
常见机床切削运动形式的解析
2013-10-19 10:14马保献
河南科技 2013年10期
陈 益 马保献
(常州铁道高等职业技术学校,江苏 常州 213011)
机械加工的种类很多,各类加工都是由金属切削加工来实现的。金属切削加工主要是由刀具把工件毛坯上的多余金属层切除,获得图纸要求的零件加工过程。金属切削运动的运动形式有主运动、进给运动、合成切削运动和辅助运动等。主运动是切除工件表面多余材料所需要的最基本的运动;进给运动是使工件切削层材料相继投入切削从而加工出完整表面所需的运动。两者最主要的特点是:主运动的切削速度最高,消耗的功率最大,而进给运动与其相反。
在金属切削过程中由于各类机床的加工过程有所不同,切削运动形式的反应也是不一致的。下面主要针对常见机床的主运动和进给运动两种形式做相关的分析,从而了解各类机床的加工特性。
1 车床的切削运动
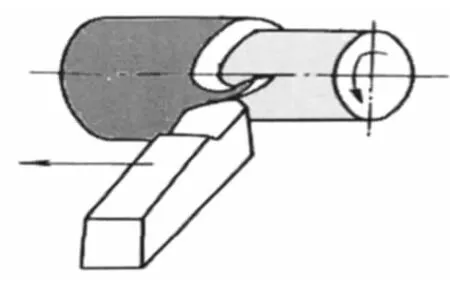
图1 外圆车削运动
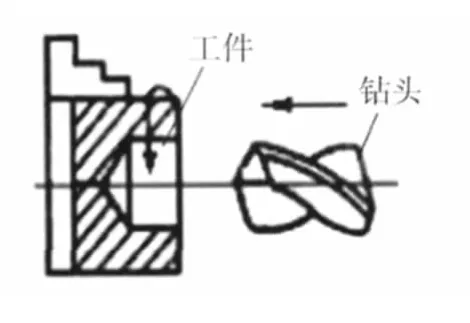
图2 车床钻孔运动
图1和图2所示,外圆车削运动中,工件作旋转运动,消耗的功率最多,切削速度最大,故为主运动;刀具的直线移动是辅助刀具参与切削运动,消耗的功率少,切削速度较低,为进给运动。钻孔运动中,工件作旋转运动,为主运动,钻头的直线移动为进给运动。
2 钻床的切削运动
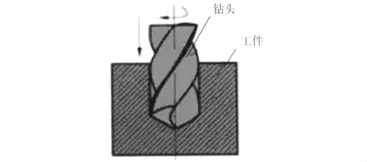
图3 钻床钻孔运动
图3所示,钻床在切削运动中,主要是钻头旋转运动的同时作直线进给实现切削运动。其中,主运动为钻头的旋转运动;进给运动为钻头的直线移动。
3 拉床的切削运动
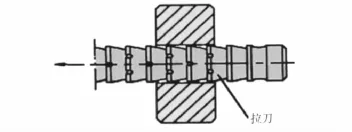
图4 拉削运动
图4中所示的拉削运动只需由拉刀的直线运动就可以完成。
4 综合分析
由上述图示分析可知,不同的加工方式其运动形式完全不一致。通过这三种机床的运动形式分析,其结论归纳如下:
同一种加工方法,不同的机床加工,切削运动形式不同。由图2和图3可知,都是钻孔加工。车床钻孔时,工件的旋转为主运动,麻花钻的直线移动为进给运动;钻床钻孔时,麻花钻的旋转为主运动,麻花钻的直线移动为进给运动。
切削运动中,主运动一般只有一个,进给运动可能有零或多个;如图4所示,拉削加工过程中只有一个运动形式即拉刀的移动为主运动,进给运动为零。
切削运动中,运动形式可是直线运动也可是旋转运动。
5 总结
金属切削运动是机床加工的基础,切削形式不同,决定着机床的运动形式有所不同。特别是现代社会多样化的机床比如龙门式的数控机床、车削中心等机床的出现,对其运动形式的理解,可以很好的掌握各类机床的加工特性。
[1]徐宏海.主编《数控机床刀具及其应用》北京:化学工业出版社,2005
[2]王泓.主编《机械制造基础》北京:北京理工大学出版社,2006
[3]劳动和社会保障部教材办公室组织编写《机械制造工艺基础》北京:中国劳动社会保障出版社,2007
猜你喜欢
装备制造技术(2022年6期)2022-10-02
启蒙(2020年11期)2020-12-21
启蒙(3-7岁)(2020年11期)2020-11-28
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
中南大学学报(自然科学版)(2016年2期)2017-01-19
潍坊学院学报(2016年6期)2016-04-18
石油知识(2016年2期)2016-02-28
河南科技(2015年2期)2015-02-27
河南科技(2014年23期)2014-02-27
