再生器二级旋风分离器料腿断裂原因分析及修复
2013-10-21 11:54慕希豹
中国设备工程 2013年1期
慕希豹
(中国石油天然气股份有限公司庆阳石化分公司,甘肃 西峰 745002)
某炼油厂60万t/年催化裂化装置二级旋风分离器于2004年11月投入使用,2009年5月大修时发现8#、11#、12#三根料腿出现完全断裂现象,修复后投入运行。其技术参数如下。
(1)介质:空气、一氧化碳、二氧化碳、催化剂(主要成分为氧化铝)。
(2)操作温度:680~730℃。
(3)操作压力:0.22MPa。
(4)材质:0Cr18Ni9。
(5)断裂管具体位置见图1。

图1
一、断裂原因分析
1.外观检查
断裂料腿无变形,壁厚无减薄,内外表面无金属光泽,呈褐色;料腿环向断裂,断面呈高温氧化色,多源起裂特征,断面有起伏,局部平齐。
2.壁厚测定(表1)
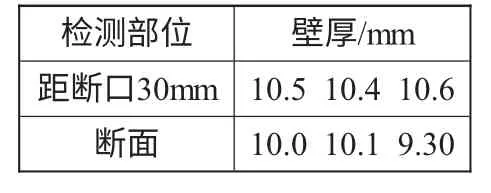
表1
3.化学成分、力学性能及硬度分析
(1)料腿材料0Cr18Ni9,成分符合GB/T14976标准。
(2)料腿力学性能试验表明,材料强度符合标准,延伸率有所下降。
(3)料腿经历高温运行表面存在氧化腐蚀和渗碳损伤,同时存在敏化现象。
3.1.4 加样回收率 精密称取注射用硫酸核糖霉素样品(批号13170416,硫酸盐含量24.3%),用水溶解并稀释成含硫酸核糖霉素4 mg·mL-1的供试品储备液。取“2.4.1”项下硫酸滴定液,加水稀释至1mg·mL-1作为对照品储备液。取供试品储备液1 mL至20 mL量瓶中,平行配制9份,每3份加入对照品储备液 0.8、1.0、1.2 mL,加水定容。按“2.1”项下方法进行检测,结果显示,高、中、低浓度回收率在99.9%~101.9%,均值为 101.1%,RSD 为 1.6%(n=9)。方法准确性较好,结果见表1。
(4)料腿环向脆性断裂,起裂均位于料腿外部拉筋焊接部位,断裂与局部应力集中和材料高温敏化有关。
二、结果分析
(1)料腿材料表面存在氧化、脱碳、渗碳,以及氧化裂纹。
(2)料腿基体组织已发生变化,晶界有铁素体析出,晶内和晶界有第二相析出,并存在敏化倾向。
三、料腿断裂原因
(1)长期高温运行损伤内外表面(氧化、脱碳、渗碳)。
(2)长期高温运行料腿基体组织变化,存在敏化倾向。
(3)料腿上部损伤程度较下部严重,外部较内部严重。
(4)料腿断裂是局部应力较大引起的脆性断裂。
四、修复方案
1.损坏接管去除
将设备原有接管从断裂处去除。
2.坡口制备
(2)新配接管。
将新配接管采用机加工方式加工出图3所示焊接坡口。
钝边尺寸需与原相配接管端口坡口钝边测绘尺寸一致。

图2 原有接管端口坡口示意图
3.预处理
(1)设备原有接管处理。将设备原有接管内外表面包括坡口表面(打磨尺寸见图4)采用角向磨光机打磨至露出金属光泽,并用着色检测(PT)检查,确认无缺陷后,再用丙酮清洗。

图3 新配接管端口坡口示意图

图4 原有接管坡口内外表面清理示意图
(2)新配接管处理。将焊接坡口及内外表面距焊接坡口端面10mm处污物清理干净,并用丙酮擦拭两遍。
4.装配
新配接管与设备原有接管按原图纸技术要求进行装配。
5.焊接
(1)焊接方法:手工钨极氩弧焊打底+焊条电弧焊盖面。
(2)焊接材料:氩弧焊焊接308、焊条A132或347。
(3)电源及极性:氩弧焊直流正接、焊条弧焊直流反接。
(4)焊接位置:横焊。
(5)焊接工艺。将装配好的接管采用手工钨极氩弧焊打底(2~3层),焊条电弧焊盖面进行焊接,焊接参数见表1。

表1 焊接参数
6.检测
对焊缝进行100%射线(RT)及焊缝外表面100%着色(PT)检测,检测标准按设备图纸技术条件和《锅炉压力容器焊工考试规程》和JB4730-2005《承压设备无损检测》进行,全部合格。
五、结语
此修复方法的难点在新管与旧管的焊接上,必须按上述方案对过程进行严格控制,同时也更换了料腿与料腿之间的固定连接方式。采用此方案修复后,有效地保证了催化裂化装置的安全平稳运行,取得了较好的效果。
猜你喜欢
世界科学技术-中医药现代化(2022年2期)2022-05-25
世界科学技术-中医药现代化(2021年8期)2021-12-21
世界科学技术-中医药现代化(2021年7期)2021-11-04
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
陶瓷学报(2019年5期)2019-01-12
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
中南大学学报(自然科学版)(2016年2期)2017-01-19