膨胀机控制方案探讨
2014-01-03 06:43赖晓斌周明军祁晓莉
天然气与石油 2014年5期
赖晓斌 周明军 祁晓莉
0 前言
近年来,由于膨胀机高效、简单、易操作、需要的外界条件少等特点, 越来越多地应用于控制天然气烃露点,成为天然气处理厂脱烃装置的关键设备。 但膨胀机在天然气领域的应用, 尤其是控制方案还不够成熟,未形成固定的控制模式。
本文探讨了膨胀机的控制方案,为今后工程中膨胀机的应用提供借鉴。
1 膨胀机控制方案
1.1 膨胀机工作原理
当气体具有一定的压力和温度时,就具有由压力而体现的势能和由温度所体现的动能,这两种能量总称为内能。 膨胀机主要的作用是利用气体在膨胀机内进行绝热膨胀对外做功消耗气体本身的内能,使气体的压力和温度大幅度降低达到制冷与降温的目的[1]。
膨胀机的主要工作在喷嘴及叶轮中完成, 当高速、低温的气体通过叶轮通道时,由于叶轮高速转动,使气体速度很快下降。 同时,气体在不断变大的通道中流动时,因为压力与速度下降使气体内能降低,气体温度进一步大幅度降低,达到降温与制冷的目的。
由于膨胀机叶轮的飞速转动,带动了与膨胀机叶轮在同一轴上另一端的压缩机叶轮转动,压缩机叶轮的转动压缩了通过增压机叶轮的气体,压缩机叶轮不仅压缩了气体、利用了膨胀机发出的功率,同时控制了膨胀机的转速[2]。
1.2 膨胀机基本流程
膨胀机基本流程见图1。

图1 膨胀机基本流程
在膨胀机基本流程中,上游来天然气进入膨胀机进行膨胀制冷,从膨胀机出来的低温气体进入后续工艺装置,对轻烃进行回收。 脱除掉轻烃后的产品天然气进入与膨胀机同轴的压缩机,对产品天然气进行增压,增压后进入外输管网。
膨胀机入口设置有旁路J-T 阀(J-TV),可满足以下工况时的正常生产,但正常情况下J-T 阀保持关闭状态。
a)上游来天然气超过膨胀机运行负荷,为防止膨胀机超负荷运行,分流部分气体至J-T 阀。
b)膨胀机故障停机,全部上游来天然气通过J-T 阀;
c)投产初期,对膨胀机加载负荷时使用。
由于J-T 阀的效率不如膨胀机, 由J-T 阀进行脱烃的深度可能达不到工艺要求。
本文讨论的控制方案不包含轻烃工艺装置,在膨胀机出口至压缩机入口之间仅涉及简单设备, 如换热器、低温分离器及相应管线。
1.2.1 控制方案一
控制方案一以压缩机排气压力为控制目标,在满足排气压力的情况下通过控制膨胀机入口流量及喘振阀来实现控制目标。 采用控制方案一时,压缩机排气压力能直接满足外输气体压力的需要,无需增加额外的压力控制系统,有利于减少投资。 多用于输气末站,以及处理量较小且靠近外输首站的天然气处理厂。 控制方案一流程见图2。
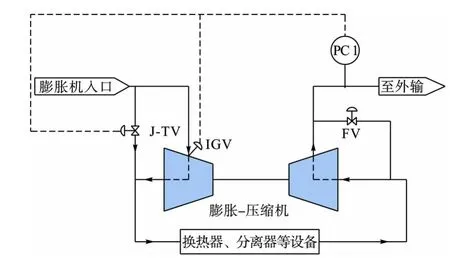
图2 控制方案一流程
控制方案一主要通过调节膨胀机入口导向阀(IGV)、旁路的J-T 阀以及防喘振控制阀(FV)来满足工艺过程控制的需要[3-5]。
1.2.1.1 IGV 的控制
IGV 用来调节膨胀机的入口流量,刚启动膨胀机时,需要设置IGV 的最小开度来满足压缩机入口的最低流量要求。 一旦膨胀机开始启动,通过膨胀机负荷控制器的输出,压缩端入口流量就会自动(或手动)地增加或减少。
1.2.1.2 J-T 阀的控制
J-T 阀控制器应处于待命状态, 它的控制是基于压缩端的排气压力来进行的。 膨胀机正常运行时,J-T 阀保持在关的位置,这时,工艺过程的控制主要通过膨胀机负荷控制器控制IGV 和防喘振控制器控制FV 来实现。如果负荷控制器和防喘振控制器不能满足工艺参数控制要求, 则J-T 阀控制器参与控制并将J-T 阀打开一定开度。
1.2.1.3 防喘振控制
防喘振控制器的目的是保护压缩机远离喘振保护线。 对于每台压缩机转速,在进口流量—压比曲线图上,能够获得确定的工作点。 将不同转速所能确定的所有喘振点连成一条线, 即为喘振限制线 (Surge Limit Line,SLL)。 在SLL 的左边是压缩机操作的不稳定区域,防喘振控制器的目的就是避免压缩机操作点达到SLL。 为了达到这个控制目标, 需设定一条喘振保护控制线(Surge Control Line,SCL),该线位于SLL 的右边。 当操作点A 向SCL 左边移动并接近喘振点B 时,防喘振控制器就会打开FV,增加压缩机吸入口的流量,使操作点沿着速度曲线从喘振临界区域向稳定工作区间移动[6-9],见图3。
1.2.2 控制方案二
如果压缩机出口连接外输管网,则压缩机的出口压力为外输管网的压力。 通过控制方案一中的PC1 来调节外输压力的能力非常有限,在这种情况下不推荐采用排气压力来进行控制。
对于大型天然气处理厂来说,一般情况下产品气出口连接外输管道,与外输站有一定距离。 外输站与天然气处理厂这段距离的压损一般不能精确计算,为保证外输站的运行,天然气处理厂的起点压力会留有一定的余量。 同时,为保证膨胀机的操作条件,即压缩机出口端不失压,则需在天然气处理厂产品气出口设置压力调节系统,见图4。 在控制方案二中PC 1 主要是控制膨胀机负荷。
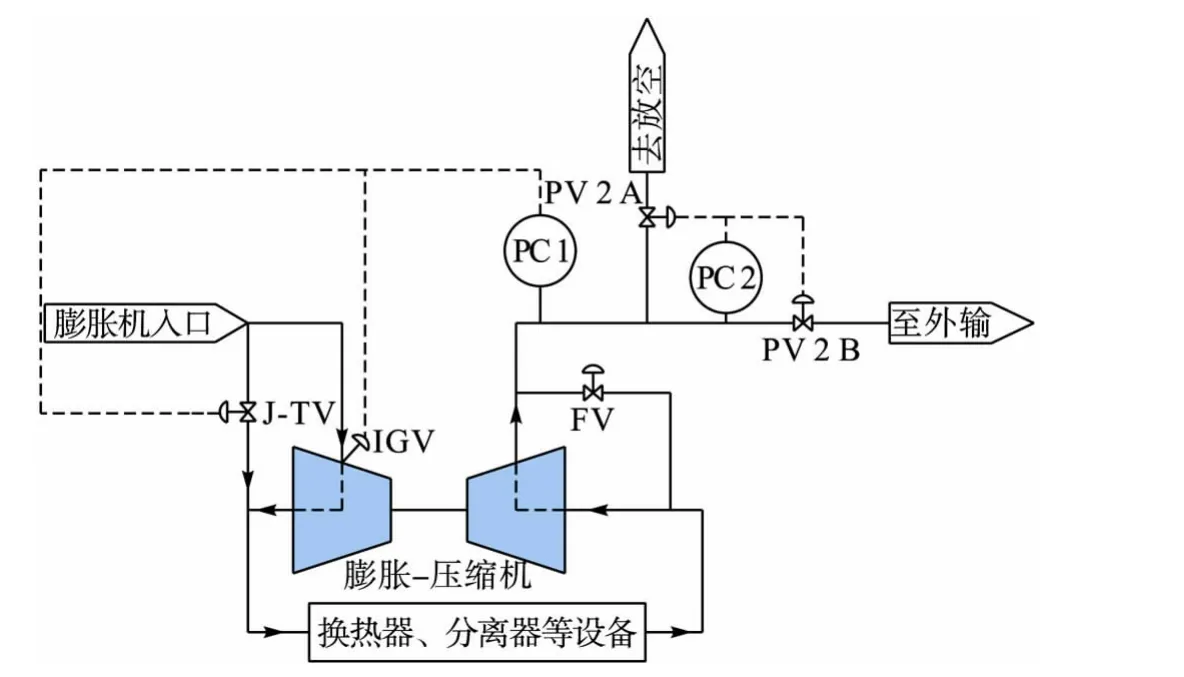
图4 控制方案二流程
当天然气处理量增加时, 由于膨胀机的总功率增大,膨胀机要吸收这些功率,会使转速升高,甚至超过允许的转速。 这种情况下增加压缩机防喘振控制阀FV 的开度,来增加回流量,使膨胀机转速下降。 这种方案的宗旨是增加压缩机的制动功率来降低膨胀机的转速。 此时,外输的压力靠PC 2 和PV 2 B 来实现。
1.2.3 优化控制方案
实际上,天然气处理厂的设备不是孤立存在的,其运行都会考虑到上下游各相关单体装置的安全、平稳运行。 只有将单个的设备纳入系统考虑,该设备的运行才有意义。
控制方案二的不足之处在于: 当处理量下降时,如果仍要维持同样的外输压力,则需要增加膨胀机入口的流量使膨胀机对外提供更多的外输功率。
对大型天然气处理厂, 尤其是在多列装置的情况下,上游装置的入口均会设置流量调节阀。 通过流量调节阀使整列装置平稳运行,即膨胀机上游装置来气稳定并保持一定的流量。 增大膨胀机入口流量的后果会导致上游压力降低,甚至失压。
为解决上述问题, 采用膨胀机入口压力进行调节,保证膨胀机上游装置的平稳运行,同时采用下游装置压力调节系统来满足外输压力的调节,优化控制方案流程见图5。
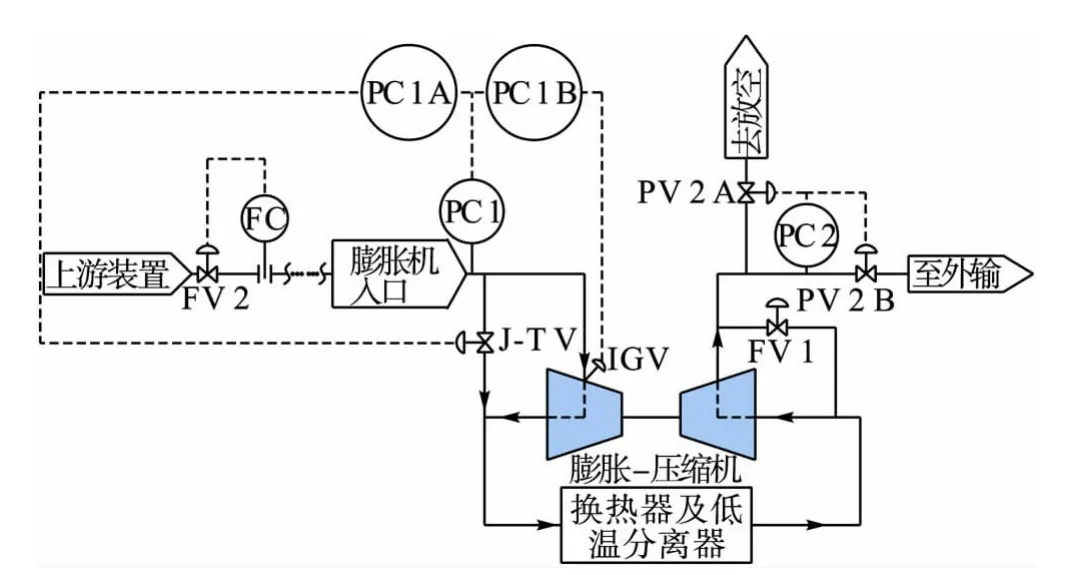
图5 优化控制方案流程
优化控制方案以现有工况下最大地提高产量为控制目标,通过调节膨胀机入口压力、气量来实现。
膨胀机入口压力及流量波动较大时,可以调节IGV、达到所需的压力和流量,正常情况下应尽量减少IGV 的调节。
2 膨胀机保护
膨胀机自身保护暂不探讨,本文主要讨论膨胀机与外部工艺过程接口之后涉及到的机组保护系统,主要有膨胀机入口关断,泄压等。
2.1 膨胀机入口关断
膨胀机入口关断的特点是快速, 一般在5 s 左右就要求关断。 为满足快速关断要求,膨胀机入口会设置快速关断阀, 如图6 中所示碟阀。 在高压差下碟阀密封性能不能满足严密关断的要求,需增加严密关断阀防止过程气泄漏进入膨胀机。 随着技术进步,蝶阀在高压差情况下也能达到VI 级密封,并且开关速度也能满足要求。因此,仅用1 个蝶阀就能实现上述功能,但目前生产厂家较少。
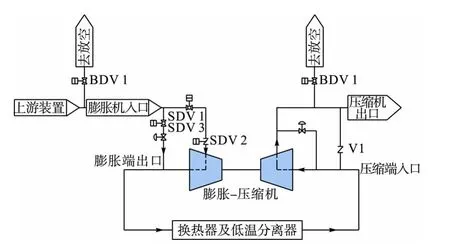
图6 典型膨胀机关断、 泄压流程
2.2 泄压措施
膨胀机利用压缩机回收输出功率,增加压缩机的排气压力。 从图6 可看出, 对于简单膨胀机流程来说膨胀端出口与压缩端入口是连通的,这段管线连同设备实际上是独立并与外部工艺管线隔离的。 如果在该段管线或设备上不设置泄压设施, 当膨胀机前后进行紧急泄压时,该段管线和设备就不能成功泄压,存在安全隐患。
要泄放该段管线的余气,推荐做法是在压缩机入口和出口之间设置单向阀。 正常情况下,压缩机的排气压力高于入口压力,单向阀处于关闭状态,当火灾泄压时,膨胀机入口通过BDV 1 进行泄压, 压缩机出口通过BDV 2进行泄压。 在BDV 2 泄压后压缩机的排气压力低于压缩机进口压力, 这时单向阀V1 自动打开将膨胀机出口与压缩机入口之间这段管线的余气进行自然泄压,达到安全保护的目的。
3 膨胀机控制的关键问题
无论采用何种控制方案都应注意以下问题:
a) 负荷控制器和J-T 阀控制器在参数设定上应有区别。 J-T 阀应具有较大偏差死区,即对小偏差不敏感,以及较慢的响应速度。 由波动产生的偏差应先通过负荷控制器来解决,当负荷控制器解决不了时,才调节J-T 阀控制器。
b)J-T 阀控制器与负荷控制器的PID 参数应有区别, 因在膨胀机开/停车期间J-T 阀均处在自动控制模式,IGV 采用手动控制,在开/停车期间,只有J-T 阀才对工艺需求的压力控制起作用,因此J-T 阀和IGV 应采用不同控制器,才能满足J-T 阀控制压力的需要。然而当正常运行之后,负荷控制器又将作为主控制器,只有通过IGV 和FV 快速反应才能满足工艺过程控制的需要[10],而此时J-T 阀处于全关位置。
c)当膨胀机故障时, 采用旁路J-T 阀节流降温,可维持装置继续运行,但需要考虑烃露点的控制是否满足工艺要求。
4 结论
根据上述分析,在不同情况下,可采用不同的控制方案,满足长输管线烃露点控制要求。
a)在站场或处理量较小的天然气处理厂, 建议选择控制方案一或者二来进行控制。
b) 在大型天然气处理厂则建议选择优化控制方案进行控制。
[1] API 617-2002,Axial and Centrifugal Compressors and Expander-Compressors for Petroleum,Chemical and Gas Industry Services[S].
[2] 徐炳华,杨学熊,夏上惠. 流体输送设备的自动调节[M]. 北京:化学工业出版社.1982.Xu Binghua,Yang Xuexiong,Xia Shanghui. Automatic Adjustment of Fluid Conveying Equipment[M].Beijing:Chemical Industry Press.1982.
[3] 陆德明. 石油化工自动化设计手册[M]. 北京:化学工业出版社.2000.Lu Deming. Petrochemical Automatic Control Design Manual[M].Beijing:Chemical Industry Press.2000.
[4] 周春晖. 过程控制工程手册[M]. 北京: 化学工业出版社.1993.Zhou Chunhui. Process Control Engineering Manual [M].Beijing:Chemical Industry Press.1993.
[5] 熊雪立. 透平膨胀机节能调节[J]. 石油化工设备,2009,29(5):46-48.Xiong Xueli. Energy -Saving Regulation for Turbine Expander[J].Petrochemical Equipment,2009,29(5):46-48.
[6] White M H. Surge Control For Centrifugal Compressor[J].Chemical Engineering,1972,79(25):12.
[7] 于建林,岳林林,周明军,等. 天然气处理厂硫磺回收风机的优化控制[J]. 天然气与石油,2014,32(3):56-59.Yu Jianlin,Yue Linlin,Zhou Mingjun,et al. Optimization Control of Air Blowers for Sulfur Recovery Unit in Natural Gas Treatment Plant[J].Natural Gas and Oil,2014,32(3):56-59.
[8] 刘文泉, 汪耀林, 侯志军. 增压站离心压缩机喘振控制[J].油气储运.2008,27(8):32-36.Liu Wenquan,Wang Yaolin,Hou Zhijun.Techniques to Control the Surge of Centrifugal Compressor in Booster Station[J].Oil&Gas Storage and Transportation,2008,27(8):32-36.
[9] 徐黎明.离心式压缩机喘振原因分析及防范措施[J]. 石化技术,2014,21(1):40-43.Xu Liming. Analysis and Solution for Surge in Centrifugal Compressor[J]. Petrochemical Industry Technology,2014,21(1):40-43.
[10] 赵玉峰,关学忠,姚建红,等. 离心式压缩机操作曲线及防喘振控制系统[J]. 佳木斯大学学报(自然科学版),2006,24(1):31-33.Zhao Yufeng,Guan Xuezhong,Yao Jianhong,et al.The Operation Curve of Centrfugal-flow Compressor and the Control System of Anti-Surge [J]. Journal of Jiamusi University(Natural Science Edition),2006,24(1):31-33.
猜你喜欢
建材发展导向(2022年24期)2022-12-22
水泵技术(2021年4期)2021-11-20
水泵技术(2021年3期)2021-08-14
中国海上油气(2020年5期)2020-10-20
科学导报·学术(2020年19期)2020-07-09
智能城市(2018年8期)2018-07-06
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
制造技术与机床(2017年6期)2018-01-19
航空学报(2015年4期)2015-05-07