
20000m3/h制氧机设备工艺流程及安装调试
2013-12-06 09:28:44田燕
冶金动力 2013年2期
田 燕
(天津天钢联合特钢有限公司,天津 301500)
1 引言
天钢联合特钢有限公司2×20000m3/h制氧机是为满足炼钢、炼铁新建450万t钢、450万t铁项目配套新建项目,工程自与设备厂家交流到订货到安装调试直到出氧,经历了近17个月,这在国内是比较快的建设速度。2×20000m3/h制氧机及液体储存设备,本着安全、先进、可靠的原则进行设备选型,立足国产先进设备。
2×20000m3/h制氧机配套的空压机选用了陕西鼓风机有限公司的产品;空分设备选用了杭州杭氧股份有限公司的产品;氧气透平压缩机和氮气透平压缩机选用杭州杭氧股份有限公司透平公司的产品。设备分别于2011年6月28日、2011年9月2日一次开车成功,并顺利调试出氩。
2 主要工艺流程介绍
20000m3/h制氧机的空分设备由杭州杭氧股份有限公司设计、制造。空分设备采用目前国内先进的分子筛净化、规整填料上塔、增压透平膨胀机制冷和全精馏制氩的外压缩流程技术。其工艺流程如下:
原料空气在进口过滤器中清除杂质后,进入空气压缩机压缩至0.615M Pa(A),送入空分设备,压缩空气在空分设备中根据其沸点不同被分离成氧气、氮气、氩气等产品,低压氧气、氮气经压缩后送入气体管网;同时提取一部分的液氧、液氮及液氩,液体储存在液体槽中,用来外销及作备用供气。液体供气系统配置大型液体贮槽:液氧储槽1000m3、液氮储槽500m3、液氩储槽2×150m3及液体泵、汽化器。紧急情况下可以启动该后备系统维持一定的供气时间。汽化后氧气、氮气或氩气直接供用户管网。
其主要性能指标见表1。
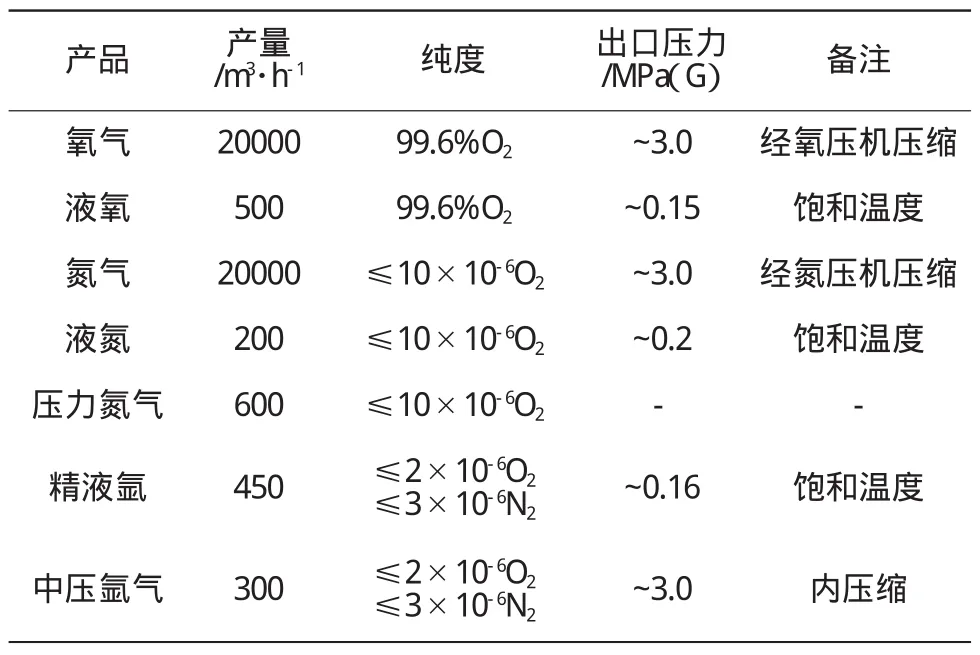
表120000m3/h空分装置主要性能指标(考核工况)
3 主要设备及特点
3.1 自洁式空气过滤器
Z K G-4000型自洁式空气过滤器采用无锡市安活气动成套有限公司产品。产品特点:过滤阻力小:150~650P a;自洁方式灵活:三种自洁方式:程序自洁(150~650P a、间隔 60s)、差压自洁(650~1200P a、间隔30s)、手动自洁;自洁耗气少,为0.2 m3/m i n;占地面积小、结构简单,设备维护方便,更换滤筒不用停车。
3.2 空气压缩机
E I Z 80-4型等温型离心压缩机的特点:采用国外先进技术,流量调节范围为105%~75%;E I Z 80-4(1+1+1+1)等温型离心压缩机,排气压力0.615M Pa(A),要求设计最大排气量120000m3以满足最大氧气产量22000m3/h。空压机设计特点是级间冷却器设置在机壳之内,好像在转子与大气之间形成了很厚的一层隔离层,使压缩机产生的噪音大大降低;其次级间没有管道,没有管件和阀门等引起的阻力损失,缺点是冷却器检修需垂直向上抽出,使厂房建筑高度加高,布置紧凑。
3.3 空分设备
3.3.1 空气预冷系统
U F-120000/10型空气预冷系统由空气冷却塔、水冷却塔、低温水泵、常温水泵及冷冻机组成。空气冷却系统采用喷淋式空冷塔,可有效地洗涤原料空气中对分子筛有害的 S O2、N Ox、H C l、C l2等酸性物质,保证分子筛的有效使用寿命。冷冻机保证夏季设备的冷却能力。
3.3.2 分子筛纯化器
H X K-120000/10型分子筛纯化器采用卧式双层床结构(活性氧化铝+分子筛),底层活性氧化铝床层可有效地保护分子筛,延长分子筛使用寿命,同时采用双层床也使纯化器再生阻力下降,再生温度降低,节约了再生能耗。
3.3.3 分馏塔设备
塔内设备包括主换热器、精馏主塔、粗氩塔、精氩塔及过冷器等。
精馏主塔的特点是下塔采用筛板塔,上塔采用规整填料;板式换热器采用国内独家引进的美国S-W公司的大型真空钎接炉,钎接质量好,使用寿命长,同时杭氧在近几年不断开发新型高效翅片,使板式换热器具有更高的效率。
3.3.4 制冷系统
配套的制冷系统包括两套增压透平膨胀机,提供整个装置需要的冷量。膨胀机在结构设计上采用整体组装式,常温端可拆卸,维护检修方便。
3.3.5 控制系统
采用浙大中控的D C S控制系统,两套设备共用一套工程师站,各有两套操作员站,控制系统带有U P S不间断供电装置,所有联锁回路采用失电原则进行设计,以保证在失电状态下的安全停机。3.3.6 气体、液体储存设备
氧气、氮气及氩气设有储气球罐,氧气球罐1000m3两台、氮气球罐1000m3一台、氩气球罐120m3一台。
液氧、液氮及液氩设有液体储槽,液氧储槽1000m3一台、液氮储槽500m3一台、液氩储槽150m3两台及相应配套的液体泵,以满足在空分气体供应不足时补充供给。
3.4 气体压缩系统
氧气、氮气的压缩分别采用透平式氧气、氮气压缩机。
氧压机为等温型离心式压缩机组,双层布置结构。驱动电机为异步电机。3 T Y S 96+2 T Y S 70型单轴、双缸、离心式氧气压缩机由于压缩介质是氧气,一切问题的核心是安全防火问题,因此对设备零部件清洁度的要求、各级温度、中间冷却器的设计及防止氧气外泄的设备密封设计等都非常严格。
氮气压缩机,机组(型号:4 T Y C 56)为齿轮型离心式压缩机,单层布置,撬装式结构。
4 设备安装调试情况
制氧机的施工是从2010年3月开始土建施工,5月份开始4个球罐的安装、6月份开始液体储罐区的安装,制氧机主体设备安装从8月份开始。气体储存球罐及液体储槽已在2010年安装验收完成,具备投入使用条件。第一套制氧机安装、吹扫、打压、空分设备裸冷、装珠光砂等工作完成后,于2011年6月底开车出氧,第二套制氧机在2011年9月初开车出氧。两套设备都是一次裸冷成功、一次开车成功。经运行考核,主要参数达到或高于设计要求。
在安装过程中我们根据实际情况整改完善了很多方面,塔内管道距冷箱的距离没有完全按照图纸要求安装,在检查中发现,要求施工方及时进行了整改;冬季气温低、雨雪多、湿度大,不能从事铝材及不锈钢的焊接,而施工方为了赶进度无视质量,在要求停止焊接的同时,我们想办法创造条件,保施工质量进度。为保证今后的生产,自行完善了设计,两套设备的空气压缩机送出管道共用;低压氧、低压氮送出管线两套设备共用,以便两套空分设备的氧压机、氮压机互备;为减少液体储槽蒸发后气体放空的浪费,将液氮储槽的气化氮引到储槽的夹层,保证夹层的压力保持在正压等。
5 存在的问题及建议
在调试中发现了一些设备存在的问题:
(1)调试中发现氮压机停车时从三级冷却器的气路能够排出水,说明中间冷却器存在泄漏;空压机漏油等问题。建议设备厂家在设备制造中要加强质量管理,以保证设备的长周期安全稳定运行。
(2)氧透进口过滤器内件没有按照《深度冷冻法生产氧气及相关气体安全技术规程》G B 16912-2008采用铜及铜合金,这既不符合国家标准,又存在安全隐患,我们已将问题提供设备制造厂家。
(3)调试中由于氧气透平压缩机的放空口设计高度低,与空压机距离较近,氧气放空时影响空压机的吸入压力,造成工艺的波动,经我们自行整改后,情况有了很大的改善。
(4)一台空压机在运转中轴振动逐渐升高,存在运行隐患,经过设备厂家的两次处理,解决了问题。另一台空压机的送出流量没有达到设计值,已要求厂家配合解决。
在调试中发现、解决了很多类似的问题,其中还有自动化程序的问题,我们都进行了整改。
6 结束语
两套20000m3/h外压缩制氧机设计先进,配置合理,安装紧凑,自运行以来操作方便,运行稳定,满足了生产要求,特别是空分设备氮气产量较设备订货合同要求的2万产量增加至4万产量,在钢铁企业用氮量逐渐增多情况下,提供了后备保证。
猜你喜欢
氯碱工业(2020年11期)2020-03-02 08:50:14
山东冶金(2019年6期)2020-01-06 07:46:14
电子制作(2019年11期)2019-07-04 00:34:24
低温与特气(2018年2期)2018-04-16 22:14:05
工业设计(2016年8期)2016-04-16 02:43:40
发明与创新(2015年38期)2015-02-27 10:40:41
河南科技(2014年18期)2014-02-27 14:14:57
河南科技(2014年14期)2014-02-27 14:11:58
河南科技(2014年12期)2014-02-27 14:10:35
河南科技(2014年11期)2014-02-27 14:09:54
