
CAXA线切割软件在激切割自动编程中的应用
2013-11-08 09:44储晓猛王维新杨建新
无锡职业技术学院学报 2013年1期
储晓猛, 王维新, 杨建新
(江苏大学 基础工程训练基地,江苏 镇江 212013)
激光切割机床采用手工编程方式,简单轮廓、计算量少的零件尚可解决,但复杂形状零件的程序编制就显得极为不便甚至无法完成,必须通过自动编程来实现。由于年代较早,与现代流行的激光切割编程软件(如CNCKad自动编程软件等)不匹配。CAXA线切割是一款针对数控电火花线切割机床进行编程编制的软件系统,在我国线切割加工领域有着广泛的应用。利用该软件的后置处理功能,编程人员以交互方式绘制出所需切割的图形,可生成带有复杂形状轮廓的两轴线切割加工轨迹,输出3B、4B及ISO格式的线切割加工程序。
通过研究CAXA线切割后置处理程序,并与现有激光切割加工机床采用手工编程方式编制的程序进行对比,设计出适合激光切割机床的专用后置处理程序,解决了现有激光切割加工不能自动编程的难题。
1 常用代码及程序格式对比分析
采用CAXA线切割软件(其自动编程方法此处不再赘述)与激光切割手工编写对图1待加工零件分别进行程序编制,程序如下所示。
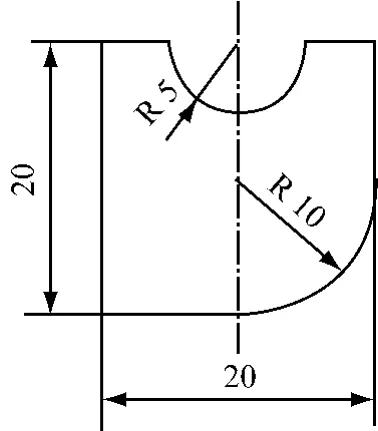
图1 待加工零件
1.1 CAXA线切割后置处理程序
(11.ISO,03/24/12,00:31:16)
T84T86G90G92X0.000Y5.000;
G01X0.000Y0.000;
G01X5.000Y0.000;
G03X15.000Y0.000I5.000J0.000;
G01X20.000Y0.000;
G01X20.000Y-10.000;
G02X10.000Y-20.000I-10.000J0.000;
G01X0.000Y-20.000;
G01X0.000Y0.000;
T85T87M02;
1.2 激光切割手工编写的程序
33.ISO
m40;
m42;
m44;
G90G92X0.000Y5.000;
G91;
G01Y-5.000;
G01X5.000;
G03X10.000R5;
G01X5.000;
G01Y-10.000;
G02X-10.000R10;
G01X-10.000;
G01Y20.000;
G01Y5.000;
m41;
m43;
m45;
m02;
通过对上述两个程序(11.ISO和33.ISO)的比较,两者所编制的程序代码及格式比较如下。
(1)名称、功能和格式完全相同的代码,如插补代码G01、G02、G03;程序结束语 M02等,对于这类代码,不需要做任何处理,可以直接使用。
(2)CAXA线切割后置处理程序中不具备的代码,如 M40(开激光)、M41(关激光)、M42(开光闸)、M43(关光闸)、M44(开气阀)、M45(关气阀)等,使用CAXA线切割自动编程时,将不产生这些代码。在采用CAXA线切割软件编制激光切割程序时需要增加这些代码。
(3)激光切割机床手工编制程序中不具备的代码,如T84(电极丝运行开)、T85(电极丝运行关)、T86(工作液开)、T87(工作液关)等,激光切割机床不需要使用这些代码。在采用CAXA线切割软件编制激光切割程序时这类代码不能出现在程序中。
(4)CAXA线切割自动编程采用的是绝对值编程,而激光切割机床的程序必须是增量式编程。
(5)CAXA线切割自动编程圆弧编程采用的是圆心坐标(I、J、K)控制方式,而激光切割机床采用的是圆弧坐标(R)控制方式。
2 解决方案
经分析,发现CAXA线切割自动编程软件的后置处理中提供了功能拓展方案,利用该拓展功能,经过两个部分的修改,就可实现现有激光切割机床的专用程序后置处理的最终目的。具体修改过程如下。
(1)机床类型设置。机床类型设置对话框如图2所示。鼠标点击“增加机床”按钮,输入新机床名如“LASER”,目的是使编制线切割程序和编制激光切割程序相互独立,只要更改机床名,就可以得到对应机床的专用程序;在“程序头”处做修改,具体是用“$m40@ $m42@ $m44@ $G92$COORD_X $COORD_Y”替代“$COOL_ON$ $SPN_CW $ $G90$ $G92$COORD_X$COORD_Y”;在“程序尾”处做修改,具体是用“$COOL_OFF $ $SPN_OFF $ $PRO_STOP”替 代 “$m41@ $m43@ $m45@$m02”,其中“@”表示分行;线切割中的跳步加工与激光切割中的非连续切割一致,因此“跳补开始”处可用“$PRO_PAUSE@ $m43”替代“$PRO_PAUSE”,“跳补结束”处可用“$PRO_PAUSE@$m42”替代“$PRO_PAUSE”。
(2)后置处理设置。后置处理设置对话框如图3所示。在“机床名”处用鼠标点击选择“LASER”;“编程方式设置”选择“增量”;“圆弧控制码”选择“圆弧坐标(R)”;“R的含义”选择“圆弧>180度 R为负”即可。
将以上两个步骤修改并确定保存,至此实现了CAXA线切割软件对现有激光切割机床进行自动编程的目的。使用时只需选择对应的机床名,即可生成线切割或激光切割的程序。
3 加工实例
图4所示为一福娃切割CAD图形,其是通过CAXA线切割软件中图片矢量化处理功能,将图片转换为矢量图,转换过程是通过微小直线段勾勒图片轮廓线。该方案使得这类作品均由微小直线段组成,直线段数目较多且直线的起点坐标和终点坐标均不是整数,计算量很大。根据数控编程原则,每条直线段对应一行程序段,如果该作品采用激光切割机床手工编程方案,显然难以实现。利用修改之后适合现有激光切割机床专用的CAXA线切割软件的后置处理功能,将图4对应的CAD图形直接导入,可快速、正确的生成该作品的程序,程序内容(约1 000行程序段)如下:

图2 机床类型设置对话框
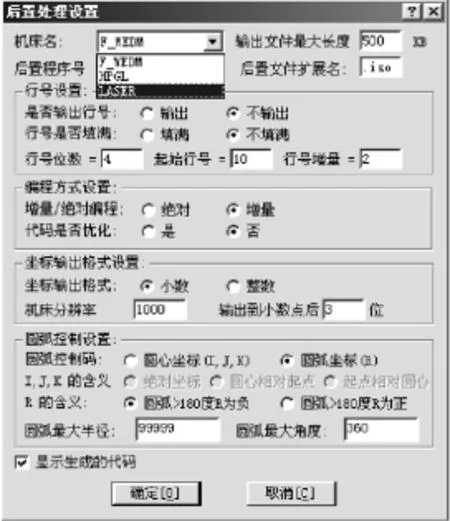
图3 后置处理设置对话框

图4 福娃切割CAD图形
fuwa.iso
m40;
m42;
m44;
G02X2.764Y-0.888R6.507;
G01X0.081Y-0.055;
……
G03X-0.088Y-0.005R0.431;
……
G02X1.787Y1.558R2.158;
G02X0.964Y-0.012R6.507;
m41;
m43;
m45;
4 结语
利用CAXA线切割软件所设计出的现有激光切割机床专用后置处理程序能够便捷、准确的生成零件所对应的数控程序,并不需要人工再做二次处理,可在激光切割机床上直接应用,解决了原先设备编程复杂不便的问题。对于其他数控切割类机床,可参照此方法,对CAXA线切割的后置处理程序进行修改,以满足其他类似机床的需求。
[1]盛利强.浅谈CAXA数控车的后置处理[J].科教文汇中旬刊,2009(4):278.
[2]张金龙,宋文学.基于CAXA线切割软件的数控编程[J].西安航空技术高等专科学校学报,2010,28(5):23-26.
[3]唐秀兰,唐琼英.浅谈CAXA线切割软件编程的方法与技巧[J].机电工程技术,2009,38(4):35-36.
[4]胡仁喜.CAXA数控线切割XP标准实例教程[M].北京:机械工业出版社,2007.
[5]宋昌才.数控电火花加工培训教程[M].北京:化学工业出版社,2008.
猜你喜欢
建材发展导向(2021年11期)2021-07-28
制造技术与机床(2019年12期)2020-01-06
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
制造业自动化(2017年2期)2017-03-20
现代经济信息(2016年8期)2016-12-26
法制与社会(2016年35期)2016-12-26
环境科技(2016年4期)2016-11-08
