
进口RAM630卧式加工中心电气改造
2013-12-07 01:13陆伟红
中国设备工程 2013年7期
陆伟红
(苏州苏福马机械有限公司,江苏 苏州 215011)
一、概述
1.RAM630卧式加工中心的特点
(1)机床采用整体立柱和基座铸件,坚固紧凑,可用三点定水平。不需要复杂的地基,可快速安装或移动。
(2)定位旋转工作台(B轴)可往复运动(X轴)、主轴箱在立柱间上下运动(Y轴)。滑枕在主轴箱中的进出运动则为Z轴。X、Y和Z轴的快速运动速率可达38m/min;速度从0加速至快速所需时间小于15s。
(3)托盘交换机构允许一个托盘装卸工件的同时另一个托盘执行切削。换刀机构可以预选刀具从而加快换刀时间,刀库的标准容量为40把。
(4)用西门子主轴电机装在滑枕内,它直接用双速齿轮箱与主轴相连接。
(5)机床采用NumeriPath 8000H数控系统,是基于OS/2操作系统以多微处理器为基础带有智能操作站的面向任务的控制系统。有很多先进的功能,如5轴联动、一型和二型程序代码、用户宏程序、加工过程中的测头测量和自适应控制等。当接通电源时,可对各印刷电路板进行检查和试验。
2.控制系统的构成
8000H采用两种不同的总线结构:主总线(多总线)和板上局部总线。可允许主控制部内各板进行通信。主控制部通过1MHzRS-485串行接口和操作站实现通信,通过光纤接口和I/O部实现通信。其内部结构如图1所示。
此机床在国内数量较少,且机床控制系统的整体可靠性差,出现故障后多数由于缺少经验、技术及备件等原因,机床停机维修时间较长,非常有必要进行电气改造。

二、控制系统的改造方案及设计
1.技术方案的准备
对机床全面检查,发现机床的几何精度需重新调校,机械传动链及丝杠、导轨的状况较好,无重大故障,针对原8000H控制系统可靠性差的问题,在详细比较了原机床的电气配置后,最终选择西门子840DSL系统进行更新改造。
2.西门子840DSL CNC系统构成
(1)系统主机为PCU50;集成MCI2-BOARD;中文显示;USB接口;配西门子软盘驱动器。
(2)配OP010 10.4″TFT彩色液晶显示器和操作面板;配19″MCP机床控制面板,带主轴和进给倍率开关。
(3)配2块ADI4模块,每个模块可连接多轴控制输出和多路编码器(光栅尺)输入。
(4)配MCI插件板,可连接手轮;配1台西门子Mini带电子手轮的手持单元,带轴选择开关、倍率开关和3m延长线,安装在控制按钮站上,方便操作人员进行对刀操作。
(5)保留机床X、Y、Z、B、SP、W(刀库)轴、5台交流伺服电机和西门子6SN1123伺服驱动器;保留原机床机械手T(伸进出)轴和R(旋转)轴;840DSL CNC系统与驱动器采用模拟接口连接控制。
(6)保留机床各轴光栅尺,根据需要增加信号转换器和电缆,以适应840DSL系统ADI4反馈接口。
(7)保留机床刀库驱动伺服电机和西门子驱动器,驱动通过AD14与数控系统连接,恢复刀库控制和管理功能,实现刀库自动找刀、定位,利用数控系统实现就近选刀功能。
(8)保留机械手的伸出(T轴)和旋转(R轴)伺服马达和控制器,通过西门子数控系统实现刀具换刀功能。
(9)利用S7-300PLC可编程序控制器,配置128 INPUT/96 OUT点,PROFI-BUS总线连接,实现机床的所有逻辑顺序控制任务,包括:主轴换挡、油泵、润滑、夹紧放松、机械手运动、工作台交换、冷却、排削、控制电源、外部保护等控制。
(10)数控系统及进给驱动部分加装交流电抗器和隔离变压器,保证所有装置接地良好。
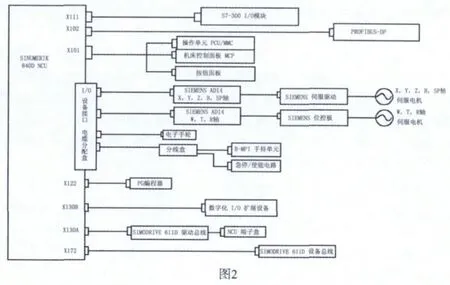
3.系统连接
840DSL系统连接示意图如图2所示。
4.软件设计
(1)左右托盘交换子程序如下:
N1000 IF$P_CHANNO==1 GOTO CH1
N1010 IF$P_CHANN0==2 GOTO CH2
N1020 GOTO CHER
N1030 CH1:M80
N1040 IF$A_IN[4]==TRUE
N1050 SBLON
N1060 ENDIF
N1070 IF$P_ISTEST==TRUE GOTO PFIN1
N1080 IF$P_SEARCH==TRUE GOTO PFIN2
N1090 STOPRE
N1100 IF$A_IN[1]==FALSE GOTO NREF
N1110 STOPRE
N1120 IF$A_IN[2]==FALSE GOTO PPLT2
N1130 STOPRE
N1140 IF$A_IN[3]==TRUE GOTO GPLT3
N1150 MSG(“托盘已经存在于工作台上!”)
N1160 G4F3
N1170 MSG()
N1180 GOTO FIN
N1190 PPLT2:
N1200 REBOSUN_PUTPT2
N1210 GPLT3
N1220 PLTWW:
N1230 IF$A_IN[8]==FALSE
N1240 GOTO PLTWW
N1250 ENDIF
N1260 M73
N1270 REBOSUN_GETPT3
N1280 GOTO FIN
(2)机床报警的设计。
①对数据通道DB2从510000~520300进行PLC报警信息定义。部分如下:
510000 1 0 “通道1刀具号码T编程错误,刀号不能大于总刀数40!”
510100 0 0 “X 轴没有回零,循环启动被禁止”
510101 0 0 “Y 轴没有回零,循环启动被禁止”
510102 0 0 “Z 轴没有回零,循环启动被禁止”
510103 0 0 “B 轴没有回零,循环启动被禁止”
510104 0 0 “SP轴没有回零,循环启动被禁止”
510105 0 0 “W 轴没有回零,循环启动被禁止”
510106 0 0 “T轴没有回零,循环启动被禁止”
510107 0 0 “R 轴没有回零,循环启动被禁止”
510108 0 0 “左交换托盘需要回参考点,NC启动禁止”
510109 0 0 “右交换托盘需要回参考点,NC启动禁止”
②对于没有伴随动作,用户自定义区域数据通道DB2从700000~702463,定义一些报警停息,以便使用和维修,快速查找故障原因。部分如下:
700000 0 0 “液压电机过载,NC停止”
700001 0 0 “液压压力低,NC启动禁止”
700002 0 0 “液压油位低,NC启动禁止”
700003 1 0 “液压过滤器堵塞”
700004 0 0 “液压油温度过高,NC启动禁止”
700005 1 0 “机床空压低,系统急停”
700006 1 0 “润滑压力低”
700007 0 0 “润滑箱油面低”
700008 0 0 “润滑过滤器堵塞”
700009 0 0 “机床空压低,系统急停”
三、结论
美国产卧式加工中心普遍存在技术功能复杂、性能先进、机床精度较高,而数控系统因自行设计制造,通用性不强等特点。在国内用户较少的情况下,维修比较困难,通过对此类进口设备的电气改造,为以通用数控替代专用控制系统积累了一定的改造经验。
猜你喜欢
模具制造(2021年7期)2021-09-14
装备制造技术(2020年4期)2020-12-25
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年12期)2020-01-06
能源(2017年7期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
