
大电机单槽冲片质量控制工艺研究
2013-12-23 03:55:28郭媛媛
机械工程与自动化 2013年2期
郭媛媛
(山西电机制造有限公司,山西 太原 030012)
0 引言
随着现代电机行业的发展和市场的需求,低压电机逐步向大规格、大功率电机过渡,而大尺寸环形定子冲片的冲制需要由高速单槽冲床来实现。但由于高速单槽冲床结构的原因难免有时会出现冲片槽形分度不匀现象,或由其他因素引起槽形分度不匀,如果冲片时缺乏有效的过程控制手段,这种现象是很难发现的,而该现象一旦出现,将导致叠压后的铁芯出现内、外圆不光,槽形不齐,锯齿等现象,并进一步引发电机出现各种质量问题。为此,设计一种有效的工艺过程控制手段成为当务之急。本文介绍了一种通过定子理片器实现冲片过程控制的工艺方法。
1 理片器的设计思路
理片器的设计思路如下:
(1)考虑设计一种理片器实现工艺过程控制的目的。
(2)同一机座号电机当其极数不同时,其槽型和槽底尺寸是不同的,但其落圆环片是相同的,因此,为使同一机座号不同极数电机定子冲片理片同用一个理片器,故采用燕尾槽定位。
(3)为使该理片器具有更大的通用性,将定位块作成可调整的,便于不同机座号电机定子冲片理片时使用。
(4)当理好片后,为方便取出冲片,在底盘上铣出手搬片槽。
2 具体操作过程
具体操作过程如下:
(1)按照定子冲片燕尾槽宽度选择合适的定位块。
(2)按照定子冲片燕尾槽底直径通过手轮丝杠将定位块调整到规定位置。
(3)在冲片过程中将定子冲片3个均布的固定燕尾槽对正3个均布的定位块(如燕尾槽为偶数,可设计为均布的两个定位块)逐片放在底盘上。观察槽型是否整齐。
3 技术水平分析
图1为定子冲片结构示意图。需要解决如下几个问题:
(1)不同冲片外径的定位问题:图2为定子理片器结构示意图,可通过手轮丝杠调整滑块的位置,滑块带动定位块到规定位置,从而保证不同冲片的外径。

图1 定子冲片结构示意图
(2)定位块的形状设计:为降低加工成本,定位块可做成方形,这样均布的2个或3个定位块也可达到定位的目的;燕尾槽尺寸不同时可将定位块做成上方下圆形状,下圆直径可设计为统一尺寸,上方尺寸可根据燕尾的尺寸设计。定位块结构如图3所示。
(3)取片问题:当冲片理到一定高度需取出时,可预先在底盘对布的两侧开出搬片槽,方便冲片的取出。
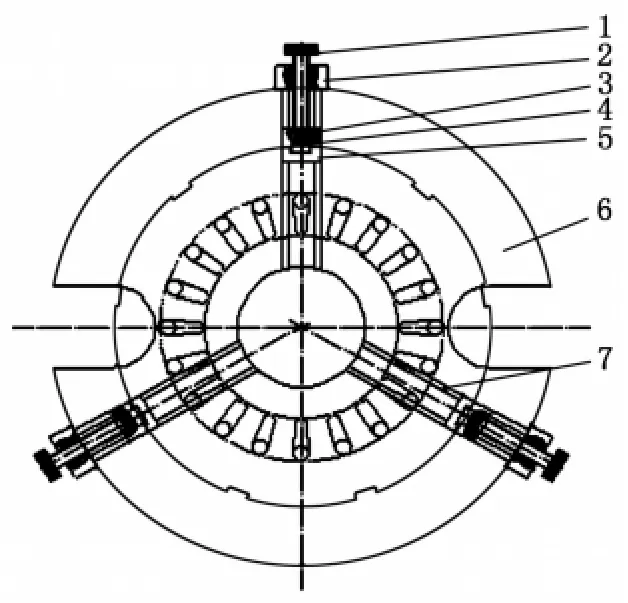
图2 定子理片器结构示意图
4 结论
该定子理片器具有一盘多用的特点,其制作简单,操作方便,能达到定子冲片过程控制的目的,同时结合冲片边冲边理工艺,及时发现分度不匀问题,减少了内、外圆不光,锯齿现象,铁芯质量得到了前期保障,避免了由于分度不匀造成的冲片损失。

图3 定位块结构示意图
[1] 徐灏.机械设计手册[M].北京:机械工业出版社,2003.
[2] 朱卫国.汽车发电机定子加工工艺的改进[J].电机技术,2007(1):52-53.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:50
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
防爆电机(2021年1期)2021-03-29 03:02:46
北京航空航天大学学报(2020年10期)2020-11-14 09:26:04
中华民居(2020年4期)2020-09-21 06:31:26
制造技术与机床(2017年8期)2017-11-27 02:09:59
上海大中型电机(2017年4期)2017-02-06 05:27:05
电子器件(2015年5期)2015-12-29 08:43:16
自动化博览(2014年8期)2014-02-28 22:32:53
