油压与百分表读数,可绘出压紧行程曲线。三峡地下电站ALSTOM机组接力器的数据见表1。
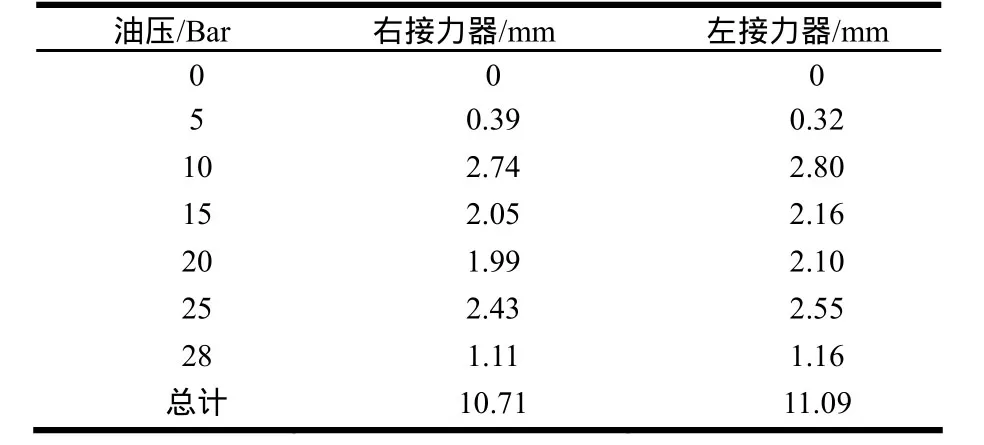
表 1
最后计算调整垫片的厚度。右接力器调整垫片厚度C1=A+J=A+(X-X1),左接力器调整垫片厚度为C2=B-K=B- (Y-Y1)。
按C1,C2值加工垫片,加工完后,用千分尺准确测出垫片的真实厚度(可能有加工误差)并记录下来。装上加工好的垫片,预紧螺栓,准备下一步的复核。
4 复核接力器的压紧行程
为了确保导叶全关并压紧后,两接力器的活塞能同时紧贴接力器缸盖,达到同步。需要对垫片厚度及压紧行程进行复核。复核的过程如下:(1)接力器活塞杆上架百分表,通油压(25Bar)且小于压紧油压,活塞杆不再走动为止,百分表归零。复核过程不需从零油压开始核,因为此过程主要是用于核实两接力器是否同步;所以只要看后面一部分升压过程中,两接力器的位移是否很接近。跟前面调整压紧行程的步骤一样,每步按1Bar往上逐渐加压。(2)不撤油压,将油压加至26Bar,直到接力器活塞杆不动,记录此时百分表的读数;(3)油压加至27Bar,观察接力器活塞杆不再走动,记录此时百分表的读数;(4)油压加至28Bar,观察接力器活塞杆不再走动,记录此时百分表的读数;(5)油压加至29Bar,观察接力器活塞杆不再走动,记录此时百分表的读数。对比俩接力器活塞杆的位移是否接近,并且在达到压紧油压后其位移接近于零。第一次复核结果有可能是两个接力器并未在达到压紧油压后同步,可能一个接力器已经不动而另一个接力器还有较大移动。即俩接力器活塞没有同时贴紧接力器缸盖。以下是三峡地下电站ALSTOM机组接力器复核的数据如图5所示。
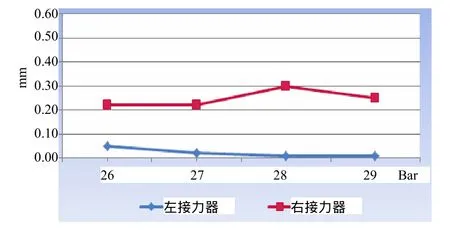
图5 首次调整后,左右岸接力器同步情况
从图5数据看出,左右两接力器在导叶压紧过程中并不同步,需要再次调整垫片的厚度并重新复核。可见右接力器垫片的厚度需要加厚,因在大于28Bar油压下活塞杆还在移动。需要加厚的厚度应为C=0.25+0.22+0.14=0.61。而左接力器垫片也需要加厚,因为在25Bar油压下活塞就已贴上缸盖,升到26Bar后只有微动。在调整压紧行程过程中,油压从25Bar升至28Bar后活塞可以移动1.16,加上复核时26Bar油压下移动了0.05,所以其需要加厚的厚度为d=1.16+0.05=1.21。
最终再次加工后的垫片实测值是右接力器12.85mm,左接力器42.78mm。再次按上面的复核步骤进行复核,得到的数据如图6所示。
从图6数据看出,两接力器接力器的位移基本一致,在到达29Bar油压后,两活塞均已不动,同时贴紧接力器缸盖,达到很好的同步。
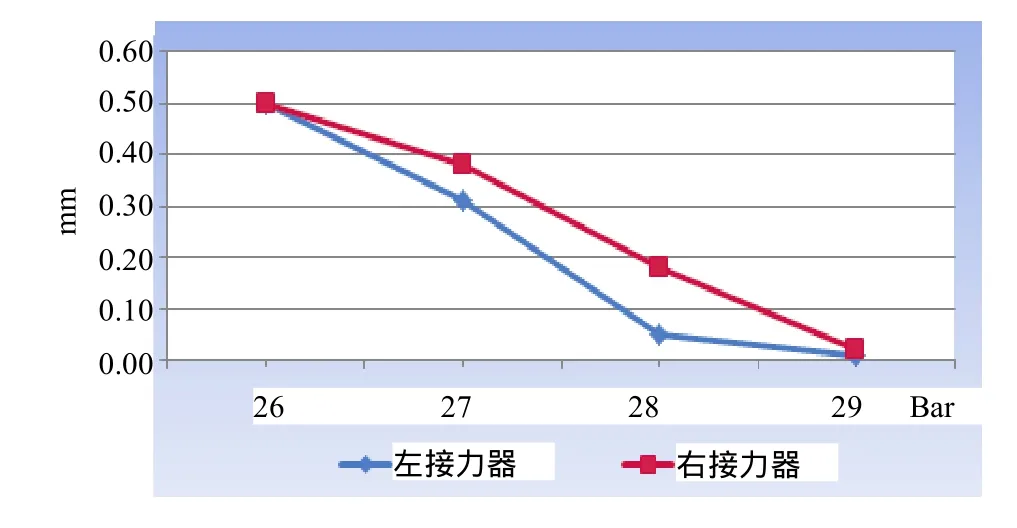
图6 进一步调整后,左右岸接力器同步情况
5 结束语
接力器压紧行程的调整过程是一项比较复杂繁琐的过程,调整结果的好坏影响导叶的漏水量和接力器的运行稳定性。调整好了,导叶全关后,接力器最终能达到同步,两接力器活塞杆受力相同,增强了接力器运行稳定性。通过对三峡地下电站ALSTOM机组的接力器压紧行程调整过程的总结与描述,给其他机组同类型接力器压紧行程调整过程很好的借鉴与经验。
猜你喜欢
大众标准化(2022年17期)2022-09-27
装备制造技术(2020年11期)2021-01-26
水电与新能源(2020年12期)2021-01-07
水电站机电技术(2020年8期)2020-08-28
模具制造(2019年4期)2019-06-24
柴油机设计与制造(2018年1期)2018-04-20
现代制造技术与装备(2018年12期)2018-02-20
中国铸造装备与技术(2017年3期)2017-06-21
职业·下旬(2016年11期)2017-02-21
工业设计(2016年6期)2016-04-17