试论FANUC数控系统宏指令在零件倒角处理中的应用
2013-10-19 10:14黄许娜
河南科技 2013年12期
黄许娜
(郑州市技师学院,河南 郑州 450006)
用户宏指令为用户提供了一种编写宏程序的手段。通常运用宏指令编写的程序我们称之为用户宏程序,简称为宏程序。通常宏程序作为子程序存放在存储器中,主程序需要时可以使用呼叫子程序的方式随时调用。宏程序是一种编程方法,不仅可以让编程者按照数控系统规定的格式编写数控程序,而且还允许编程者在程序中进行简单逻辑运算与初等数学运算,从而拓展了编程的灵活性与使用性,如表一所示。
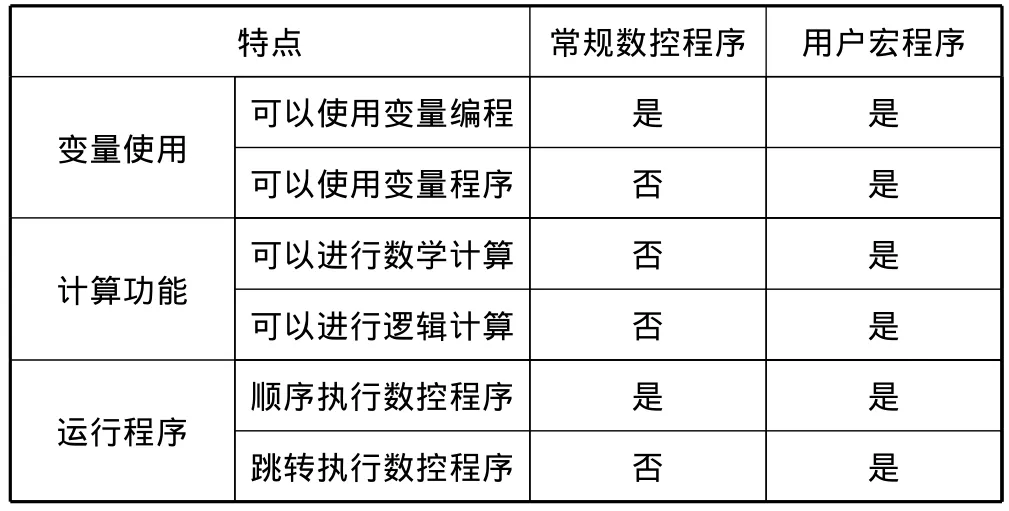
表一 常规数控程序与用户宏程序特点的对比
1 FANUC 0iM用户宏程序使用方法
变量格式:FANUC 0iM数控系统中,变量的格式是再“#”符号后放置变量号码,如#10表示10号变量。
变量的引用:变量的使用方法和常量一致,区别在于变量的值可以被替换。如:若变量#10的数值为1,变量#20中的数值为50,变量#30的数值为100,则指令G#10X#20F#30即为G1X50.0F100。
变量的运算。宏程序的重要特性即是可以实现运算功能,相当于给编程者一把钥匙,让编程者开发适合自己的加工走刀方式。宏程序的运算有限顺序为:1.函数运算;2.乘除法与运算、逻辑“与”;加减法运算、逻辑“或”、逻辑“异或”。
宏程序中的控制指令。1)无条件转移指令。指令使用格式为:GOTO n;其中,n为顺序号。例如:GOTO 100。2)有条件转移指令。指令使用格式为:IF{逻辑条件}GOTO n;其中,n为顺序号。该指令表示,当逻辑条件为真时,执行GOTO n,否则顺序执行下程序。3)循环指令。指令使用格式为:WHILE{逻辑条件}DO m;……END m;该指令表示,当逻辑条件为真时,程序执行DO m和END m之间的程序,当逻辑条件为假时,程序执行END m后的程序。其中,m的取值为1、2、3。例如:WHILE{#10 EQ#20}DO 1 G01 X100.0 END 1。
宏程序的调用。FANUC 0iM数控系统中用户宏程序调用格式为:G65 P程序号L宏程序被重复调用几次〈自变量赋值〉。例如:G65 P5001 L2 A1.0 B -100.0 C50.0。其中,5001为被调用的宏程序号,L2表示重复调用两次,A1.0表示向#1赋值1.0,B -100.0 表示向#2 赋值 -100.0,C50.0 表示向#3赋值 50.0。
2 FANUC数控系统宏指令在倒角编程中的思路解析
从外形来看,倒角面就是一个三维的空间曲面,一般来说,对这种三维空间曲面的编程,使用常规的编程手段进行程序编制会很麻烦,不仅会耗费大量的编程时间,并且也不容易完成,在这个过程中可以考虑使用自动的编程软件,但是自动编程软件编制出来的程序一般都很复杂,很不易于实现在数控机床上进行加工。经过上面对两种编程方案进行分析后,我们认为,必须要找出一种更加恰当的方法来解决这个难题,宏指令编程方法就能解决上述问题。因此,下面我们将对使用FANUC数控系统的宏指令解决上述问题的应用方法进行简要介绍(数学计算法)。
在分别对应圆孔的倒角处理和异形孔的倒角处理的基础上,通过观察相应的图形主视图,可分别选择相应图中的O点,进而建立机加工所需要的工件坐标系,并且分别确定X、Y、Z三个坐标的坐标方向,视图上表面的Z轴坐标的数值均为零,我们进而选取其中一个进行相应的分析,通过观察工件坐标系,主视图坐标方向中各个尺寸之间存在的数学关系,我们可以推算出,倒角面在Z轴方向的高度为5。根据我们以上对倒角面的分析,我们可以思考建立这样一个基本的编程思路:使用宏指令进行数控编程,加工刀具在到倒角面处沿Z轴向负方向在0—-5之间进行切削加工,同时刀具还沿X、Y平面上进行逐层的走刀,沿着这个思路,最终就可以形成我们所需要的倒角曲面。
通过深入的进行切削过程分析,可以知道:刀具不仅在沿着Z轴负值方向进行必要的切削移动,同时刀具也在X、Y平面进行逐层的走刀。倘若加工刀具在Z为零值的平面内进行移动,则刀具沿X、Y平面走刀所形成的轮廓就会形成40mm的整圆或异形圆;倘若加工刀具已经移动到了Z等于-5mm的位置,则刀具沿X、Y平面走刀所形成的的轮廓就会形成30mm的整圆或异形圆。从三个坐标数值间的关系的角度出发,也可以这样理解,当Z坐标的数值发生变化的时候,整个圆的直径也在与Z坐标的数值在形成某种对应数学关系后进行相应的变化,也可以把它理解成是Z坐标数值与X坐标数值之间的某种内在的函数关系。当主视图剖面放大后,显示出的倒角截面X坐标数值和Z坐标数值的数学关系式为Z=X。从上面的分析可以知道,由于倒角的截面X坐标值和Z坐标值间存在着非常明显的数学关系,所以在用宏指令进行编程时可分别设置Z和X为两个变量,控制Z值在(0~5mm)之间变化可实现走刀平面高度的变化即逐层铣削。由倒角截面间存在的数学关系式可得出:在进行道具对倒圆角进行逐层铣削过程中,X的数值随Z轴数值的变化遵从相应的数学关系式而发生变化,进而就可以得到不同的走刀轮廓轨迹,我们把这种宏指令编程方法定义为数学计算法。
3 结论
在工厂的实际机加工中,为了使装配体能够快速简单的进行零件的装配,一般零件都需要在其端部进行倒圆角这一项加工工序,倒圆角虽然是很小的一道工序,但是其加工量很大,因此很费工时。为了解决现有技术在倒圆角方面的不足,本文分析了用FANUC宏指令编程的方法来实现倒圆角,从分析来看,该方法应该具有良好的实际机加工价值。
猜你喜欢
智能制造(2021年4期)2021-11-04
工程技术研究(2021年7期)2021-05-30
装备维修技术(2021年20期)2021-03-29
制造技术与机床(2017年11期)2017-12-18
时代农机(2017年2期)2017-04-02
山东工业技术(2016年15期)2016-12-01
上海金属(2016年2期)2016-11-23
河南科技(2016年11期)2016-11-11
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18