
汽车转向器调整圈数控钻孔专机的研制
2013-12-14 09:00王勇徐春梅
机床与液压 2013年10期
王勇,徐春梅
( 西南科技大学工程技术中心,四川绵阳621010)
某公司生产的EQ1040 型汽车动力转向器调整圈圆周上分布有4 个螺栓过孔,用于连接外套,如图1所示。

图1 转向器调整圈简图
以前的圆周孔加工工艺是采用专用钻模,在Z50立钻上,由操作工人手工钻孔完成。随着近年来汽车产品利润下降和人工成本上涨,过去的加工工艺已经不能满足要求。提高生产效率,降低人工成本是当前汽车产品大批量生产的当务之急。一般而言,只有四轴加工中心可以有效地完成圆周上的钻孔,然而加工中心的价格和使用成本较高,对制造企业来说,投入与产出比值不理想。经过与技术人员共同研究,决定对公司现有的X6232 万能铣床进行改造,研制出数控钻孔专机,以节约成本。文中就数控钻孔专机的整体结构、电气系统及钻孔加工程序进行论述。
1 数控钻孔专机的整体设计
X6232 工具铣床为升降台结构,适用于加工各种中小型零件。其整体改造方案为:
(1)对铣床主轴和3 个进给方向的导轨进行大修,恢复机械精度;
(2)在工作台上加装一个中心高度为125 mm 的万能分度头,以定位键在机床纵向工作台T 型槽内定位,保证分度头主轴中心线与工作台纵向进给方向平行。使用手柄移动工作台横向方向,使铣床主轴中心线与分度头主轴中心线在工件钻孔处垂直相交,确定好位置后,锁死铣床的纵向和横向,使其不再移动;
(3)保留主轴电机、冷却泵电机。拆除铣床升降方向和分度头的手柄,同时将升降方向普通丝杆更换为FL2506-5/750 型滚珠丝杆副,基本导程6 mm。根据产品工艺要求,选配伺服电机与驱动单元,分别控制铣床升降方向和分度头的运动,增加相应的电路,采用国产经济型数控系统实现控制目的[1]。
2 主电路及控制电路设计
根据工艺过程的控制要求,其主电路如图2 所示。

图2 机床主电路
主电路中,QS 为电源总开关,控制整个机床的电源通断;在伺服电源中,经过隔离变压器和浪涌吸收器的保护,经QF1 断路器为数控系统供电220 V;同时,隔离变压器输出的220 V 电源,经QF2 断路器保护,由VC1 变压为24 V DC 供数控系统使用;铣床主轴电机为原有的7.5 kW 三相异步电动机,冷却电机为原有的125 W 三相异步电动机;另有变压器输出24 V 电源接照明灯[2]。
数控系统选用广州数控GSK928TE 系统,具有较高的性价比,可实现2 轴联动,具备直线插补、固定加工循环等功能。
控制电路如图3 所示:KM1 实现主轴电机正转,KM2 实现主轴电机反转;SQ1 为行程开关,防止主轴碰撞工作台;SA1 为紧急制动主轴的手动旋钮;KM3 为切削液泵电机,另有两个电气柜冷却风扇电机由QF6 负责开关。
钻孔专机升降方向设为GSK928TE 数控系统的x向,选用130SJT-M100B 交流伺服电机,适配广数DA98D-15 伺服驱动单元,电子齿轮比G=分频分子/分频分母=3/5,即输入指令脉冲为6 000 时,伺服电机旋转1 圈,由于丝杆螺距为6 mm,所以工作台进给6 mm 距离;分度头设为GSK928TE 数控系统的z向,选用130SJT-M040D 交流伺服电机,适配广数DA98D-10 伺服驱动单元,电子齿轮比G=分频分子/分频分母=9/10,即输入指令脉冲为9 000 时,伺服电机旋转1 圈,分度头转9°。数控系统连接如图4 所示[3-4]。

图3 机床控制电路
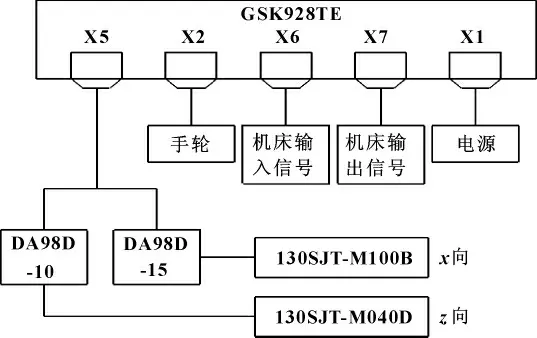
图4 数控系统连接图
3 钻孔宏程序
根据钻孔工艺,工进→钻孔→工退→分度头转90°→再次工进,重复4 次,编写宏程序如下:
O0002
G0 X75 Z0;
M03;
M08;
#1 = 0;(将分度头初始角度赋值给变量#1)
#2 = 90;(将每次分度头转角90°赋值给变量#2)
#3 = 360;(将工件完成加工时的分度头角度360°赋值给变量#3)
N10 G0 Z#1;
G01 X55 F200;(钻孔深度到55 mm)G0 U5;(退屑5 mm)
G01 X30 F200;(钻通深度30 mm)
G0 X75;(退出钻头到75 mm 高度)
#1 = #1 + #2;
IF[#1 EQ #3]GOTO 10;(在#1 变量等于#3 变量的条件下,转移到N10 语句执行,实现4 次循环钻孔动作)
G0 X100;M30;
以上钻孔程序结构简单,还可根据工件尺寸、孔分度角度、孔深度尺寸,修改程序中的相应变量和参数,通用性好,灵活性强[5-6]。
4 结论
对X6232 工具铣床的机械和电气部分进行改造,采用GSK928TE 经济型数控系统实现控制功能,得到的数控钻孔专机具有结构坚固、动作可靠等优点。并且,所编写的钻孔宏程序简单清晰,充分发挥了机床性能。在生产中,工人操作便利,工作效率高,为企业节省了设备和人工成本,创造了良好的效益。
【1】孟俊焕.X52A 型普通立式铣床的数控化改造设计[J].机床与液压,2010,38(2):113 -115.
【2】银燕杰,李众立,廖晓波,等.普通万能工具铣床的数控改造设计[J].机床与液压,2011,39(10):134 -136.
【3】广州数控设备有限公司.DA98D 全数字式交流伺服驱动单元[M].
【4】广州数控设备有限公司.GSK928TEⅡ车床数控系统使用手册[M].
【5】韩全立,王宏颖.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010,38(12):29 -32.
【6】陈银清.宏程序编程在数控加工中的应用研究[J]. 机床与液压,2009,37(5):42 -45.
猜你喜欢
车主之友(2022年6期)2023-01-30
哈尔滨轴承(2022年1期)2022-05-23
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年6期)2019-06-25
环球时报(2019-05-15)2019-05-15
制造技术与机床(2017年12期)2017-02-02
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
制造技术与机床(2015年3期)2015-01-27
