
液化气体汽车罐车用焊接材料和标准浅析
2013-10-24 03:31:32王兴起
滁州职业技术学院学报 2013年2期
王兴起,黄 芸
(安徽开乐专用车辆股份有限公司,安徽 阜阳 236112)
液化气体汽车罐车是一种移动式承压设备,属于《特种设备安全监察条例》管辖的范围,为了适应国民经济的发展,同时加强液化气体汽车罐车的安全运行,防止和减少事故,保障人民生命和财产的安全,国家质检总局于2011年11月颁布了《移动式压力容器安全技术监察规程》,对汽车罐车产品的设计、制造进行规范。液化气体汽车罐车的罐体为钢制焊接结构,因此在国家法规、标准体系允许的范围内合理选择焊接材料显得尤为重要。本文对液化气体汽车罐车用焊接材料和相关标准作简单介绍,与业内技术交流,以便准确理解和把握国家标准,正确选择和使用焊接材料。
一、焊接材料的主要组成
液化气体汽车罐车用焊接材料由三部分组成:钢焊条、气体保护电弧焊用钢焊丝和填充丝、埋弧焊用钢焊丝和焊剂。
二、焊接材料的型号和牌号
焊接材料的型号,是按照标准编制的焊接材料代号。型号中应表示焊材类别、主要特性(熔敷金属的力学性能、药皮类型、焊接位置、焊接电流种类)。
例一:《碳钢焊条》国标GB/T5117-1995(熔敷金属抗拉强度小于等于500MPa,适用于碳钢及低强度的低合金钢焊条)中焊条型号举例如下:E5015
E-表示焊条。
50-表示熔敷金属抗拉强度的最小值。
1-表示焊条适用于全位置焊接。
15-表示焊条药皮为低氢钠型,采用直流反接焊接
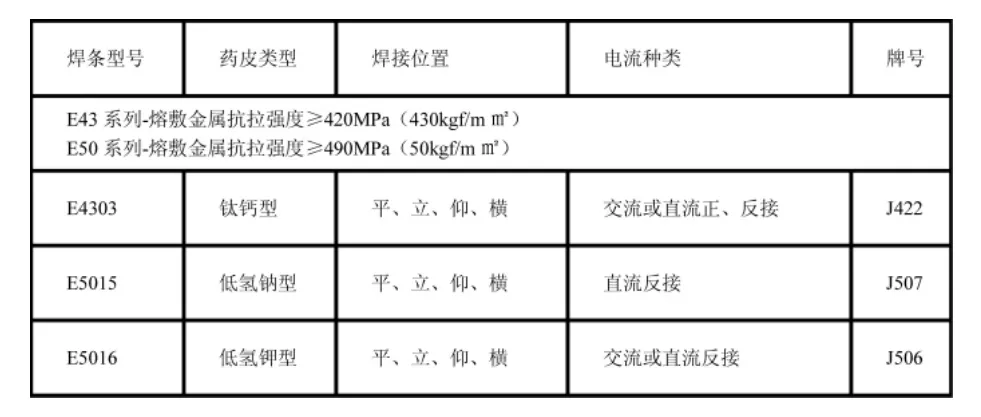
表1 碳钢焊条型号示例
焊接材料的牌号,是按焊材厂规定编制的焊接材料代号,牌号中应表示焊材类别、主要特性和本厂特点。
例二:焊条牌号举例如下:J507
J-表示结构焊条。
50-表示焊缝金属抗拉强度等级,不低于50kgf/mm2。
7-表示低氢钠型药皮,直流。
我国焊材国家标准中的焊条国标、埋弧焊用焊丝-焊剂国标和GB/T8110焊丝国标都采用型号表示焊材类别、主要特性。其余的焊材国家标准(指由钢标准化委员会编制的焊丝标准)则是采用牌号表示焊材类别、主要特性。如:GB/T3429-2002焊接用钢盘条,YB/T5092-2005焊接用不锈钢丝。
三、液化气体汽车罐车用焊接材料选用原则
在TSGR0005--2011《移动式压力容器安全技术监察规程》中规定:
(1)用于制造罐体受压元件的焊接材料,应当保证焊缝金属的力学性能高于或者等于母材标准规定的下限值;当设计需要时,其他性能也不得低于母材的相应要求。
(2)焊接材料应当满足相应焊材标准和引用标准的要求,并且附有产品质量证明书和清晰、牢固的标志。
(3)移动式压力容器制造单位应当建立并且严格执行焊接材料验收、复验、保管、烘干、发放和回收制度。
要满足上述要求,首先应保证焊接材料熔敷金属的力学性能高于或等于母材标准规定的下限值,或满足设计文件规定的技术条件。由于焊接材料基本上只能确定焊缝金属的性能,不能影响焊接接头热影响区的性能,而对于承压设备则要求焊接接头性能不低于母材或设计文件规定的技术条件。因此正确选用焊接方法和焊材之后,还需要制定合理的焊接工艺(包括焊接环境、焊接线能量、预热、后热、焊后热处理等)才能得到满意的焊接接头。
四、钢焊条
承压设备用钢焊条涉及到的标准有:
o GB/T983-1995《不锈钢焊条》
o GB/T5117-1995《碳钢焊条》
o GB/T5118-1995《低合金钢焊条》
o NB/T47018.2-2011《承压设备用焊接材料订货技术条件第2部分:钢焊条》
国内承压设备用碳钢和低合金钢焊条,基本上采用低氢纳型和低氢钾型药皮焊条。如常用的符合GB/T5117的E5015-J507、E5016-J506焊条。
不锈钢则采用EXXX-15、EXXX-16型药皮焊条,-15为低氢纳型,-16可为低氢纳型,也可是钛型或钛钙型药皮。如常用的符合GB/T983的E308-15(A107)焊条。
E-表示焊条
308-表示熔敷金属化学成分分类代号
15-表示焊条为碱性(低氢型)药皮,适用于全位置,采用直流反极性焊接
碳钢焊条、铬钼钢焊条和不锈钢焊条(包括奥氏体、马氏体、铁素体)的熔敷金属化学成分和性能,各焊材厂牌号间基本相同,主要差异在适用范围、焊接工艺性能和操作性能。低合金高强度钢焊条的熔敷金属化学成分和性能,各焊材厂牌号间差异较大,焊条的适用范围、焊接工艺性能和操作性能差异也较大。
焊条统一牌号是我国特有的规定。自上个世纪80年代起我国焊材牌号由焊材行业统一命名。前机械部于1997年编制最后一版“焊接材料产品样本”,其中规定了焊材统一牌号,这得到设计、制造、检验和监督等各方认可和熟悉。不少大型焊材厂家在此基础上做一些修改后用于本厂产品,这种作法为大多数焊材厂仍然至今沿用;而台资和外资企业不用统一牌号,有自已的焊材牌号规定。
五、气体保护电弧焊用钢焊丝和填充丝
焊丝:指焊接时通过电流,并作为电极使用,用“E”表示;焊丝可用作填充丝。填充丝:指焊接时不通过电流,也不作为电极使用,而利用钨极与工件之间产生的电弧热熔化,填充焊缝,用“R”表示。填充丝不可用作焊丝。在国外标准中焊丝和填充丝即使化学成份相同,其他技术要求也不一定相同,焊丝和填充丝是区分开的。ER表示既可做焊丝又可做为填充丝用,如GB/T8110中的焊丝型号中就用ER表示。
承压设备用气体保护电弧焊钢焊丝和填充丝涉及的标准有:
碳钢和低合金钢焊丝标准:GB/T14957-1994《熔化焊用钢丝》、GB/T3429-2002《焊接用钢盘条》
CO2气体保护电弧焊用钢焊丝和填充丝焊丝标准:GB/T8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》、GB/T3429-2002《焊接用钢盘条》
NB/T47018.3-2011《承压设备用焊接材料订货技术条件第3部分:气体保护电弧焊钢焊丝和填充丝》。

表2 常用碳钢和低合金钢制承压设备气体保护电弧焊用钢焊丝和填充丝示例
六、埋弧焊用钢焊丝和焊剂
埋弧焊用钢焊丝和焊剂涉及到的标准有:
GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》
GB/T12470-2003《埋弧焊用低合金钢焊丝和焊剂》
NB/T47018.4-2011《承压设备用焊接材料订货技术条件第4部分:埋弧焊钢焊丝和焊剂》
埋弧焊焊接材料包括焊丝和焊剂,埋弧焊熔敷金属力学性能和化学成份主要由焊丝和焊剂决定的,同一焊剂,配合不同的焊丝,可得到不同力学性能的熔敷金属。同一焊丝,配合不同的焊剂,也可得到不同力学性能的熔敷金属。埋弧焊焊丝和焊剂都是配套使用,缺一不可。中外标准中,埋弧焊焊丝-焊剂型号表示方法中都将焊丝列出,这意味着只有用指定的焊丝,才能得到标准规定性能的熔敷金属;同样,当埋弧焊焊丝确定之后,埋弧焊用焊剂成分就成为影响埋弧焊焊接工艺性能、熔敷金属化学成份和力学性能的重要因素。
在碳钢和低合金钢埋弧焊标准中列出的焊丝-焊剂型号都以熔敷金属的拉伸性能、冲击性能为标志;而不锈钢埋弧焊标准中列出的焊丝-焊剂型号都以熔敷金属的化学成分和碳含量为标志。因此,选用埋弧焊用焊丝、焊剂时不仅要标明焊丝、焊剂的牌号,更要标明焊丝-焊剂型号。要注意的是,对于埋弧焊,同一牌号的焊丝和焊剂的组合在不同的焊接材料制造厂家的说明书中其焊丝-焊剂型号有所不同。因此对于埋弧焊,焊丝-焊剂的型号(即焊丝-焊剂组合的性能)不仅由焊丝和焊剂的牌号决定,而且与焊丝和焊剂的生产厂家有关,所以在订购或在设计图样上标注埋弧焊用焊丝和焊剂时不仅要提出焊丝和焊剂的牌号要求,而且还应提出焊丝-焊剂组合型号要求,并尽量在同一厂家订购焊丝和焊剂的组合,这样厂家会按相应国家标准(GB/T5293-1999、GB/T12470-2003)提供质量证明书,并相应标明焊丝-焊剂的型号。碳素钢和低合金钢埋弧焊用焊丝和焊剂的组合决定了熔敷金属的拉伸性能和冲击性能。

表3 碳素钢和低合金钢埋弧焊用HJ431、HJ350、SJ101 焊剂配用焊丝示例
举例:GB/T5293F5A0-H10Mn2--表示埋弧焊焊丝-焊剂型号。焊丝-焊剂型号是根据使用各种焊丝和焊剂的组合而形成的熔敷金属力学性能划分的。
o F-表示焊剂;
o 4和5-在GB/T5293中分别表示熔敷金属抗拉强度最小值为420MPa和480MPa;
o A-表示焊态(AW);P-表示焊后热处理状态(PWHT);
o 0-表示在试验温度为0℃时,熔敷金属冲击吸收功不小于27J;2-表示在试验温度为-20℃时,熔敷金属冲击吸收功不小于27J;4-表示在试验温度为-40℃时,熔敷金属冲击吸收功不小于27J;
o H10Mn2-表示焊丝牌号;H-表示焊丝;10-表示焊丝的平均含碳量为0.1%;Mn2-表示焊丝平均含Mn量为2%;牌号最后的A、E、C分别表示P、S杂质含量等级。
从以上可以看出,埋弧焊焊丝牌号和焊剂牌号不同,则埋弧焊焊丝-焊剂型号就不同,熔敷金属的力学性能和化学成份也就不相同。
七、液化气体汽车罐车用焊接材料订货时的技术条件
锅炉压力容器标准化技术委员会组织编写了NB/T47018.1-7-2011《承压设备用焊接材料订货技术条件》,并由国家能源局批准。该行业标准协调了焊接材料国家标准、行业标准与承压设备安全技术规范、标准之间的技术差异,在焊接材料国家标准和行业标准的基础上按照我国的实际情况编制出适用于我国承压设备焊接材料行业标准。如果承压设备生产企业按照焊材的国家标准、行业标准和NB/T47018.1-7-2011采购焊材,那么所采购的焊材将符合承压设备安全技术规范、标准要求,保证了承压设备用焊材的质量。
(一)焊条订货时,所采购的焊条应符合:
NB/T47018.2-2011
GB/T5117-1995《碳钢焊条》
GB/T5118-1995《低合金钢焊条》的技术条件。

表4 用于焊接Q345R的E5015(J507)焊条技术条件
(二)气体保护电弧焊用焊丝订货时,对于所采购的CO2气体保护电弧焊用钢焊丝和填充丝应符合:
NB/T47018.3-2011
GB/T8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》的技术条件。

表5 用于CO2 气体保护电弧焊焊接Q345R的ER49-1 焊丝的技术条件
(三)氩弧焊用钢焊丝和填充丝,碳钢和低合金钢应符合:
NB/T47018.3-2011和GB/T14957-1994《熔化焊用钢丝》
GB/T3429-2002《焊接用钢盘条》的技术条件;
(四)埋弧焊用钢焊丝和焊剂订货时:
①采购碳素钢/低合金钢埋弧焊用焊丝/焊剂应符合:
NB/T47018.4-2011《埋弧焊钢焊丝和焊剂》
GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》
GB/T12470-2003《埋弧焊用低合金钢焊丝和焊剂》的技术条件;
例如用于焊接Q345R的HJ431-H10Mn2组合型号应标注为NB/T47018.4-2011F5A0-H10Mn2,标准值:
0℃、KV2≥34J。

表6 用于焊接Q345R的HJ431-H10Mn2的技术条件
八、总结
我国焊材国家标准中的焊条国标、埋弧焊用焊丝-焊剂国标和GB/T8110焊丝国标都采用型号表示焊材类别和主要特性,所以上述焊材国家标准中焊材的分类原则是以焊材型号进行分类的;其余的焊材标准(指由钢标准化委员会编制的钢焊丝标准)则是采用牌号表示焊材类别和主要特性,因此是以焊材牌号进行分类。
NB/T47014-2011标准中以母材的分类原则作为焊材熔敷金属分类原则,由于焊材熔敷金属的性能代表了焊材的性能,因此根据熔敷金属性能与母材性能相对应的原则,按照母材分类原则对焊材进行分类是可行的。液化气体汽车罐车用焊接材料依据上述原则选用协调了焊接材料国家标准、行业标准与承压设备安全技术规范之间技术差异,能完全满足承压设备的安全技术规范和标准要求。
[1]焊接标准汇编 材料卷[M].北京:中国标准出版社,中国质检出版社,2011.
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
装备环境工程(2015年4期)2015-02-28 01:20:10
机械工程师(2015年10期)2015-02-02 01:14:00
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
金属加工(热加工)(2013年8期)2013-08-02 08:39:44
