数控机床滚珠丝杠副调整维修
2013-12-04 01:50曲海波
设备管理与维修 2013年12期
曲海波
威海市技术学院工业技术系 山东威海市
数控机床进给传动系统的任务是实现执行机构(刀架、工作台等)的运动。大部分数控机床的进给系统是由伺服电机经过联轴器与滚珠丝杠直接相连,然后由滚珠丝杠螺母副驱动工作台运动,其机械结构比较简单,滚珠丝杠螺母副,是直线运动与回转运动能相互转换的传动装置。
一、滚珠丝杠副结构与工作原理
1.滚珠丝杠副的结构、原理
滚珠丝杠螺母副结构与原理见图1。在丝杠和螺母间装有滚珠作为中间元件,丝杠和螺母上都有半圆弧形的螺旋槽,套装在一起时便形成了滚珠的螺旋滚道。螺母上有滚珠回路管道,将几圈螺旋滚道的两端连接起来构成封闭的循环滚道,并在滚道内装满滚珠。当丝杠旋转时,滚珠在滚道内沿滚道循环转动即自转,迫使螺母(或丝杠)轴向移动。

图1 滚珠丝杠螺母副的结构原理
2.滚珠丝杠螺母副的循环方式
常用的循环方式有两种:滚珠在循环过程中有时与丝杠脱离接触的称为外循环;始终与丝杠保持接触的称内循环。
(1)外循环。图2所示为常用的一种外循环方式,这种结构是在螺母体上轴向相隔数个半导程处钻两个孔与螺旋槽相切,作为滚珠的进口与出口。再在螺母的外表面上铣出回珠槽并沟通两孔。另外在螺母内进出口处各装一个挡珠器,并在螺母外表面装一个套筒,这样构成封闭的循环滚道。外循环结构制造工艺简单,使用较广泛。缺点是滚道接缝处很难做得平滑,影响滚珠滚动的平稳性,甚至发生卡珠现象,噪声也较大。
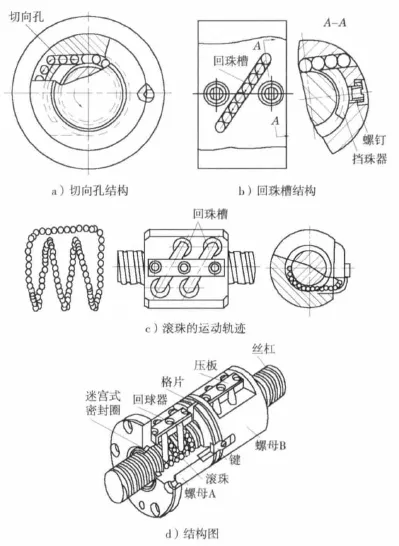
图2 外循环滚珠丝杠
(2)内循环。内循环均采用反向器实现滚珠循环,反向器有两种型式。如图3a所示为圆柱凸键反向器,反向器的圆柱部分嵌入螺母内,端部开有反向槽。反向槽靠圆柱外圆面及其上端的凸键定位,以保证对准螺纹滚道方向。图3b为扁圆镶块反向器,反向器为一半圆头平键形镶块,镶块嵌入螺母的切槽中,其端部开有反向槽,用镶块的外廓定位。两种反向器比较,后者尺寸较小,从而减小了螺母的径向尺寸及缩短了轴向尺寸。但这种反向器的外廓和螺母上的切槽尺寸精度要求较高。
二、滚珠丝杠副的安装

图3 内循环滚珠丝杠
数控机床的进给系统要获得较高的传动刚度,除了加强滚珠丝杠螺母本身的刚度之外,滚珠丝杠正确的安装及其支承的结构刚度也是不可忽视的因素。螺母座及支承座都应具有足够的刚度和精度。通常都适当加大和机床结合部件的接触面积,以提高螺母座的局部刚度和接触刚度,新设计的机床在工艺条件允许时,常常把螺母座或支承座与机床本体做成整体来增大刚度。滚珠丝杠副的安装方式通常有以下几种。
1.双推——自由方式
如图4a所示。丝杠一端固定,另一端自由。固定端轴承同时承受轴向力和径向力。这种支承方式用于行程小的短丝杠。

图4 滚珠丝杠副的安装方式
2.双推——支承方式
如图4b所示。丝杠一端固定,另一端支承。固定端同时承受轴向力和径向力,支承端只承受径向力,而且能作微量轴向浮动,可以减少或避免因丝杠自重而出现的弯曲,同时丝杠热变形可以自由地向一端伸长。
3.双推——双推方式
如图4c所示。丝杠两端均固定,固定端轴承可以同时承受轴向力,这种支承方式,可以对丝杠施加适当的预紧力,提高丝杠支承刚度,可以部分补偿丝杠的热变形。
三、滚珠丝杠螺母副的调整、维护
为保证滚珠丝杠反向传动精度和轴向刚度,必须消除滚珠丝杠螺母副轴向间隙。消除间隙的方法常采用双螺母结构,利用两个螺母的相对轴向位移,使两个滚珠螺母中的滚珠分别贴紧在螺旋滚道的两个相反的侧面上,用这种方法预紧消除轴向间隙时,应注意预紧力不宜过大(小于1/3最大轴向载荷),预紧力过大会使空载力矩增加,从而降低传动效率,缩短使用寿命。
1.滚珠丝杠副消除间隙方法
(1)垫片调隙式。如图5所示,调整垫片厚度使左右两螺母产生轴向位移,即可消除间隙和产生预紧力。这种方法结构简单刚性好,但调整不便,滚道有磨损时不能随时消除间隙和进行预紧。
(2)螺纹调整式。如图6所示,螺母的一端有凸缘,螺母外端制有螺纹,调整时只要旋动圆螺母,即可消除轴向间隙并可达到产生预紧力的目的。
(3)齿差调隙式。如图7所示。在两个螺母的凸缘上各制有圆柱外齿轮,分别与固紧在套筒两端的内齿圈相啮合,其齿数分别为Z1和Z2,并相差一个齿。调整时,先取下内齿圈,让两个螺母相对于套筒同方向都转动一个齿,然后再插入内齿圈,则两个螺母便产生相对角位移,其轴向位移量 S=(1/Z1-1/Z2)Pn。例如,Z1=80,Z2=81,滚珠丝杠的导程Pn=6mm时,S=6/6480≈0.001mm,这种调整方法能精确调整预紧量,调整方便、可靠、但结构尺寸较大,多用于高精度的传动。
(4)单螺母变位螺距预加负荷消隙。如图8所示。它是在滚珠螺母体内的两列循环珠链之问,使内螺母滚道在轴向产生一个ΔL0的螺距突变量,从而使两列滚珠在轴向错位实现预紧。这种调隙方法结构简单,但负荷量须预先设定且不能改变。

图5 垫片调隙式

图6 螺纹调整式的滚珠丝杠螺母副
(5)单螺母螺钉预紧。如图9所示,螺母的专业生产工作完成精磨之后,沿径向开一薄槽,通过内六角调整螺钉实现间隙的调整和预紧。该专利技术成功地解决了开槽后滚珠在螺母中良好的通过性。单螺母结构不仅具有很好的性能价格比,而且间隙的调整和预紧极为方便。

图7 齿差调隙式

图8 单螺母变螺距预加负荷
2.滚珠丝杠副的防护及润滑

图9 单螺母螺钉预紧
(1)滚珠丝杠副的防护。滚珠丝杠副和其他滚动摩擦的传动器件一样,应避免硬质灰尘或切屑污物进入,因此必须装有防护装置。如果滚珠丝杠副在机床上外露,则应采用封闭的防护罩,如采用螺旋弹簧钢带套管、伸缩套管以及折叠式套管等。安装时将防护罩的一端连接在滚珠螺母的侧面,另一端固定在滚珠丝杠的支承座上。如果滚珠丝杠副处于隐蔽的位置,则可采用密封圈防护,密封圈装在螺母的两端。接触式的弹性密封圈采用耐油橡胶或尼龙制成,其内孔做成与丝杠螺纹滚道相配的形状;接触式密封圈的防尘效果好,但由于存在接触压力,使摩擦力矩略有增加。非接触式密封圈又称迷宫式密封圈,它采用硬质塑料制成,其内孔与丝杠螺纹滚道的形状相反,并稍有间隙,这样可避免摩擦力矩,但是防尘效果差。工作中应避免碰击防护装置,防护装置一有损坏应及时更换。
(2)滚珠丝杠副的润滑。润滑剂可提高耐磨性及传动效率。润滑脂可分为润滑油和润滑脂两大类。润滑油一般为全损耗系统用油;润滑脂可采用锂基润滑脂。润滑脂一般加在螺纹滚道和安装螺母的壳体空间内,而润滑油则经过壳体上的油孔注入螺母的空间内。每半年对滚珠丝杠上的润滑脂更换一次,清洗丝杠上的旧润滑脂,涂上新的润滑脂。用润滑油润滑的滚珠丝杠副,可在每次机床工作前加油一次。
(3)支承轴承的定期检查。应定期检查丝杠支承与床身的连接是否有松动以及支承轴承是否损坏等。如有以上问题,要及时紧固松动部件并更换支承轴承。
四、滚珠丝杠副的常见故障及排除方法
1.滚珠丝杠副常见故障及排除方法
(1)加工件粗糙值高。导轨的润滑油不足够,致使溜板爬行伺服电动机未调整好,增益过大丝杠轴承损坏,运动不平稳滚珠丝杠有局部拉毛或研损。加润滑油,排除润滑故障,调整伺服电机控制系统,更换损坏轴承,更换或修理丝杠。
(2)反向误差大,加工精度不稳定。丝杠轴联轴器锥套松动丝杠轴滑板配合压板过紧或过松丝杠轴滑板配合楔铁过紧或过松滚珠丝杠预紧力过紧或过松滚珠丝杠螺母端面与结合面不垂直,结合过松丝杠支座轴承预紧力过紧或过松其他机械干涉润滑油不足或没有滚珠丝杠制造误差大或轴向窜动。重新紧固并用百分表反复测试,重新调整或修研,用O.03mm塞尺塞不入为合格,重新调整或修研,使接触率达70%以上,用0.03mm塞尺塞不入为合格,排除干涉部位,修理、调整或加垫处理,修理调整,用控制系统自动补偿功能消除间隙,用仪器测量并调整丝杠窜动,调节至各导轨面均有润滑油,调整预紧力。检查轴向窜动值,使其误差≤0.015mm。
(3)滚珠丝杠在运转中转矩过大。二滑板配合压板过紧或研损滚珠丝杠螺母反向器损坏,滚珠丝杠卡死或轴端螺母预紧力过大丝杠研损伺服电动机与滚珠丝杠联结不同轴无润滑油伺服电动机过热报警超程开关失灵造成机械故障。重新调整或修研压板,使0.04mm塞尺塞不入为合格,修复或更换丝杠并精心调整,更换,调整同轴度并紧固连接座,调整润滑油路,检查故障并排除。
(4)丝杠螺母润滑不良。分油器是否分油,油管是否堵塞。清除污物使油管畅通检查定量分油器。
(5)滚珠丝杠副噪声。滚珠丝杠轴承压盖压合不良,滚珠丝杠润滑不良,丝杠支承轴承可能破损电动机与丝杠联轴器松动,滚珠产生破损。调整压盖,使其压紧轴承,检查分油器和油路,使润滑油充足,更换滚珠,如轴承破损更换新轴承,拧紧连轴器锁紧螺钉。
(6)滚珠丝杠不灵活。丝杠弯曲变形轴向预加载荷太大丝杠与导轨不平行螺母轴线与导轨不平行。
(7)滚珠丝杠副传动状况不良。用润滑脂润滑的丝杠需要移动工作台取下套罩,涂上润滑脂滚珠丝杠副润滑状况不良。
2.滚珠丝杠副维修实例
(1)跟踪误差过大报警。XK713加工过程中,X轴出现跟踪误差过大报警。该机床采用闭环控制系统,伺服电机与丝杠采用直联的连结方式。在检查系统控制参数无误后,拆开电机防护罩,在电机伺服带电的情况下,用手拧动丝杠,发现丝杠与电机有相对位移,可以判断是由于电机与丝杠连接的胀紧套松动所致,紧定紧固螺钉后,故障消除。
(2)位移中产生机械抖动。CK6136车床在Z向移动时有明显的机械抖动。该机床在Z向移动时,明显感受到机械抖动,在检查系统参数无误后,将Z轴电机卸下,单独转动电机,电机运行平稳。用扳手转动丝杠,振动手感明显。拆下Z轴丝杠防护罩,发现丝杠上有很多小铁屑及污物,初步判断为丝杠故障引起的机械抖动。拆下滚珠丝杠副,打开丝杠螺母,发现螺母反向器内也有很多小铁屑及污物,造成钢球运转流动不畅,时有阻滞现象。用汽油认真清洗,清除杂物,重新安装,调整好间隙,故障排除。
五、小结
数控机床进给系统中的机械传动装置和器件具有高寿命、高刚度、无间隙、高灵敏度和低噪声。数控机床的进给运动链中,采用丝杠螺母副较普遍。在日常维护中要经常检查润滑状况,机械精度每年检测调整一次,新机床可两年检测调整一次,以确保机床的加工精度。 W13.12-11
猜你喜欢
造船技术(2019年6期)2020-01-01
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年1期)2019-01-14
石油商技(2018年3期)2018-06-25
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
石油知识(2017年3期)2017-04-05
科技创新导报(2016年5期)2016-05-14
通信电源技术(2016年1期)2016-04-16
河南科技(2014年14期)2014-02-27
华东理工大学学报(自然科学版)(2014年5期)2014-02-27