
XK714 数控铣床轴向反向误差故障排除
2013-12-14 09:04:24涂志标赵晓运
机床与液压 2013年16期
涂志标,赵晓运
( 台州学院机械工程学院,浙江台州318000)
随着现代加工业的深入发展,数控技术和数控设备被广泛应用到各行各业的生产制造领域。数控铣床作为重要的精密加工设备,对机械制造业的贡献度也在不断提高。XK714 数控铣床是某学院先进制造中心的重要设备之一,在数控加工技术教学及产品试制过程中起着重要作用。数控铣床的轴向反向误差(回差)对铣床的使用性能及精度有着重要的影响。根据多年XK714 数控铣床教学及设备维护实践,分析了XK714 数控铣床的轴向反向误差的形成原因及排除方法。
1 动力输入组件故障及排除
XK714 数控铣床传动丝杠的动力输入主要包括伺服电机和弹性联轴器,如图1 所示。首先,排除伺服电机是否异常,即将伺服电机与传动丝杠脱离,然后正反运转伺服电机。若检测异常,则更换伺服电机,重新将伺服电机与传动丝杠接入,然后检测铣床反向误差故障是否消失。若故障仍然存在,则需排除弹性联轴器是否异常。
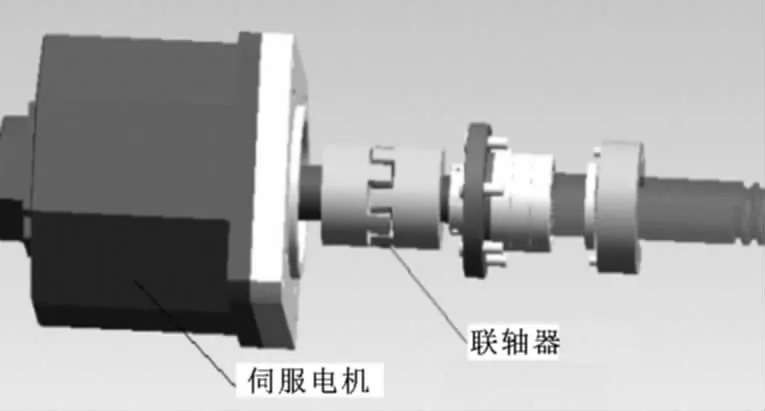
图1 输入组件安装示意图
对于弹性联轴器,首先检查弹性联轴器两端的锁紧螺钉是否松动。若有松动,拧紧锁紧螺钉,然后开动机床检查故障是否消失。若故障仍然没有消失,则检查弹性联轴器是否损坏:把机床调至手轮脉冲,慢慢手摇控制轴向运动手轮,如图2 所示;如果弹性联轴器两端的锁紧螺钉在锁紧的情况下,操作数控机床手轮,伺服电机主轴在转动,而滚珠丝杠不转动,则需更换弹性联轴器;若伺服电机主轴和滚珠丝杠做同步转动,则弹性联轴器完好无损,动力输入装置无故障。若机床故障仍然存在,则需对滚珠丝杠进行故障排除。
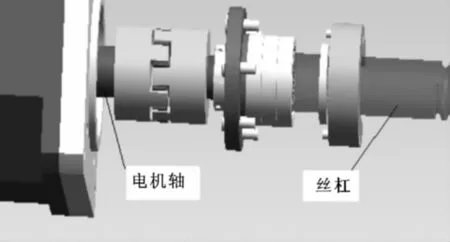
图2 联轴器检测示意图
2 滚珠丝杠组件故障及排除
2.1 滚珠丝杠锁紧螺母故障及排除
滚珠丝杠锁紧螺母是用来固定滚珠丝杠的部件,其锁合方式是利用材料本身的弹性,轴向锁紧,强制锁定,主要用于工作环境恶劣、螺母易于松脱等要求较高的场合,其锁定能力为传统螺母的3 倍以上。图3 所示为XK714 机床的滚珠丝杠的安装方式,滚珠丝杠两端都有锁紧螺母,锁紧螺母的主要作用是控制滚珠丝杠做径向运动,以保证机床运行的精度。
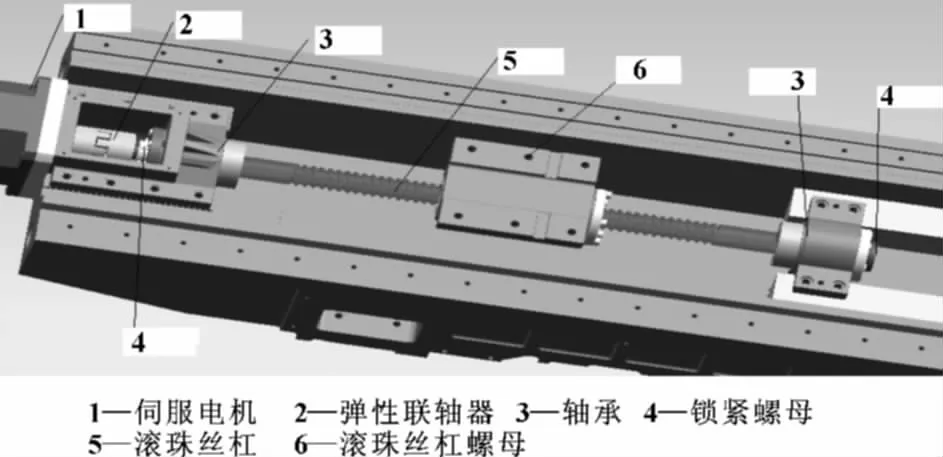
图3 XH714 机床的滚珠丝杠的安装方式
检测锁紧螺母。拆除伺服电机和弹性联轴器,图4 所示为一端锁紧螺母安装示意图,和锁紧螺母相邻有一个垫圈,垫圈的作用主要是固定轴承,防止轴承游动。锁紧螺母锁紧状况的检测方法如图5 所示,把检测百分表放置在导轨上,百分表指针紧贴工作台并调零,然后用手紧握滚珠丝杠并做回转运动。如果滚珠丝杠运动而检测百分表指针无运动,则说明两端锁紧螺母有松动,调整锁紧螺母,直至满足要求。如果手握滚珠丝杠做回转运动而丝杠和工作台都无运动倾向,则可能是两端锁紧螺母锁定过紧,从而引起滚珠丝杠轴向窜动过大,导致反向误差过大。调整两端锁紧螺母,使滚珠丝杠轴向窜动在0.015 mm 之内,再检测机床反向误差是否消除。若仍未消除,则需检测滚珠丝杠。

图4 锁紧螺母安装示意图
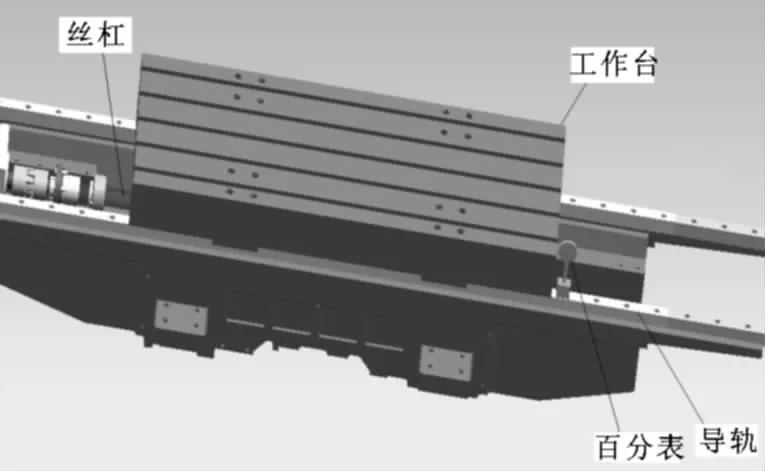
图5 锁紧螺母故障检测图
2.2 滚珠丝杠故障排除
滚珠丝杠是机床运动的传递部件,引起反向误差的主要因素是制造误差和轴向窜动。对于滚珠丝杠制造误差引起的反向误差,需进行内部参数调整,使用控制系统的自动修补功能来消除参数,对于制造误差较大的滚珠丝杠控制系统自动修补仍然不能消除故障,则只能调换新的滚珠丝杠。图6 所示为滚珠丝杠螺母副更换滚珠丝杠示意图。更换时,先慢慢抽出滚珠丝杠,同时滚珠丝杠替换环棒紧贴着滚珠丝杠一退一进,以防止螺母滚珠脱落。安装新的滚珠丝杠,先退旧的滚珠丝杠,替换环棒跟着丝杠进。同时为了保证新换的滚珠丝杠和螺母组成的新的滚珠丝杠螺母副有更好的传动精度和刚度,消除传动间隙,滚珠丝杠螺母副需要适当的预紧力,预紧力一般为轴向最大载荷的1/3。如果滚珠丝杠的窜动引起的反向误差过大,主要是消除窜动。一般引起主轴窜动的原因是:丝杠两端支撑轴承损坏或者安装精度达不到要求,滚珠丝杠两端的锁紧螺母过紧或者过松等。通过装配调整,用装配精度来满足该性能要求。
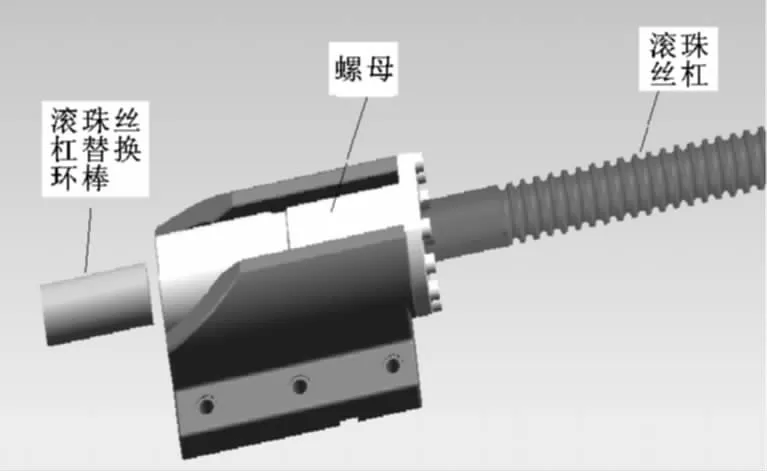
图6 滚珠丝杠更换示意图
2.3 滚珠丝杠螺母与工作台之间的固定
若故障继续存在,则需分析滚珠丝杠螺母和工作台之间的配合。图7 所示为滚珠丝杠螺母和工作台的位置示意图,滚珠丝杠螺母载着工作台来回运动,若定位销钉脱落导致锁紧螺钉松动,轴向反向误差增大。图8 所示为检测示意图,检测时,如果滚珠丝杠在转动,通过观察工作台是否移动来确定滚珠丝杠螺母和工作台是否松动。若松动,则进行调整,直至工作台位置精度满足要求。
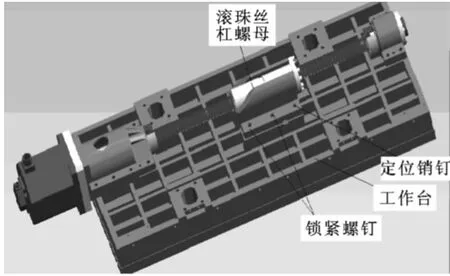
图7 滚珠丝杠螺母和工作台的位置示意图
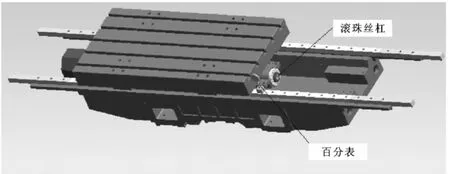
图8 工作台检测示意图
3 结论
根据多年的XK714 数控铣床的教学应用实践,系统分析了该铣床轴向反向误差形成的原因,给出了相应故障排除实践,对XK714 数控铣床的理论教学和实践教学有着重要的价值和引导作用。
【1】罗庚合,黄张.数控机床故障诊断与维修[M].北京:国防工业出版社,2009.
【2】韩鸿鸾.数控机床维修实例[M]. 北京:中国电力出版社,2006.
猜你喜欢
江苏安全生产(2021年5期)2021-07-16 06:47:22
装备制造技术(2020年9期)2021-01-26 00:15:16
制造技术与机床(2019年11期)2019-12-04 05:50:26
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
设备管理与维修(2016年7期)2016-04-23 06:51:41
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
新疆钢铁(2015年3期)2015-11-08 01:59:45
汽车科技(2015年1期)2015-02-28 12:14:45
