
6RA70直流调速装置的调试及运用
2013-11-16 05:10余培军
中国新技术新产品 2013年17期
余培军
(宝钢集团八钢公司检修中心,新疆 乌鲁木齐 830022)
1 概述
近年来直流调速系统在轧钢系统中广泛运用,其中在型材机组、冷轧机组、棒材机组等轧钢系统中使用西门子DCMaster6RA70紧凑型直流调速装置更为成熟。该装置具有结构紧凑、使用简单、控制方式灵活多样、功能强大及运行平稳可靠的特点被广泛使用在连续轧制系统、飞剪系统以及连续剪切线的自动控制系统中。
2 6RA70调速装置的通讯设置
西门子PLC400通过PROFIBUS-DP网络对整个装置进行核心控制,在外控状态下对装置的启动、轧机转速的给定、停车以及急停进行控制。
6RA70直流调速装置直接挂在PROFIBUS-DP网上,通过自身的CBP2通讯板与网络连接,并作为网络上的一个从站接受PLC的控制。通过对装置的参数P198进行设定来定义每一个挂在网络上的6RA70直流调速装置的总线地址,PLC通过过程参数对象PPO(ProcessParameterObject)包括参数、过程数据来对装置进行参数读写。6RA70为我们提供了5种PPO类型,我们选用PPOI类型使PLC发送来的指令存储在通讯模板的内存里,然后模拟量连接器将每个过程数据PZD(包括控制字、状态字、实际值、设定值)与控制通道连接起来。另外还可以通过装置提供的位于操作面板上的串行口直接连接PC机,使用软件DriveMonitor对装置进行方便的调试、诊断以及微调参数,方便了维护人员对装置的控制。
3 调试顺序及基本参数设置
3.1 6RA70控制端子的参数设定
端子52、54开关量输出,风机系统启动输出参数P774=B001
端子48、54开关量输出,6RA70故障输出参数P772=B106
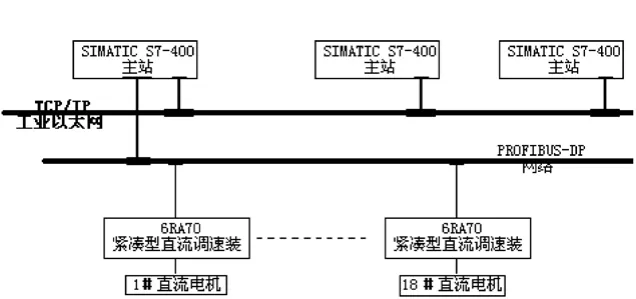
图1
端子37控制装置的使能,安装装置柜子门面板上的“使能”旋钮来启动装置。
端子36故障复位,P665=10
端子39内外控:
P676.1676.2=17P680.1680.2=17,P690=17
端子40,41风机KM状态P656=18,P657=20
端子43进线压敏快熔监视P655=24
3.2 装置的内部固定给定
P644=K401速度给定的控制命令源。连接到固定给定的输出。
P401固定给定的给定参数,对应的百分数,0-100%对应着电机的转速(0-最高转速)。
3.3 正确设置电机参数(根据电机厂家提供的电机参数)
P78.001装置的电枢进线电压
P78.002装置的励磁回路进线电压
P100电机的额定电流
P101电机的额定电压
P102电机的额定励磁电流
3.4 励磁调试
合装置的主进线和励磁进线电源开关,通过装置参数R15、R16,读出两个电源的数值,电枢应该为550V左右,励磁的为300V左右。确认正确后,通过参数P257电机的停机励磁来调试励磁,调 整 P257参 数 为 10%、30%、50%、70%、100%,在每个阶段用万用表量励磁输出的电压值,100%的励磁电压值不超过200V,读柜门电机励磁的电流表,100%的给定应该对应到电机的额定励磁。
3.5 启动电机
首先对装置风机和电机冷却风机合闸,P774=B0001,用柜门面板的“使能”旋钮来启动装置,装置的面板RUN显示绿灯(即运行状态)。通过参数P401来给定转速,5%、10%。电机转动。正常后将P401减小到0停车。
3.6 电流环优化
设置最优化运行,设置P51=25,然后合闸使能旋钮。装置自动开始优化,注意电机必须机械卡死。以下参数被自动设置:P110、P111、P112、P155、P156、P255、P256、P826。
3.7 启动电机,测试编码器,速度闭环
在装置停机的时候设置P140=1、P141=1024、142=1、P143(电机额定转速)。设置完毕后启动电机,给定转速为20%,看参数R24的数值为+20%,则反馈正确;如果为-20%,停机后检查并调换编码器接线(A+、A-)和(B+、B-),修改正确后停机,将P083设成2,采用编码器速度反馈。
3.8 弱磁优化
首先要确认电机是不是弱磁电机,若不是则不做弱磁优化;另外若电机额定转速已经满足工艺要求也可不做弱磁优化。做优化首先设置参数P081=1,P143=电机额定最高转速,设置参数P51=27,开始励磁减弱的优化运行,装置自动优化完成。完成后起机,调速到最高转速的90%观察各个给定电机的稳定状态。
3.9 网络设置及控制
首先我们设计的理念是切换两套参数数据组,有个内外控选择,当单体试车调试的时候用内控,在装置里采用第一套参数数据组。当联机网络控制的时候,切换到外控,采用到第二套参数数据组。用两组数据组的话可以达到在集中和单体控制的时候都很方便。
网络设置P918.001、002设置从站站地址,此地址由自动化人员来定义。这两个参数是设置切换参数数据组,通过开关量(一般由安装装置的柜体门外的内外控转换开关)来切换。当为外控的时候参数数据组切换到第一套参数,内控时为第二套参数来控制电机。两套参数的区别就是速度给定(参数P401)及装置起停等需要手动设置。
结语
作为直流调速控制系统中的核心组成部分,6RA70直流调速装置能准确、实时地反映直流电机运行状态和参数,可靠地控制现场设备;各项性能指标充分满足生产工艺对设备的功能精度要求,通过生产实践证明6RA70直流调速技术在轧钢各机组中的应用,确保了轧钢自动化系统的稳定、安全、经济的运行。
[1]6RA70直流调速装置使用手册[Z].
[2]叶树.直流调速装置6RA70控制方式设计[J].电工技术,2012.
猜你喜欢
建筑与预算(2023年9期)2023-10-21
建筑与预算(2023年2期)2023-03-10
建筑与预算(2022年2期)2022-03-08
河北电力技术(2021年2期)2021-07-29
电子制作(2018年1期)2018-04-04
大电机技术(2017年3期)2017-06-05
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
水电站机电技术(2014年4期)2014-10-13
自动化博览(2014年12期)2014-02-28
