
青稞挤压糊化粉的研制
2014-01-12 14:38孙志坚孙菲菲
食品科学技术学报 2014年1期
孙志坚, 张 敏, 刘 明, 谭 斌, 殷 东, 高 乐, 孙菲菲
(1.东北农业大学食品学院,黑龙江哈尔滨 150030;2.北京工商大学食品添加剂与配料北京高校工程研究中心,北京 100048;3.国家粮食局科学研究院,北京 100037)
青稞挤压糊化粉的研制
孙志坚1, 张 敏2,*, 刘 明3, 谭 斌3, 殷 东1, 高 乐2, 孙菲菲2
(1.东北农业大学食品学院,黑龙江哈尔滨 150030;
2.北京工商大学食品添加剂与配料北京高校工程研究中心,北京 100048;
3.国家粮食局科学研究院,北京 100037)
以青棵粉为原料,采用双螺杆挤压改性方法加工速食营养粉,研究挤压温度、螺杆转速和物料水分对物料品质的影响规律,并通过二次旋转正交组合实验(响应面实验),优化营养粉工艺参数.结果表明,物料水分、螺杆转速和挤压温度对于青棵营养粉产品品质影响显著(P<0.05).响应面试验得出速食营养粉的较优加工条件:螺杆转速290 r/min,温度165℃和水分含量16.5%.在此优化条件获得青棵预糊化粉的各项指标为:膨化度3.14,吸水指数5.92,容重0.53,碘呈色度5.44.
青棵;速食营养粉;双螺杆挤压;工艺参数;响应面优化
青棵(Hordeum vulgare L.var.nudum hook.f.)又称元麦、淮麦、米大麦或裸大麦,是禾本科小麦族大麦属大麦的一种特殊类型[1].因其在收获时内外颖与颖果分离,籽粒裸露而得名裸大麦.青棵具有耐旱、耐痔薄、生育期短、适应性强、产量稳定、易栽培等优异种性,目前,种植集中分布于青藏高原及内蒙古等少数高寒冷凉地区.青棵营养丰富,具有高蛋白、高纤维、高维生素、低脂肪、低糖等特点,其β-葡聚糖含量居全球大麦之冠,是小麦的50倍.青棵中的β-葡聚糖具有清肠、调节血脂、降低胆固醇、阻抗肿瘤、提高免疫力等生理功能[2].目前,由于青棵食用品质差等原因,其开发处于初级阶段,产品单一,附加值低.
挤压改性是在热能和机械能的共同作用下,连续的挤压、剪切、混合、蒸煮、物料塑性化的加工方式,具有高温、短时等特点.挤压改性能使青棵粉α化,改善口感和蛋白消化率,是改善品质,提高营养价值的有效途径.目前,国内外研究人员已经深入研究了小麦[3-4]、大米[5-7]、小米[8]、玉米[9-10]等谷物的挤压特性,但以纯青棵粉挤压加工特性研究的报道很少.本研究以青棵粉为原料,采用双螺杆挤压技术,探讨螺杆转速、物料水分含量、挤压温度等挤压工艺参数对青棵粉的理化性质影响,并以青棵速食营养粉的食用品质为指标,优化挤压工艺条件,以期为青棵挤压速食食品的开发奠定基础.
1 材料与方法
1.1 材料与仪器
青海西宁唐古风商贸有限公司生产的青棵粉;实验室各种常规化学试剂均为分析纯.
SLG30-IV型双螺杆挤压实验机,济南赛百诺科技开发有限公司;WF-20B型高效粉碎机,南京科益机械设备有限公司;Anke-TDL-5-A型台式离心机,安亭科学仪器厂;SHZ-88型台式水浴恒温震荡器,江苏太仓市试验设备厂;TU-1810型系列紫外可见光分光光度计,北京普析通用仪器有限责任公司;DGG-9240B型电热恒温鼓风干燥箱,上海森信试验仪器有限公司.
1.2 实验方法
1.2.1 挤压实验方案设计
实验采用挤压机,模孔直径0.39 cm,长径比为23∶1,挤压前24 h测定青棵粉水分含量,根据物料水分含量要求计算加水量.挤压机启动30 min后,按设定的挤压条件进行实验,腔体温度的Ⅰ区,Ⅱ区,Ⅲ区的温度设定为40,70,100℃,Ⅳ区温度分别为100,120,140,160,180,200℃,水分含量设置为13%,15%,17%,19%,21%,23%,螺杆转速分别为160,200,22,260,300,340 r/min.
1.2.2 样品处理方法
挤压产品室温放置5 min后,放置于40℃烘箱干燥24 h,取部分产品测其膨化度,容重,其余产品经粉碎过60目筛后装入自封袋中,测定水分含量,置于4℃保存.
1.2.3 产品理化特性的测定
1.2.3.1 水分含量的测定
采用AACC44-19方法测量物料水分含量[11].
1.2.3.2 膨化度的测定
用游标卡尺测量挤压样品的直径,每个样品随机测定3次,求其平均值作为产品的平均直径D(mm).膨化度用式(1)表示.

式(1)中为挤压产品平均直径(mm);d为模口直径(3.9 mm).
1.2.3.3 容重的测定
取一定量的样品置于洗净烘干称重为M1的量杯中,使其与某一水平刻度线对齐,记下该体积V,称取其重量M2.容重用式(2)表示.

式(2)中,M1为量杯的质量(g);M2为盛有样品的量杯质量(g);V为样品的体积(mL).
1.2.3.4 吸水指数和水溶性指数的测定
取8支经洗净干燥的离心管,分别标号为A,a,B,b,C,c,D,d(大小写之间的离心管之间互为同一试样的两个平行实验),用千分之一的分析天平准确称取各离心管的重量,记为M1.然后,分别向A, B,C,D四个管中各称取0.500 g的四个样品,a,b,c,d分别为A,B,C,D的平行实验.接着,用移液枪向各离心管中加入10.0mL的蒸馏水,在室温下静置30min,并每隔5 min振荡一次.然后,将各离心管置于离心机中采用3 000 r/min离心30min.离心结束后,将离心管中的上清液倒入已洗净烘干称重为mL的铝盒中,并置于烘箱中在135℃下烘干至恒重[12](约5 h),然后称重,记为m2.将离心管的剩余部分(连同离心管)再次称重,记为M2.吸水性指数、水溶性指数的计算式见式(3)和式(4).

式(3)和式(4)中,M1为离心管的质量(g);M2为去上清后离心管的质量(g);m1为铝盒的质量(g);m2为干燥后铝盒的质量(g).
1.2.3.5 碘呈色度的测定
参考方便面行业标准(LS/T3211—1995)中碘呈色度的测定方法[13].
1.3 数据处理
采用“平均数±标准差”表示实验数据,t值进行显著性分析,应用Spss软件进行差异性分析.响应面试验采用Design-Expert 8.0.6软件进行数据分析.
2 结果与分析
2.1 单个工艺参数对青稞特性的影响
2.1.1 挤压温度对物料理化特性的影响
膨化度和容重是表征产品膨化程度的指标,图1、图2为挤压温度对膨化度、容重影响的测定值.由图1和图2可以看出膨化度和容重的趋势相反.在图1中,随着挤压温度的上升,膨化料的膨化度呈上升趋势.升高温度加快物料熔融,在螺杆搅拌、剪切作用下,淀粉颗粒遭到破坏,物料容易被膨化[14];从图2中可以看出,随着挤压温度的上升,物料容重呈下降趋势,原因可能是单位物料吸收的热能增加,物料发生焦糖化反应,导致容重降低[15].吸水指数可以代表淀粉的糊化程度,水溶性指数可以代表淀粉的降解程度[16].图3是挤压温度对吸水指数和水溶指数影响的测定值.从图3中可以看出,随着挤压温度的升高,吸水指数整体呈上升趋势,而水溶指数则呈现下降趋势;在160℃左右时,吸水指数达到最高值,水溶指数达到最低值.这说明,在低于160℃挤压过程中,随着温度的升高,大分子的淀粉糊化程度提高,吸水指数增加;当温度高于160℃时,在高温、高剪切作用下,淀粉部分降解,分子量降低,持水力下降,吸水指数降低,水溶性指数增加;200℃高温下焦糖化反应加速,导致挤压产品的水溶性指数又有所降低[17].图4为挤压温度对碘呈色度影响的测定值.碘呈色度是衡量方便面熟化性的重要量化指标,碘呈色度越高,方便面复水性好,口感好[18].,孙平等在研究中用碘呈色度表征糊化度,研究发现,碘呈色度与糊化度有良好的线性关系[19],因此,本实验中采用碘呈色度表征淀粉糊化程度.由图4实验数据可见,随着挤压温度的升高,碘呈色度先下降后上升,在160℃时达到最低,说明此时小分子的物质含量较少,直链淀粉还有相当一部分未分解出来[20].

图1 挤压温度对膨化度的影响Fig.1 Impact of extrusion temperature on puffing degrees

图2 挤压温度对容重的影响Fig.2 Impactof extrusion temperature on density

图3 挤压温度对吸水指数和水溶指数的影响Fig.3 Impactof extrusion temperatures on waterabsorption and water soluble abilities
2.1.2 水分含量对物料理化特性的影响
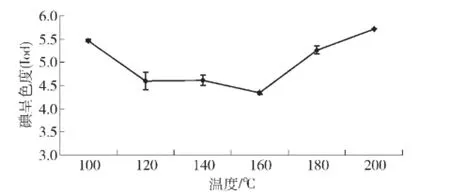
图4 挤压温度对碘呈色度的影响Fig.4 Impact of extrusion temperature on IOD
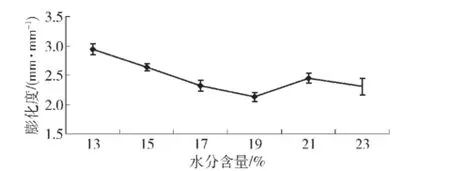
图5 水分含量对膨化度的影响Fig.5 Impact ofmaterialmoisture contents on puffing degrees

图6 水分含量对容重的影响Fig.6 Impact ofmaterialmoisture contents on density
图5、图6分别为水分含量对膨化度和容重影响的测定值.由图5、图6显示,膨化度和容重随着水分含量的增加,变化趋势相反.随着水分含量的上升膨化度是呈现下降趋势,容重则呈现上升趋势.降低物料水分,膨化度增加,提高物料水分,容重增大,这与Ding等[21]和魏益民等[22]的研究结果相一致.图7为水分含量对吸水性和水溶性影响的测定值.从图中可以看出,随着水分含量的增加,物料的水溶性指数下降,而吸水性指数呈现上升趋势.分析原因,可能是由于水分的增加,使水分在物料和腔内壁之间的润滑作用增加,物料在挤压机腔内停留时间缩短,其受到的剪切作用减弱,有机大分子的裂解减少,产生的水溶性物质减少,造成挤压膨化物的水溶性指数降低,吸水性指数上升,这个结果与魏益民等[22]的研究结论相近.图8为水分含量对碘呈色度影响的测定值.从图8中可以看出,水分含量小于17%,碘呈色度变化不大,当水分含量大于17%时,碘呈色度总体呈现降低的趋势.

图7 水分含量对吸水性和水溶性的影响Fig.7 Impactofmaterialmoisture contents on water absorption and water soluble abilities

图8 水分含量对碘呈色度的影响Fig.8 Impact ofmaterialmoisture contenton IOD
2.1.3 螺杆转速对物料理化特性的影响
图9、图10为螺杆转速对膨化度和容重影响的测定值.由图9、图10可以看出,随着螺杆转速的增加,膨化度指标增大,容重下降.原因可能是在低转速下,物料受到的剪切作用较弱,产品容重大,膨化度小.随着转速的提高,螺杆及腔体对物料的摩擦作用和剪切力增加,部分支链淀粉发生裂解,淀粉分子间的氢键作用被削弱,分子骨架的自由空间加大,膨化度高,容重小[23].图11为螺杆转速对吸水性指数和水溶性指数影响的测定值,从图11中可以看出,吸水性指数呈现下降趋势;水溶性指数呈现先下降后上升的趋势.这应该与部分物质(淀粉、蛋白质等)在螺杆高速旋转时,受到较大的剪切作用发生局部裂解,造成水溶性的物质含量增多,吸水性物质含量减少[22]密切相关.图12为螺杆转速对碘呈色度影响的测定值,从图12中可以看出,碘呈色度随着螺杆转速的增加,碘呈色度先增加后减小,在240 r/min达到最大值,在320 r/min后急剧上升.

图9 螺杆转速对膨化度的影响Fig.9 Impact of screw speeds on puffing degrees
2.2 三因素三水平响应面实验

图10 螺杆转速对容重的影响Fig.10 Impact of screw speeds on density

图11 螺杆转速对吸水性指数和水溶性指数的影响Fig.11 Impact of screw speeds on water absorption and water soluble abilities

图12 螺杆转速对碘呈色度的影响Fig.12 Impact of screw speeds on IOD
根据响应面实验的中心组合设计原理,综合以上实验结果,选取挤压温度、螺杆转速和水分含量三个因素,采用三因素的响应面分析方法优化工艺.设计中心组合实验因素水平编码,如表1.根据表1,设计青棵预糊化粉的挤压响应面试验,并测定膨化度、吸水指数、水溶指数、容重和碘呈色度等指标,实验结果见表2.
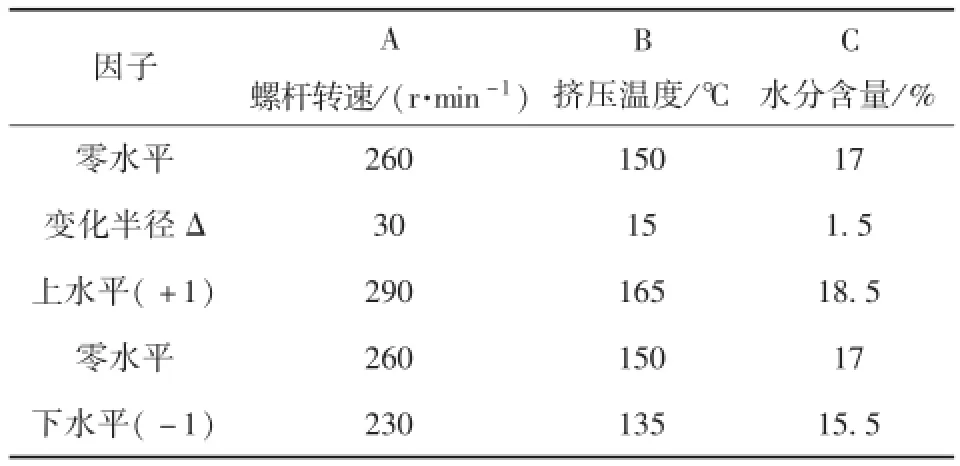
表1 中心组合实验因素水平编码表Tab.1 Factors and levels of central composite experimental

表2 青棵预糊化粉的挤压响应面数据Tab.2 Results of response surfacemethodology about squeeze processing of pre-gelatinized barley flour
计算容重指标回归方程的方差分析和挤压各因 素对容重显著性分析,见表3.

表3 容重回归方程方差分析表Tab.3 Regression variance analysis table of density
利用Design-Expert8.0.6软件分析实验数据,建立容重的二阶响应模型,从而找到最优响应因子水平.得到响应值Y1(容重)和各因子(A、B、C)之间的回归拟合方程:Y1=0.61-0.018A-0.038B+ 0.020C-0.010AB+4.250×10-3AC-7.500×10-4BC-0.021A2-0.016B2-0.020C2.回归方程的相关系数R2=0.938 5,离回归标准差=0.8595.从表3可以看出,模型中F=11.87,“Pr>F”=0.001 8<0.05,表明得到的回归方程拟合程度较好,回归效果显著,而失拟项P=0.117 2>0.05,说明回归方程差异性不显著.因此,可以应用此方程来模拟容重与各因素的关系.
分别固定挤压温度、物料含水量和螺杆转速三个参数,容重随其他两个参数的变化趋势见图13至图15.从图13中可看出,挤压温度和螺杆转速对容重的影响程度相近,但都不够显著.从图14中可看出,水分含量的影响程度大于螺杆转速,随着水分含量的增加,容重增加,随着螺杆转速的增加,容重先缓慢上升在下降.从图15中可以看出,水分含量增加,容重增加;挤压温度升高,容重先缓慢升高再下降.

图13 挤压温度和螺杆转速对容重的影响Fig.13 Impact of extrusion temperature and screw speed on the density

图14 水分含量和螺杆转速对容重的影响Fig.14 Impact ofmaterialmoisture content and screw speed on the density

图15 水分含量和挤压温度对容重的影响Fig.15 Impact ofmaterialmoisture content and extrusion temperature on the density
2.3 挤压条件的优化
通过响应面分析获得的螺杆转速、挤压温度和物料含水量各因素之间的影响规律,综合考虑Design-Expert软件给出最优的条件:螺杆转速290 r/min,温度165℃和水分含量16.50%.预测实验结果为:膨化度3.11,吸水指数6.13,容重0.50,碘呈色度5.53.在此优化条件下进行三次验证试验,获得青棵预糊化粉的各项指标为:膨化度3.14,吸水指数5.92,容重0.53,碘呈色度5.44,实验结果与预测差别不显著(膨化度相差0.96%,P1=0.53>0.05差异不显著.吸水指数相差3.4%,P2=0.32>0.05差异不显著.容重相差6%,P3=1.00>0.05差异不显著.碘呈色度相差1.7%,P4=0.354>0.05差异不显著).说明所获得的回归模型与实际拟合较好.
3 结 论
螺杆转速、挤压温度和物料的水分含量对产品的膨化度、容重、吸水性指数、碘呈色度、水溶性指数影响显著(P<0.05).
螺杆转速的增加,产品的膨化度增加,容重、吸水性指数降低.碘呈色度呈先增加后降低的趋势,水溶性指数呈先降低后上升的趋势.螺杆转速在240~280 r/min时,各项指标综合评价较好;产品的碘呈色度、吸水指数、膨化度等指标随着挤压温度的升高,均呈下降趋势,容重先缓慢上升再下降.挤压温度在140~160℃时,各项指标综合评价较好;随着物料水分含量的增加,产品的容重先缓慢上升再下降,膨化度先升高后降低,吸水指数增加.物料含水量在17%时,各项指标综合评价较好.
以膨化度、容重、吸水指数、水溶指数、碘呈色度为响应值,最终得到最优的挤压条件为:螺杆转速:290 r/min,挤压温度:165℃,物料水分含量:16.5%,在此优化条件下进行3次验证实验,获得青棵预糊化粉的各项指标为,膨化度3.14,吸水指数5.92,容重0.53,碘呈色度5.44,实验结果与预测差别不显著.
[1] 郑学玲,张玉玉,张杰.青棵淀粉理化特性的研究[J].中国粮油学报,2011,26(4):30-36.
[2] 党斌,杨希娟,肖明,等.青棵加工利用综述[J].青海农林科技,2009(1):25-27.
[3] Ding Q B,Paul A,Andrew G,et al.The effect of extrusion conditions on the functional and physical properties ofwheat-based expanded snacks[J].Journal of Food Engineering,2006,73(2):142-148.
[4] Mario M,Bonastre O,Manuel G,et al.Effect of the addition of extruded wheat flours on dough rheology and bread quality[J].Journal of Cereal Science,2013,57 (3):424-429.
[5] Ding,Paul,Gregory,etal.The effectof extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks[J].Journal of Food Engineering,2005,66(3):283-289.
[6] Supat,Kamolwan,Anuvat.et al.Effect of extrusion con- ditions on physical and chemical properties ofhigh protein glutinous rice-based snack[J].LWT-Food Science and Technology,2008,42(3):781-787.
[7] Anocha S,Kullaya L,Arpathsra S,et al.Effect of extrusion conditions on the physicochemical properties of a snack made from purple rice(Hom Nil)and soybean flour-blend[J]. International Journal of Food Science&Technology,2011,46(1):201-208.
[8] 巩敏,席亭亭,孙翠霞等.小米挤压膨化特性的差异及相关性分析[J].粮油食品科技,2013,21(5):4-7.
[9] Gonzalez R J,Greef D M,Torres R L,et al.Effects of endosperm hardness and extrusion temperature on properties obtained with grits from commercial maize cultivars [J].Food Science and Technology,2004,37:193-198.
[10] CHEN Lin,ZHENG Xi-qun,LIUXiao-lan,etal.Instant nutrition powder made from extrusion waxy corn[J]. Food Science and Technology,2011,36(8):161-163.
[11] AACC.Method 44-19 moisture-air-oven method drying at135℃[C]∥American Association of Cereal Chemists.In Approved Methods of the American Association of Cereal Chemists,1995,Minnesota.
[12] 聂丽洁,杜双奎,王华,等.脱皮脱脂杂豆粉的理化与功能特性[J].食品科学,2013,34(3):99-103.
[13] 国内贸易部工业管理司.LS/T3211—1995中华人民共和国行业标准方便面[S].北京:中国标准出版社,1995.
[14] Batterman-Azcona S J,Lawton JW,Hamaker B R. Effect of specific mechanical engergy on protein bodies and a-Zeins in corn flour extrudates.Cereal Chem,1999,76(2):316-320.
[15] Bhattacharya M,HannaM A.Modeling selected textural properties of extrusion cooked corn starch[J].Transaction of the ASAE,1988,31(5):1576-1579.
[16] 刘明,刘艳香,张敏,等.双螺杆挤压工艺参数对模头压力及白高粱粉挤压产品品质特性的影响[J].食品工业科技,2009,30(9):95-101.
[17] 赵学伟,魏益民,张波.小米挤压膨化产品的吸湿特性及其对质构的影响[J].中国粮油学报,2006,21 (3):87-91.
[18] 马红军,谭云.方便面品质评价指标碘呈色度的分析方法研究[J].粮油食品科技,2008,16(5):46-48.
[19] 孙平,张骅骞.部分杂粮熟化条件的实验研究[C]∥中国食品添加剂和配料协会.第十一届中国国际食品添加剂和配料展览会学术论文集,2007,北京.
[20] 李冀新,郑刚,刘娅,等.膨化玉米早餐粉冲调性的研究[J].粮油食品科技,2000,8(3):23-24.
[21] Ding Q B,Ainsworth P,Tucker G,et al.The effect of extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks.Journal of Food Engineering,2005,66:283-289.
[22] 魏益民,杜双奎,赵学伟.食品挤压理论与技术[M].北京:中国轻工业出版社,2009:63-69.
[23] 刘艳香.高粱挤压特性及高粱-蚕豆复配营养早餐粉的研究[D].哈尔滨:东北农业大学,2009.
Developm ent of H ighland Barley Powder Extrusion Gelatinization
SUN Zhi-jian1, ZHANGMin2,*, LIU Ming3, TAN Bin3, YIN Dong1, GAO Le2, SUN Fei-fei2
(1.Food College,Northeast Agricultural University,Harbin 150030,China;
2.Beijing Higher Institution Engineering Research Center of Food Additives and Ingredients,Beijing Technology and Business University,Beijing 100048,China;
3.Academy of State Administration of Grain,Beijing 100037,China)
Using the twin-screw extrusion modification methods to process instant nutrition powder,the technological parameters:extrusion temperature,materialmoisture content,screw speed on the physicochemical properties of the product quality characteristicswere studied.The results indicated thatmaterial moisture content,screw speed,and extrusion temperature significantly affected(P<0.05)the quality of barley nutrition powder product.The response surface experiment showed that the optimum processing conditions of instant nutrition powder were screw speed of 290 r/min,temperature of 165℃,and moisture content of16.5%.The indicators of barley pre-gelatinized flour obtained under the optimal conditions were expanded degrees 3.14,injectivity index 5.92,density 0.53,and IOD 5.44.
barley;instant nutrition powder;twin-screw extrusion;process parameters;response surface optimizing
李 宁)
TS211.3
A
10.3969/j.issn.2095-6002.2014.01.006
2095-6002(2014)01-0027-07
孙志坚,张敏,刘明,等.青棵挤压糊化粉的研制.食品科学技术学报,2014,32(1):27-33. SUN Zhi-jian,ZHANG Min,LIU Ming,et al.Development of highland barley powder extrusion gelatinization.Journal of Food Science and Technology,2014,32(1):27-33.
2013-12-17
国家“十二五”科技支撑计划项目(2012BAD34B05).
孙志坚,男,硕士研究生,研究方向为农产品贮藏与加工;*张 敏,女,教授,主要从事粮食、油脂与植物蛋白工程方面的研究.通讯作者.
猜你喜欢
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
中国生物医学工程学报(2017年6期)2017-02-10
蔬菜(2016年8期)2016-10-10
中成药(2016年4期)2016-05-17
文物保护与考古科学(2016年4期)2016-05-17
现代农业(2016年6期)2016-02-28
中国塑料(2014年1期)2014-10-17
压缩机技术(2014年3期)2014-02-28
应用技术学报(2014年4期)2014-02-28
