
华中数控系统宏指令在零件倒角处理中的应用
2013-11-30 02:41:24任重
长江工程职业技术学院学报 2013年1期
任 重
(长江工程职业技术学院,武汉 430212)
数控编程有手工编程和自动编程两种方法。手动编程只适合编写中等以下难度的零件加工程序,其应用范围大打折扣;利用自动编程软件可方便的进行零件实体造型,并通过选择相应的轮廓加工方法、合适的刀具、相关参数设置及机床后置处理,自动产生加工路径并能够模拟加工过程,比较适合难度较大如曲面类零件程序的编写。但自动编程软件生成的程序冗长,加工耗时大、内存占用多,机床加工效率比较低。
针对手工编程和自动编程各自在实际应用中存在的局限性,本文提出相应的解决方案即利用宏指令来填补上述两种编程方法在零件局部处理应用中的空白,并通过实例仿真验证了宏指令在零件倒角处理方面便捷实用的独特功效。
1 华中数控系统宏指令的编程定义
宏指令编程类似于计算机C语言编程,可依靠其本身的函数混合运算、算术运算和逻辑运算功能,按约定格式编写程序段来实现轮廓的描述,免去了很多繁琐的数值计算,提高了编程效率和程序的正确率。其编程定义为:
(1)变量:#0~#49共50个当前局部变量和#50~#199共150个全局变量,可对变量进行赋值。
(2)常量:PI为圆周率π、TRUE为条件成立和FALSE为条件不成立3个常量。
(3)条件运算符:等于 EQ(=)、不等于 NE(≠)、大于 GT(>)、大于等于 GE(≥)、小于 LT(<)、小于等于LE(≤)6个条件运算符。
(4)逻辑运算符:AND(与)、OR(或)和 NOT(非)3个逻辑运算符。
(5)函数运算符:SIN(正弦)、COS(余弦)、TAN(正切)、ABS(绝对值)、SQRT(开方)等10个函数运算符。
(6)其他:宏指令还有循环语句(WHILE和ENDW)、条件判断语句(IF、ELSE和 ENDIF)、分支语句和子程序调用语句。
2 宏指令在零件倒角处理中的应用
由于倒角面本身就是三维曲面,所以常规手工编程方法很难完成,自动编程软件得到的程序又非常冗长,不易在数控机床上加工。鉴于以上情况,下面我们将重点介绍华中数控系统宏指令在解决上述问题的应用方法,即数学计算法。
如图1所示圆孔倒角处理,图2为异形孔倒角处理。不难看出,“倒角面”是三维曲面。
如图1和图2主视图所示,建立工件坐标系后,上表面为Z=0的平面,倒角面高度为5mm。基本编程思路可以确定为,通过宏指令编程实现刀具在Z等于(0~-5mm)之间的XY平面上逐层走刀,最终形成倒角曲面。
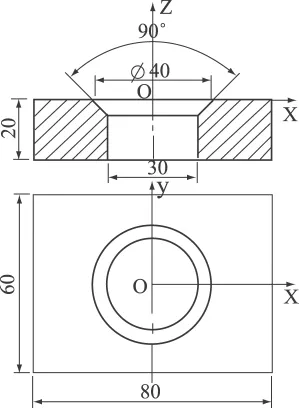
图1 圆孔的倒角处理
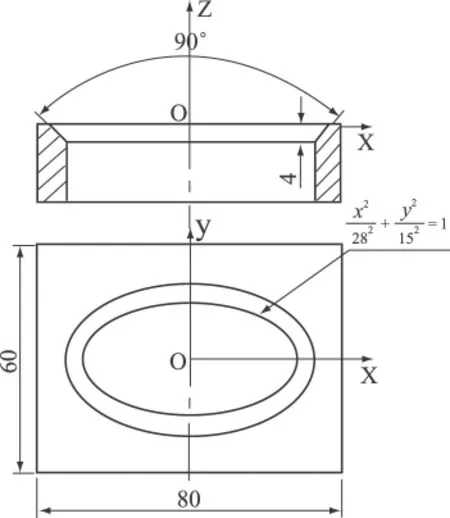
图2 异形孔的倒角处理
具体来说,随着Z值即走刀平面的高度发生变化,刀具在XY平面的走刀轮廓也逐层发生变化。若刀具在Z=0的高度平面内走刀,则走刀轮廓为直径等于40 mm的整圆或异形圆;若刀具在Z=-5mm的高度平面内走刀,则走刀轮廓为直径等于30 mm的整圆或异形圆。也就说,当Z值变化时,整圆直径也在与Z值成某种数学关系进行相应变化,也可理解成Z与X之间的函数关系,如图3所示将图1主视图剖面放大后显示的倒角截面的数学关系式为Z=X。
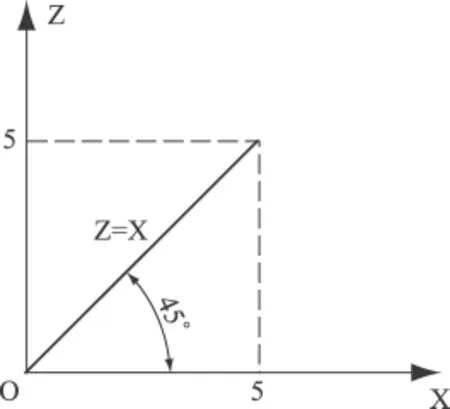
图3 Z值与X值之间数学关系
由于倒角截面存在着非常明显的数学关系,所以在宏指令编程时可分别设置Z和X为两个变量,控制Z值在(0~-5mm)之间变化可实现走刀平面高度的变化即逐层铣削。由倒角截面的数学关系式可知:在逐层铣削过程中X值随Z的变化而变化,从而获得不同的走刀轮廓轨迹,我们把这种宏指令编程方法定义为数学计算法。
(1)圆孔倒角宏指令程序
编写圆孔倒角宏指令程序如表1所示。
用宇龙数控仿真软件对表1程序进行仿真,结果如图4所示。
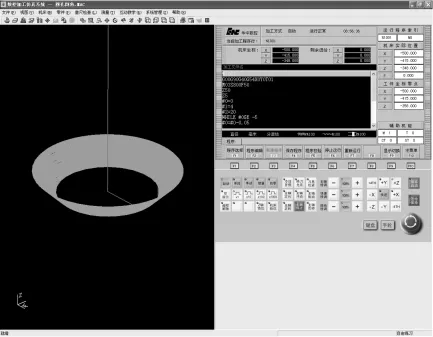
图4 圆孔倒角仿真结果
(2)异型孔倒角宏指令程序
由于手工常规编程方法只有直线和圆弧插补指令,所以当让刀具走出如图5所示的异形(椭圆或其他非圆曲线)轮廓时就显得力不从心。可以假想把异形轮廓曲线以其中心360°范围内分解成若干份,而每份则是一小段直线,按手动常规编程方法用直线插补指令一段段一次进行走刀去近似趋向于异形轮廓。
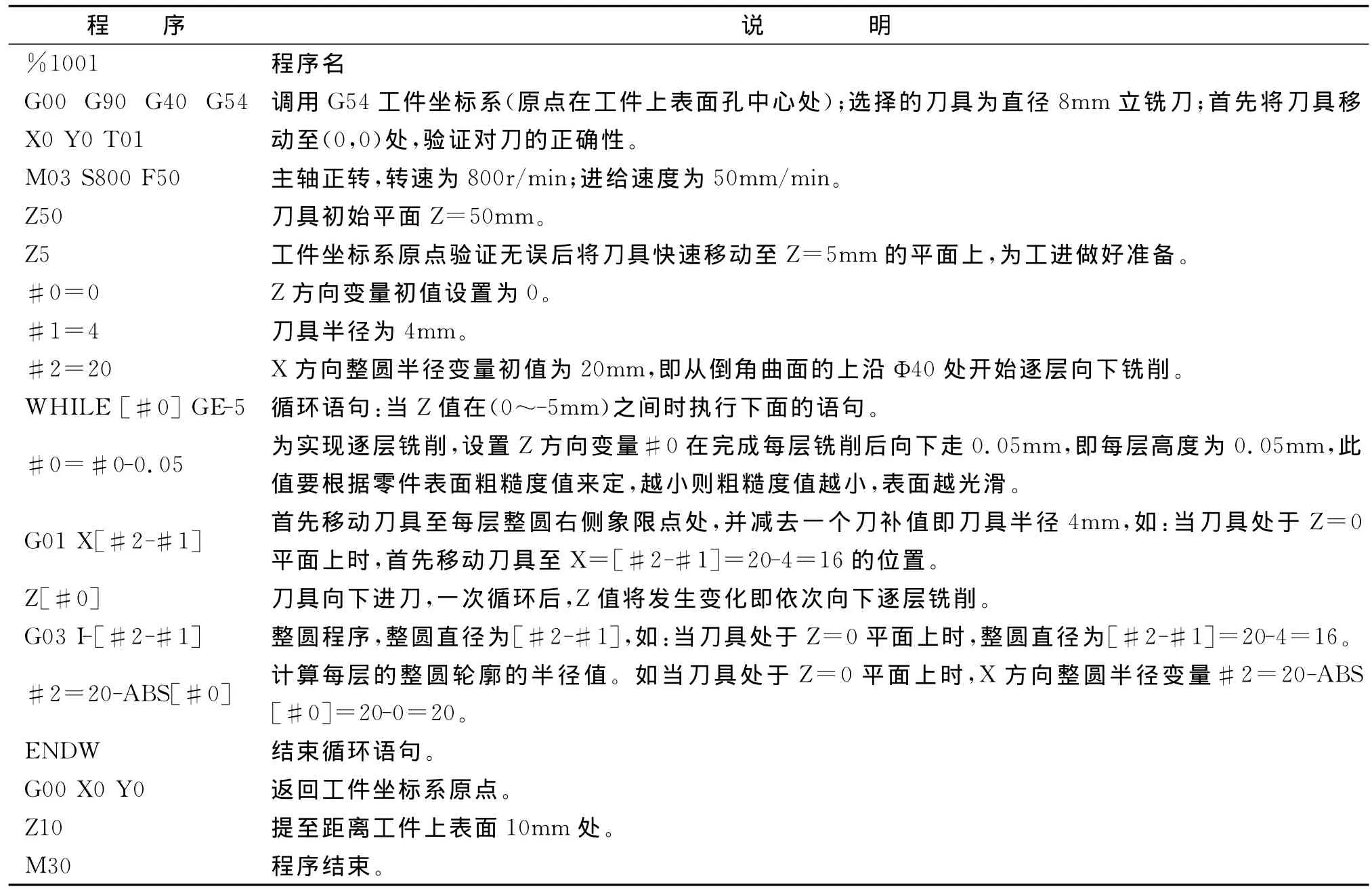
表1 圆孔倒角宏指令程序
根据以上分析,首先要完成异形轮廓曲线的宏指令编程。由图2可知椭圆孔曲线方程分别为,将方程转化为参数方程为;X=28sinθ和Y=15cosθ,如图5所示椭圆的宏指令编程示意图,编写走椭圆内轮廓宏指令程序如表2所示。

图5 椭圆宏指令编程示意图
由图3主视图剖面放大后显示的倒角截面的数学关系式Z=X可得椭圆孔倒角的宏指令程序如表3所示。
用宇龙数控仿真软件对表3程序进行仿真,结果如图6所示。

图6 椭圆孔倒角仿真结果
3 结束语
工程实际中,出于装配方便或产品美观的考虑,零部件的端部一般都要进行倒角处理,虽然面积很小,但加工产品量大。因此,倒角处理在实际加工中,工时消耗占用很大比重。
本文针对手工编程和自动编程在零件倒角处理方面存在的缺陷,提出了相应的解决方法即用宏指令编程实现倒角面的三维曲面加工,称之为数学计算法。该方法在孔、轴等端部倒角处理方面有着快捷实用的特点,对发挥数控机床高效加工优势方面具有很高工程实用价值。
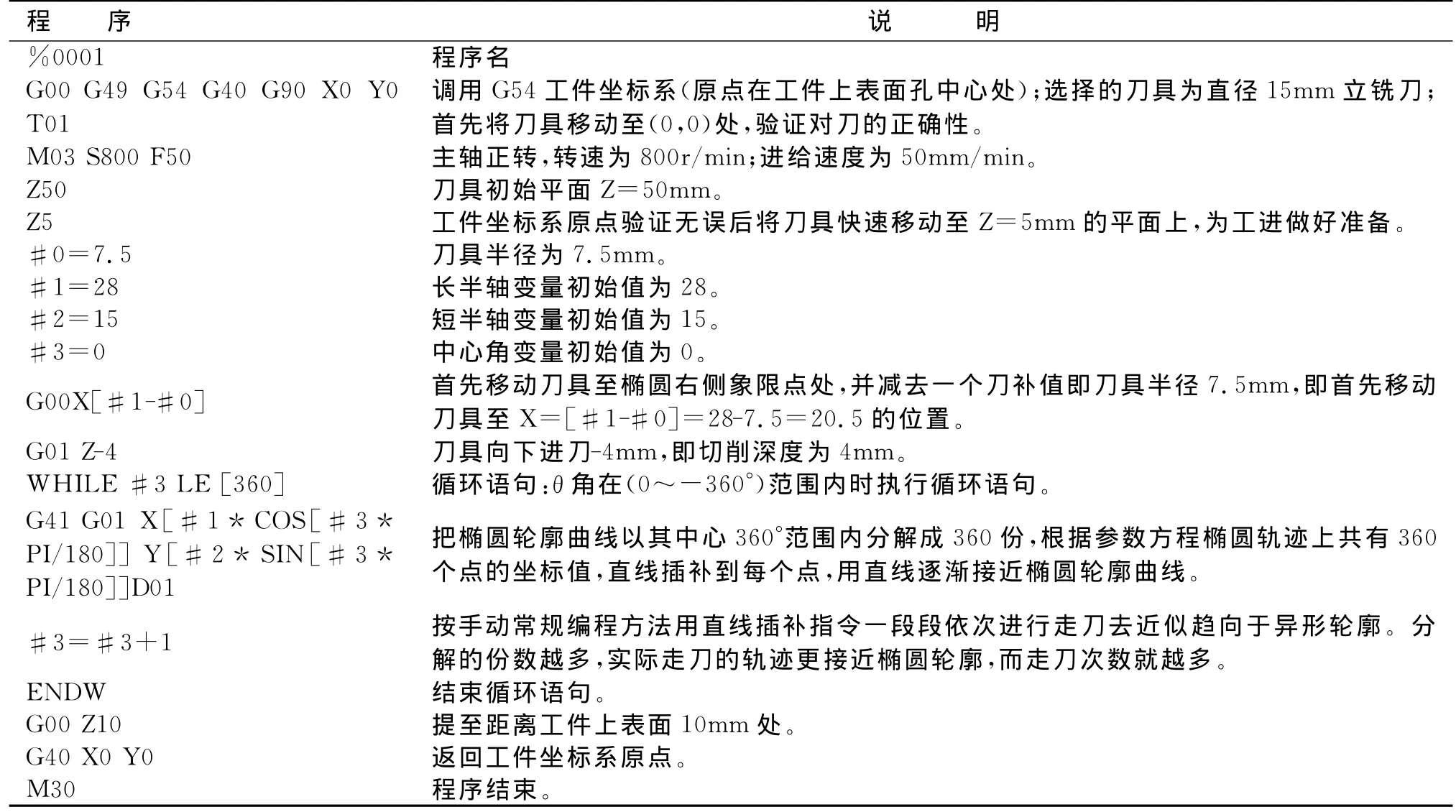
表2 椭圆宏指令程序
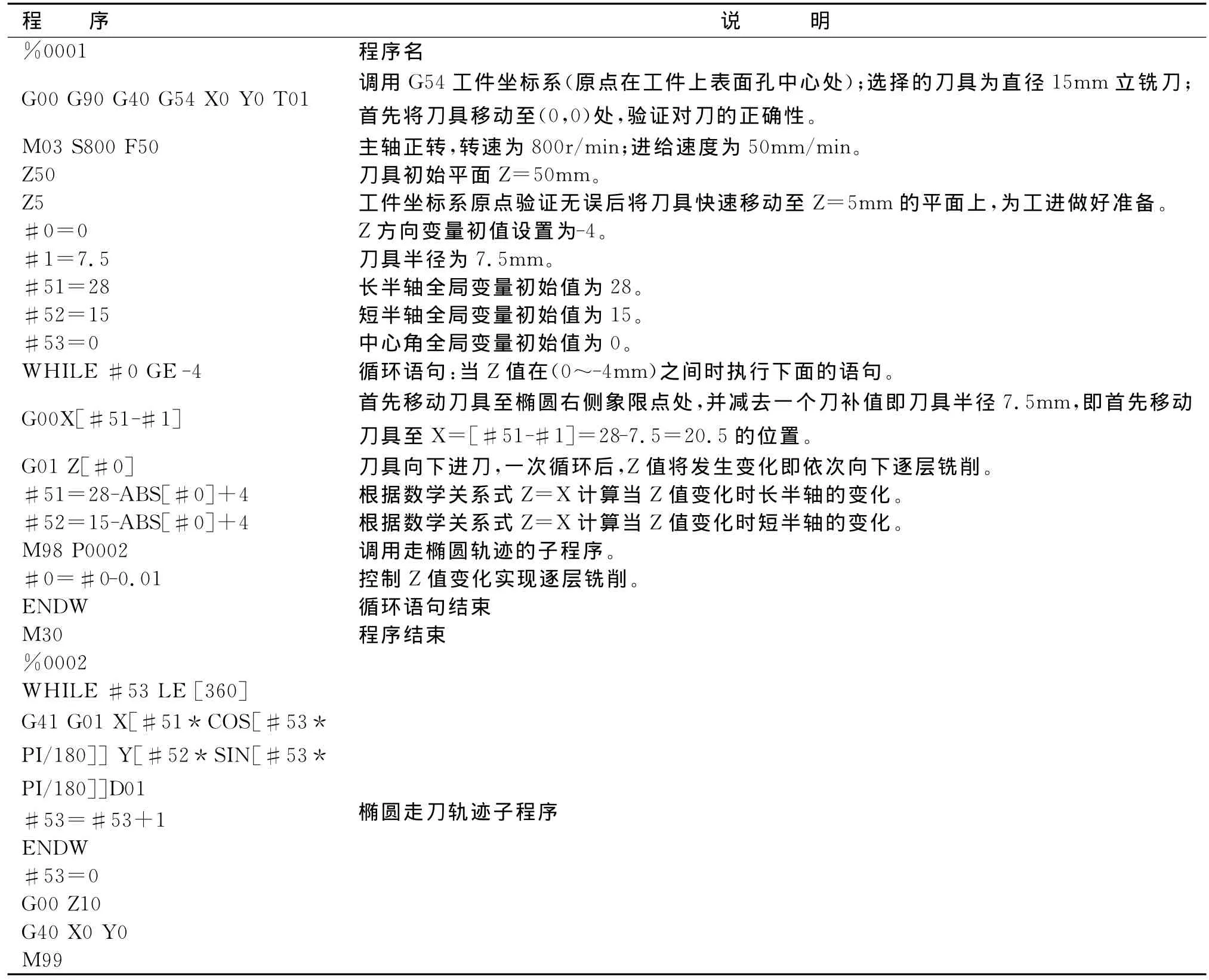
表3 椭圆孔倒角宏指令程序
猜你喜欢
中国临床医学影像杂志(2022年6期)2022-07-26 07:17:04
科学24小时(2021年10期)2021-10-09 23:09:37
工程技术研究(2021年7期)2021-05-30 02:55:04
时代农机(2017年2期)2017-04-02 19:19:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40
价值工程(2014年17期)2014-04-16 03:29:20
温州职业技术学院学报(2014年2期)2014-03-11 19:03:26
长春大学学报(2012年10期)2012-09-21 07:14:12
心脑血管病防治(2011年3期)2011-09-15 08:18:48
