回收废催化剂中钨钼的分离及探讨
2013-12-23 06:08卢基爵卢辉洲
中国钼业 2013年4期
卢基爵,梁 宏,卢辉洲
(1.东台市创先钨钼材料有限公司,江苏 东台 224200)
(2.江苏宏泰纤维科技有限公司,江苏 东台 224200)
0 引 言
随着社会经济的发展,我国石油炼制及相关石化产能已成为仅次于美国的第二产业大国,依目前形势还会不断发展[1]。石油炼制和石化产业需用到大量催化剂,其中一部分同时含有钨钼,使用报废后需回收其中的钨、钼等有价金属。由于钨钼在元素周期表中为同族元素,有相近的物化性质,在工业上较难分离。回收钨钼复合废催化剂时,分离含量相近的钨钼,作为工业生产需考虑技术经济性,简化生产工艺流程,减少辅助材料消耗,提高钨钼回收率和分离率,降低生产成本,实现钨钼回收效益。
1 钨钼分离机理
多年来关于钨钼分离技术已经有不少专家学者都在探讨和研究,从已出版文献资料可知,大多基于从钨中去除少量钼或从钼中去除少量钨为主。在回收含钨钼复合废催化剂时,浸出液中钨钼含量相近,采用去杂的概念来处理可能增加生产成本和回收复杂性。借助工艺流程设置,利用钨、钼同多酸根在不同酸性条件下的物化差别来分离钨钼,寓分离于生产之中,可达到事半功倍的效果,符合工业生产经济性。
1.1 钨钼酸根随酸度变化溶解性的变化
将正钨酸盐溶液酸化时,正钨酸根离子在不同酸度条件下聚合生成溶解性不同的钨同多酸根离子[2],见图1。

图1 钨酸根随pH 值变化及溶解性变化
将正钼酸盐溶液酸化时,正钼酸根离子在不同酸度条件下聚合生成溶解性不同的钼同多酸根离子[3],见图2。

图2 钼酸根随pH 值变化及溶解性变化
比较图1、图2 可知,当pH=6.5 ~7 时,正钨酸根离子转化为仲钨酸根离子活度下降,溶解性下降;而正钼酸根离子转化为仲钼酸根离子活度上升,溶解性上升。当pH =3.6 ~4.2 时,正钨酸根离子转化为偏钨酸根离子活度增强,溶解性增强;当pH=2~3 时,正钼酸根离子转化为四钼酸根离子活度减弱,溶解性减弱。利用在某一区间pH 条件之下,钨钼同多酸根离子显示出的溶解性逆向变化为工业分离钨钼提供了理论基础。
1.2 仲钨酸钙沉淀富集钨
查阅相关文献资料及网上搜索,有仲钨酸钠和仲钨酸铵溶解性的详细介绍和数据,而仲钨酸钙溶解性无相关介绍,只能通过试验来验证。
含钨钼废催化剂一般通过配碱焙烧,使钨钼转化为钠盐以便从催化剂中浸出,为使试验有可比性,配制相近溶液来模拟试验。
1.2.1 溶液配制
分别称取30 g 工业一级三氧化钨和三氧化钼溶于试剂级碱液中,调整pH =6.5 ~6.8,分别加蒸馏水至1 000 g,得含3%氧化钨的仲钨酸钠溶液和3%氧化钼的仲钼酸钠溶液,与回收含钨钼废催化剂浸出液中钨钼含量相当。
称取30 g AR 试剂碳酸钙溶于AR 盐酸中,加入蒸馏水至1 000 g,得含钙1.2%氯化钙溶液。
1.2.2 仲钨酸钙和仲钼酸钙沉淀试验
在2 只250 mL 烧杯中分别移入50 mL 仲钨酸钠溶液和仲钼酸钠溶液,在搅拌下分别慢慢加入氯化钙溶液,当加入第一滴时,仲钨酸钠溶液中立即出现沉淀,而仲钼酸钠溶液中并未出现沉淀,在搅拌下继续滴加氯化钙溶液,仲钨酸钠溶液中沉淀同步不断增加,而仲钼酸钠溶液中直至加到30 滴以后才开始出现混浊现象,并未出现粒状沉淀,静置后仲钼酸钠溶液中的混浊物在烧杯内壁析出薄层沉结物,即使搅拌也不成粒状沉淀分散,重复试验亦如此,说明仲钨酸钙溶解性比仲钼酸钙溶解性小得多。由于试验条件和水平有限,难以确定仲钨酸钙和仲钼酸钙的溶解度,但可确认在水中仲钨酸钙的溶解性比仲钼酸钙的溶解性要小得多,作为工业生产可从钨钼混合溶液中用氯化钙溶液沉淀富集钨而分离钼的设想。
2 回收废催化剂中钨钼及分离的工艺流程设置(见图3)
工艺流程的前段与单一含钨或含钼废催化剂回收流程一样,而后利用仲钨酸钙沉淀富集钨,固液分离后钼留在母液和洗水中,分两条并行支流程分别回收生产仲钨酸铵和四钼酸铵,也可生产钨酸钠和钼酸钠。
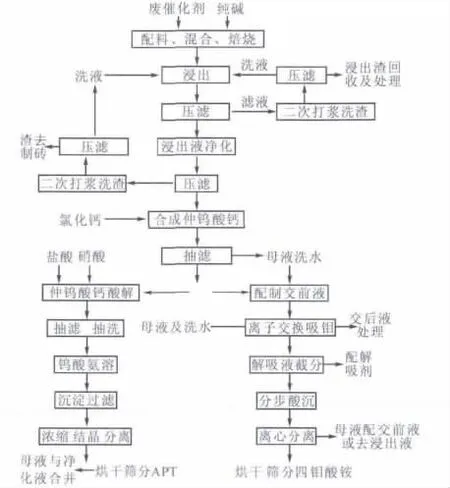
图3 回收废催化剂中钨钼及分离工艺流程
3 生产实践探讨和改进
3.1 废催化剂浸出前段的优化
催化剂的载体大部分为单独含铝或含硅,也有为硅酸铝的复合载体,加纯碱焙烧使钨钼转化为可溶性钠盐,同时载体与纯碱反应生成可溶性钠盐耗用纯碱,不同的焙烧方式及焙烧条件耗碱量也不同,难以计算方式确定,直接影响钨钼的浸出率和回收率。按不同纯碱配比小样试烧、浸出,分析渣中残留钨钼量及浸出液pH 值来确定大批量配碱量。一般浸出固液比为1 ∶2 时,浸出液的pH=8.5 ~10,浸出渣中残留钨钼可达到0.5%以下。pH <8.5 配碱量虽少,易引起渣中钨钼含量上升;pH >10 纯碱过量进入溶液的硅铝增多,浪费纯碱并给浸出液净化增加麻烦,多耗辅助材料,通常料碱比为4 ∶1 左右。
焙烧温度和料层的翻动也对焙烧效果有影响,温度在800 ~900 ℃,用回转窑焙烧均匀稳定,平板反射炉受人为因素影响较大,焙烧效果不稳定。
3.2 浸出液净化
浸出液净化去硅铝在技术上并不难,硅铝在pH=8 左右的弱碱性条件下水解生成硅酸和氢氧化铝析出,但由于进入浸出液的硅铝较多,析出的净化渣量也多,吸留夹带钨钼,有时净化渣中钨钼含量达到2%以上,影响钨钼回收率。加强洗涤可得到改善,在板框中压洗时,框与框之间的差别较大,须通过卸渣打浆再压洗,将渣中钨钼降到0.5%以下,前段钨钼回收率可达到94%以上,焙烧时有少量钨钼升华,致回收率偏低。
3.3 仲钨酸钙的合成
在处理一批FH—5 废催化剂时,采用强酸蒸发分离钨钼测定浸出净化液含WO37.92%、MoO32.36%,钨钼比为2.66%,溶液pH=8.0。合成时先加稀盐酸调整浸出净化液pH=6.5 ~6.8,按WO3含量换算过量5%摩尔量的近中性5%氯化钙稀溶液体积,在搅拌下,喷淋加入氯化钙溶液合成仲钨酸钙,分离沉淀后测定仲钨酸钙和母液中的钨钼含量,见表1。
数据建设包括制定和完善数据标准,进行数据治理和数据质量提升,建立数据中心、数据交换及监控管理平台,做好数据服务的应用及监管等。

表1 合成前后料液中钨钼含量
从表1 数据可知,通过控制合成仲钨酸钙时氯化钙的加入量,能有效沉淀富集钨,而钼留在母液中,为后继生产切分,为两条支流程分别回收生产钨、钼产品打下基础。
合成时可不加盐酸调节浸出净化液的pH 值,而是直接加pH =5 的酸性氯化钙溶液合成仲钨酸钙,同样达到分离钨钼的效果,简化了操作环节。
3.4 仲钨酸钙酸解氨溶生产仲钨酸铵
类同经典白钨法生产仲钨酸铵[4],只要控制好酸解温度在80 ℃以上,游离酸达到100 g/L 以上,强化洗涤,所得钨酸直接去氨溶,经沉淀过滤,蒸氨结晶控制好终点母液比重,在母液比重1.08 左右出料能使大部分钼留在母液中,所得仲钨酸铵钼含量小于0.015%,能满足一般钨合金生产原料质量要求。本段钨回收率可达96%。
3.5 含钼母液配制交前液
浸出净化液经合成仲钨酸钙分离得到的含钼母液仍含有少量钨,仲钨酸钙酸解分离的强酸性母液及洗水也含有少量钨,将两种母液合在一起,利用酸解废酸调降合成母液的pH 值,为进一步分离钨钼起了保险作用。配制交前液须确保pH≤1,可使两种母液中的钨以钨酸沉淀下来,在沉淀时间达到24 h以上,交前液中钨含量可降到0.05 g/L 以下使交前液中的钨在进入钼回收流程前得到二次分离。实际沉淀的钨酸中也有少量钼酸,须定期清理,转入酸解钨酸工序再分离钨钼。
3.6 离子交换吸附富集钼及钨钼分离
离子交换吸附钼的效果相当好,回收率可达99%以上,但交前液中仍有少量细颗粒钨酸和游离钨被树脂截留和吸附,常规解吸酸沉得四钼酸铵中钨可达0.1%以上。
通过加强负载树脂的反洗可去除被截留的细颗粒钨酸,同时控制解吸剂氨浓度,将解吸液按pH 值分段,pH≤7 的前段解吸液进行分步酸沉,先将解吸液加硝酸至pH=3.6 ~3.8,陈化24 h 使其中的钨酸根离子转化为偏钨酸离子难以酸沉,然后酸沉得四钼酸铵可使钨含量降至0.04%以下,pH >7 的解吸液转入下一轮配制解吸剂,可减少耗氨量和耗硝酸量,降低生产成本,改善生产环境。酸沉母液根据钨钼含量转入浸出液或配制交前液。本段钼回收率可达97%以上。
4 小 结
回收废催化剂中钨钼,在保证浸出率的基础上,合理按排工艺流程,细化操作,进行钨钼分离,能降低生产成本,保证产品质量和回收率。
(1)配碱焙烧、浸出的效果决定钨钼的回收率,以小样试烧浸出确定配碱,料碱比4 ∶1 左右,焙烧温度800 ~900 ℃,强化浸出洗涤,可使前段钨钼回收率达到94%以上。
(2)通过合成仲钨酸钙富集钨,让钼留在母液中分离钨钼,使钨钼比由2.66 上升到154.87,钨的富集率达98.6%,且耗用辅助材料少。
(3)采用类同经典白钨法酸解仲钨酸钙,氨溶、结晶仲钨酸铵,工艺成熟,结晶母液比重控制在1.08左右,产品钼含量小于0.015%,质量能满足一般钨合金原料要求。
(4)由仲钨酸钙合成母液加酸解母液配制交前液,既利用废酸,又在钨钼分离过程二次分离钨钼,起到保险作用,提高了钨钼分离效果。
(5)离子交换吸附钼回收率可达99%以上,控制解吸剂含氨量5%以下,改进解吸液截取依据,pH≤7的解吸液分步酸沉可使四钼酸铵中钨含量小于0.04%,pH >7 的解吸液转入下轮配制解吸剂,可减少液氨和硝酸用量。
(6)回收分离废催化剂中的钨钼,前段焙烧浸出回收率偏低,仅有94%左右,后段钨、钼成品回收率约96% ~97%,钨钼总回收率可达90%以上。
[1] 杜泽学.未来中国炼油工业对钼-钨催化剂需求的展望[J].中国钼业,2009,33(2):1-4.
[2] 陈家镛,杨守志,柯家骏,等. 湿法冶金手册[M]. 北京:冶金工业出版社,2005:876-879.
[3] 张启修,赵秦生. 钨钼冶金[M]. 北京:冶金工业出版社,2007:36-40.
[4] 莫似浩.钨冶炼的原理和工艺[M].北京:轻工业出版社,1984:104-121.
猜你喜欢
中国钼业(2022年2期)2023-01-05
土壤学报(2022年3期)2022-08-26
化工环保(2022年3期)2022-07-21
环境工程技术学报(2022年3期)2022-06-05
环境卫生工程(2020年3期)2020-07-27
江苏科技报·E教中国(2020年4期)2020-07-08
石油炼制与化工(2020年2期)2020-02-20
中国钼业(2018年5期)2018-01-30
中国氯碱(2017年3期)2017-04-18
营销界(2015年23期)2015-02-28