三次烧釉面砖的丝网印花
2013-11-14 09:43刘永庆
网印工业 2013年9期
文 刘永庆
在墙地砖企业中有句名言:“生在配方,死在窑炉”,也就是说再好的配方,如果烧成不好也是没有用的,说明烧成制度在生产中起着重要的作用。墙地砖产品种类繁多,不同的产品有不同的烧成要求。有釉砖与无釉砖、一次烧成与二次烧成。一次烧成釉面砖技术最早是意大利于1978年开始采用的,到1990年烧成釉面砖产量占其总产量的71%。西班牙于1981年开始采用该技术,到1990年一次烧成釉面砖产量占其总产量的66%。在国内于20世纪90年代初开始引进一次烧成釉面砖技术,目前,国内还有一些公司采用一次烧成技术生产釉面砖,总的来说,厂家还不是很多,与使用二次烧成技术的厂家相比数量少得多。主要原因是一次烧成技术复杂,管理要求高,因此很多企业就采用了稳妥的二次烧成技术。二次烧成技术是目前国内绝大多数釉面砖厂家使用的工艺技术。它的主要优点是半成品损耗少,工艺成熟,生产管理容易。
什么是三次烧技术
三次烧技术是釉面砖的成品再装饰技术,它是以已经烧成的釉面砖为基础,再次进行丝网印花、施釉、贴花纸、印电光水、描金、堆熔块粒等装饰工序和多次烧成工艺。它可以是一条小的腰线,也可以是一块砖上装饰(称为中花或花片),还可以是多片砖拼在一起再贴花纸的大面积产品(称为拼花)。三次烧技术是成品釉面砖的再装饰技术的总称。
三次烧产品的装饰手法很多,如采用贵金属装饰、虹彩装饰、以干法施釉方式形成的熔块干粒堆花——凸起的透明或哑光熔块装饰等,再经过低温烧成(烤金温度一般是850℃,烧堆釉温度一般是1020℃左右),产生立体感和艺术性强的装饰效果。
三次烧丝网印花工艺流程
丝印工艺在陶瓷墙地砖生产中的应用,时间比较短,发展比较快,虽然工艺流程不外乎是制版印刷,却具有独特之处。丝印釉面砖,多采用直接丝印法装饰。
利用网版印刷进行表面彩化是釉面砖装饰的重要特征,釉面砖直接网印法装饰,其工艺流程如下:
釉面砖成品的准备→底版制作→网版制作→多次丝网印花→堆熔块干粒→烧成
成品釉面砖的再装饰以前大多采用多次丝网印花工艺,后来有人把日用陶瓷中常用的贴花纸装饰技术引入到三次烧工艺中,二次烧成(釉烧)属于陶瓷釉上贴花纸,可不再使用丝网印花技术,把要印的颜色、贵金属等印料用专门的印刷机印在特殊的载花体(聚酯簿膜)上,制成花纸。使用时将花纸事先浸泡在水中,使其花膜与载花体分离,把分离下来的花膜迅速转贴在釉面砖需要装饰的位置处,再在花纸上堆熔块干粒烧成(不管是一次烧成工艺还是二次烧成工艺,目前使用的光泽面釉都是采用熔块釉,即95%的熔块加5%的高岭土)。这样一来,不但大幅度提高了生产效率,而且提高了产品的档次,避免了多次丝网印花的对花位的困难。这种方法如同玻璃、陶瓷、搪瓷的转移印花中的水披覆转印工艺。所谓水披覆转印是指用柔性的能够溶解于水中的塑料薄膜缠绕于产品表面,将其表面的图文转移至产品表面的技术。尽管在一些三次烧厂家花纸已经普遍采用,但由于丝网印花有如下一些优点:①当生产数量相对比较少时,采用丝网印花比较经济,因为制作花纸在经济上很不合算,还是有不少厂家仍然惯用多次丝网印花工艺;②印花次数少于3次;③防止本厂产品被他人模仿。所以,大多数厂家依旧采用丝网印花工艺。
三次烧印花釉的构成
三次烧印花釉是印在成品砖釉面上的,所以它的构成和釉面砖的表面印花釉是不同的,表面印花釉一般是把印花釉料、印油和色料按一定比例混合即可,混合比例按装饰效果不同而各不相同。而三次烧印花釉的基础釉是熔块釉。熔块一般由专业的供应商生产供给。陶瓷生产厂家的主要任务是选择适合自己使用的熔块。现在,一些大的陶瓷企业开始自己烧制熔块了。如某三次烧印花釉的头熔块釉配料公式如下:
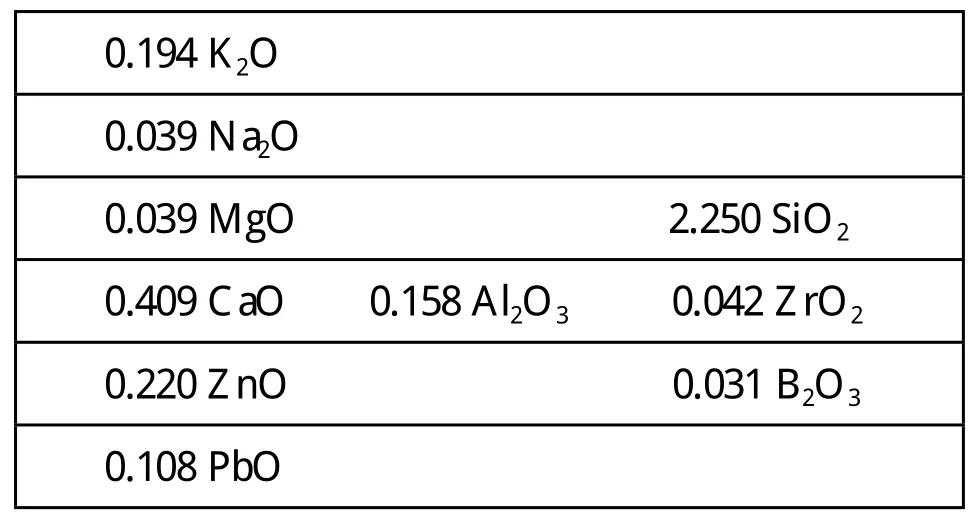
?
印花釉细度与丝网印花的关系
印花釉的细度应控制在325目,釉浆细度对釉面质量有一定的影响,这样的网目数有以下一些好处。①细度太细则表面张力大,印花釉可以完全处于悬浮状态,不会造成因沉淀使存放和印刷有困难。②这种细度的印花釉能使色料与基础釉充分混合均匀,颗粒越细越能增大印花釉的比表面积,为此也增大了印花釉与面釉和熔块干粒的接触面积,有利于中间层的生成,使烧成的产品色泽均一、明快,烧后产生缩釉,产生开裂现象。③印花釉磨得越细,在印制过程中印花釉越容易通过丝网版的孔隙,减少塞网次数。由于颗粒细使粒子之间的孔隙空间能最大限度的缩小,使孔隙间所夹持的水分减少,既有利于印后缩短干燥时间,又有利于多次丝网印花。
印油
印油(又叫油膏)是配制印花釉的另一种重要原料。印花釉料必须与印油配合使用才能进行丝网印花,它对印花釉的使用性能及印花质量起着决定性的作用。由于成品釉面表面光滑,对液体和气体均有不渗透性,所以对印油的性能要求很高。对于水性印油,极易因釉面砖表面光滑致密而无法渗透至砖坯内部,而影响印花釉在砖表面黏着牢固。由于渗透性不好,难以在短时间内干透,为此也影响下一次丝网印花。为了解决这个问题,在必须保证印花釉有足够黏附力的情况下,尽可能少的加入水分,然而水分加的过少,又会造成黏度过大给丝网印花造成困难,应适当加入一些黏合剂和润滑剂,以保证印花釉能牢固地黏附在釉面砖表面上,又能保证有较好印刷适应性。现在市场上已经有油性印油供厂家选用,它能保证砖表面印花效果好。丝网版制好后,应对照色稿,仔细核查。上机印刷之前,经预打样工序检验一下,还可用生产用的色釉实际印刷数块,先行烧成后,查看整个效果,这样做不但给印刷工序提供印版,还可以提供样砖,给成批量印刷带来好处。
平网印花机
平网印花机指网版平面形的网印机。平网的印刷方式只能是往复间歇式,或是网版固定、刮刀往返,或是刮刀固定、网版往返。这样供墨刮印都不能连续进行,增加升降时间,往返运动的时间限制了印刷速度。平网机最高印速约为3000印/h。平型网版网印机目前应用最为广泛,不少从事网印机制造厂家已经开始按行业用途生产多种规格的平网网印机。如电子行业的印刷电路板和电子元器件的网印机、陶瓷用花纸印刷用的网印机、工业用立体物品网印机、曲面网印机、印染网印机等。

圆型网印机

平型网版网印机的刮印主运动为往复运动,印刷速度较低,而圆型网版的刮印主运动为连续旋转运动,可以大大提高印刷速度,因此圆型网版网印机适应高速批量生产,是一种极具开发前景的机型。
因为是采用丝网印花方式将熔块干粒堆放在釉面砖的表面的,所以平网印花墨层要比其他印花方法厚些,这种方式堆放的熔块颗粒之间的作用力很小,当遇到稍大一点的外力作用时,就会使熔块颗粒散开。为使传动系统平稳,避免强力震动或抽风系统过大吹散熔块干粒,网距一定要合适,这是调节印花机必须考虑的一个重要参数,即丝网与砖表面之间的空间距离(即网距)。网距既不能过大,但也不能过小,必须在某个定值。当刮刀扫过丝网后,丝网必须在印花釉达到足够高的黏度黏附到网眼线前离开砖的表面。所以在调节印花机时,既要考虑丝网的性能,也要考虑印花釉的性能,在转产不同印花产品或使用不同的印花釉时,要考虑调整印花机。
丝网版的制作应考虑到,原稿只有复制在丝网上才能付诸印刷,制丝网版的过程直接决定丝网版的质量。在釉面砖表面复制图案的丝网不应与釉料发生反应,且耐印率高。为了提高耐印率,制版时要注意制版材料的选择,如丝网、网框、刮刀、感光胶、粘网浆、坚膜剂等,使用时要求具有长效性、耐腐蚀性等。在印刷过程中,网框内的熔块量应保持适当,经常注意版面网孔通透情况,发现网孔堵塞,用湿海绵块蘸少量水,擦洗丝网两面,最后用清洁干净软布擦拭与砖接触的面。网版下机后,要清洗干净,晾开后妥善保管,以备下次再用。

三次烧产品烧成
釉面砖表面的熔块干粒颗粒间作用力很小,要求窑炉的输送传动系统要有很高的平稳性,同时,要求抽风系统不能太强,否则容易吹散熔块干粒。
窑炉的要求:目前广泛使用的三次烧窑炉都是专门设计的。它有两大特点:一是截面小,一般内宽在1m左右;二是大多数情况下只有底火,不设面枪,即使设面枪也很少使用。
烧成周期:为了把厚的熔块干粒层烧透,烧成速度不能过快,要保证熔块干粒能充分熔融,从而不影响产品的透明度。另外,为保证网印堆上的熔块干粒、印花釉、面釉三者之间能反应完全,生成稳定的中间层,避免产品出现开裂、剥落等缺陷。
烧成温度:烧成温度的确定要看两方面:①看所使用的熔块干粒的性能。②要考虑产品的综合性能。若烧成温度太低,网印堆积的熔块干粒就会熔融不完全,会影响产品的透明度等性能指标,还会造成印花釉、熔块干粒、面釉之间的结合力小,结合不牢固。如果烧成温度太高,熔块干粒在高温状态下黏度不足、不够,还会导致网印堆起的熔块塌落或熔块高度不够,影响产品的立体感;如果严重过烧还会产生一系列的釉面缺陷。烧成温度一般选择为熔块干粒正好完全熔透时的温度最好。
[参考资料]
① 丝网印刷工艺 郑德海 郑军明 沈青
印刷工业出版社 北京 1996年2月
② 陶瓷墙地砖生产技术 蔡飞虎 冯国娟
武汉理工大学出版社 武汉 2011年7月
猜你喜欢
家具与室内装饰(2022年2期)2022-04-19
民间故事选刊(2021年6期)2021-11-12
艺术家(2021年12期)2021-03-11
网印工业(2020年11期)2020-11-26
流行色(2019年8期)2019-11-04
网印工业(2017年8期)2017-10-13
电子制作(2017年7期)2017-06-05
今日印刷(2017年3期)2017-04-04
小主人报(2016年12期)2016-09-11
印刷技术·数字印艺(2015年8期)2015-12-07